

Глава IX
УНИВЕРСАЛЬНО-СБОРНЫЕ ПЕРЕНАЛАЖИВАЕМЫ^ КОНТРОЛЬНО-ИЗМЕРИТЕЛЬНЫЕ ПРИСПОСОБЛЕНИЯ
Современные машиностроение и приборостроение характер^ зуются значительным повышением качества выпускаемых машин и приборов, их технического уровня и надежности в эксплуатации. При выполнении этих требований большое значение имеет соблюдение точности заданных размеров, формы и относительного расположения рабочих поверхностей деталей. Соответственно повышаются требования к методам и средствам измерения геометрических параметров.
Развитие средств измерения геометрических параметров
Основными направлениями, по которым развиваются и совершенствуются средства измерения, являются повышение точности, надежности и долговечности средств измерения за счет совершенствования их конструкций, создание бесконтактных измерительных средств, обеспечение стабильности измерительной силы и применения более износостойких материалов; повышение производительности средств измерения путем автоматизации процессов отсчета и регистрации измерений посредством применения цифровых отсчетных устройств, позволяющих производить одновременно измерение многих параметров, широкое применение контрольных полуавтоматов,_ автоматов и приборов активного контроля, обеспечивающих контроль параметров в ходе технологического процесса изготовления детали; создание новых точных, надежных и производительных средств измерения, основанных на современных достижениях физики и вычислительной техники (проекционные методы контроля, использование лазерного луча и др.); создание комплектов универсально-обратимых контрольных приспособлений, которые позволят1 максимально расширить область применения измерительных приборов, новы" схем и методов контроля.
Значительный прогресс наблюдается при создании средств измерения с высокими метрологическими показателями. К этиЯ средствам измерения относятся пружинные головки (оптиметры*
252
миникаторы, микрокаторы), контрольные автоматы, контрольные приборы с цифровыми отсчетными устройствами, оптические приборы для контроля линейных и угловых размеров, универсальные трехкоординатные измерительные приборы и др. Эти средства измерения позволяют производить с высокой точностью контроль формы поверхностей и размеров преимущественно деталей малых и средних габаритных размеров, изготовляемых в условиях крупносерийного и массового производства. Контроль формы и взаимного расположения поверхностей крупногабаритных базовых и корпусных деталей и в процессе сборки машин представляет собой более сложную задачу, решение которой обеспечивается совместным применением средств измерения (измерительных головок, уровней, микроскопов, автоколлиматоров и других приборов) и специальных приспособлений.
Конструкция каждого контрольного приспособления должна удовлетворять разносторонним требованиям, важнейшими из которых являются оптимальная точность измерения, простота конструкции, технологичность изготовления, невысокая стоимость, короткий цикл изготовления и удобство в эксплуатации в цеховых условиях.
Специальные контрольные приспособления, применяемые в единичном и мелкосерийном производстве, не соответствуют всем этим требованиям. Они сложны по конструкции и трудоемки в изготовлении. Поэтому необходимы поиски новых конструктивных решений для оснащения производства контрольными приспособлениями, внедрение которых позволит не только сократить сроки технологической подготовки производства, но и снизить себестоимость изготовляемых машин и ремонтных работ при эксплуатации действующего оборудования.
Пути ускорения проектирования и изготовления' приспособлений
Несмотря на большое разнообразие конструкций контрольных приспособлений, применяемых на машиностроительных заводах, они состоят из отдельных элементов не только выполняющих одинаковые функции, но и близких по конструкции.
В качестве измерителей контрольных приспособлений широко применяют рычажно-зубчатые и пружинные измерительные головки (индикаторы, микрокаторы, миникаторы и др.), которые имеют малые измерительные силы (0,5—3 Н). Места крепления ^их приборов унифицированы и имеют посадочные диаметры гильз 4, 8 и 28 мм, выполняемые по посадке h6 или Н8.
Составные элементы, из которых состоят контрольные при-пособления, можно классифицировать по их функциональному ^значению по группам: корпуса приспособлений, элементы креп-еНия и настройки измерительных приборов, элементы ввода де-адей в зону контроля и проч.
253
По основным принципам унификации и стандартизации опре деляются направления в проектировании контрольных приспо соблений, отыскиваются рациональные конструктивные решения новых систем оснащения предприятий контрольной оснасткой с учетом специфики и масштабов производств. Унификация и стандартизация составных частей контрольных приспособлений дает возможность широкого использования в конструкциях контрольных приспособлений метода агрегатирования: конструир0. вание приспособлений из отдельных, многократно используемых взаимозаменяемых составных частей. В настоящее время создан ряд комплектов обратимых контрольно-измерительных при. способлений, внедрение которых в производство дало высокие результаты.
Широко применяемая система УСП, из элементов которой создают приспособления для обработки резанием деталей на станках, позволяет проводить сборку некоторых конструкций контрольных приспособлений. Однако недостаточное применение УСП для контрольных операций вызвано следующими причинами: а) соединение деталей УСП посредством шпоночных пазов со шпонками не обеспечивает необходимой точности взаимного положения деталей, исполняющих роль базирующих устройств в конструкциях контрольных компоновок; поэтому собрать компоновку УСП с обеспечением полного прилегания поверхностей базирующих устройств приспособления к измерительным базам контролируемой детали практически невозможно, что резко снижает точность и устойчивость показаний контрольных компоновок УСП; б) в системе УСП отсутствуют элементы крепления и настройки измерительных приборов; в) при сборке контрольных компоновок УСП с увеличением габаритных размеров контролируемых деталей и их параметров неточность сборки компоновок и их масса резко возрастают.
Перемещение крупногабаритных компоновок по базовым поверхностям деталей требует значительных сил, что снижает чувствительность компоновок УСП и может вызвать на этих поверхностях появление натиров и задиров. В связи с изложенным выше компоновки УСП для контроля деталей не всегда обеспечивают необходимую точность контроля и получаются неудобными в обслуживании. Однако при разработке комплектов элементов для создания универсально-сборных контрольно-измерительных приспособлений, обладающих свойством обратимости, в различных компоновках контрольных приспособлений детали УСП могут быть широко использованы. Например, базовые плиты и соединительные планки могут быть использованы для сборки корпусов контрольных приспособлений, опоры — вспомогательные элементы приспособлений и т. д.
В результате изучения большого числа конструкций контрольно-измерительных приспособлений, применяемых на заводах различных отраслей промышленности, расчленение их на состав-254
ые части и классификация этих составных частей по группам лементов позволили разработать комплекты элементов универ-э льНо-сборных контрольно-измерительных приспособлений. Особенность вновь разработанных комплектов элементов контрольно-измерительных приспособлений заключается в том, что из одних тех же заранее изготовленных деталей и сборочных единиц, обладающих высокой универсальностью и полной взаимозаменяемостью,' методом агрегатирования собирают приспособления для различных видов измерений. После использования эти приспособления разбирают для последующей сборки контрольных приспособлений других типов и габаритных размеров. Практически создается непрерывный поток различных по конструкции контрольных приспособлений, не требующих проектирования и изготовления их в металле.
Рассматриваемый комплект элементов предназначен для сборки одномерных и многомерных контрольно-измерительных приспособлений накладного типа. Накладными называют такие приспособления, которые в процессе измерения устанавливают на контролируемую деталь или сборочную единицу. Стационарные приспособления неподвижно стоят на рабочем месте контролера, а деталь при измерении устанавливают на приспособлении. Этот комплект позволяет создавать высокоуниверсальные приспособления, обладающие широкими возможностями их переналадки. Первоначальный набор комплекта элементов является пусковым, так как по мере внедрения на заводах состав его может пополняться вновь разрабатываемыми элементами.
Приспособления наклонного типа
В комплекте деталей и сборочных единиц универсально-сборных контрольно-измерительных приспособлений (УСКИП) заложен принцип создания стрежневой конструкции приспособлений различного назначения, собираемых из тонкостенных труб и валиков посредством соединительных шарниров. Базирующими устройствами этих приспособлений служат самоустанавливающиеся базовые опоры. Такая конструкция позволяет собирать контрольно-измерительные приспособления, по точности равные специальным контрольным приспособлениям, из деталей и сбо-Рочных единиц комплекта, выполненных по 6-му квалитету. Кривизна трубчатых стержней не влияет на точность конструкции приспособления.
Создание УСП, обладающих высокой точностью, из деталей и сборочных единиц сравнительно невысокой точности является одним из основных преимуществ комплекта УСКИП. Комплект элементов УСКИП состоит из различных по конструкции универсальных сборочных единиц, трубчатых стержней различной Длины с толщиной стенки 1,5—1,8 мм и контрольных валиков.
255
В комплекте УСКИП предусмотрен ряд сборочных единиц и деталей, которые имеют присоединительные размеры с элементами комплекта УСП со шпоночными пазами шириной 8 и 12 мм. Наличие таких элементов расширяет возможность применения УСКИП, позволяет производить сборку комбинированных приспособлений и другой вспомогательной оснастки с использованием одновременно элементов УСКИП и УСП. По принципу работы УСКИП относят к накладным ручным приспособлениям, так как в процессе измерения их в большинстве случаев накладывают на проверяемую деталь или сборочную единицу.
Техническая характеристика комплекта деталей . i
и сборочных единиц УСКИП '
г-,
Число типов, шт.: '
сборочных единиц в комплекте .......... 20
деталей ..................... 15
Общее число, шт.:
сборочных единиц................. 120
деталей в комплекте................ 1124
Число приспособлений, собираемых из комплекта элементов в год, шт.................... 500—600
Наибольшая длина приспособления, мм ....... 1500
Среднее время сборки одного приспособления, ч . . . 1,5
Наиболее эффективны эти приспособления в мелкосерийном и единичном производстве, а также в ремонтных службах машиностроительных предприятий независимо от того, к какому виду производства они относятся. Состав комплекта сборочных единиц и деталей для ремонтных служб должен соответствовать 50% состава полного комплекта, технические данные которого приведены выше.
Принцип эксплуатации УСКИП такой же, как и в УСП для механической обработки деталей: компоновки УСКИП после их использования сразу же разбирают, а их сборочные единицы и Детали используют для сборки других конструкций приспособлений. Комплект элементов УСКИП целесообразно не рассредоточивать по цехам завода, а централизовать в одном месте, где производят сборку приспособлений, их разборку после использования на рабочем месте и хранение элементов. Как показала практика использования комплекта УСКИП, создание на заводе отдельной службы внедрения УСКИП нецелесообразно. Внедрение в производство этого комплекта должно быть поручено заводской службе УСП. Для этого необходимо в составе службы выделить одного квалифицированного слесаря-сборщика, который бы специализировался по сборке контрольных приспособлений.
Основной особенностью сборочных единиц и деталей УСКИП является возможность hx'j многократного применения в различных компоновках контрольных приспособлений. Это достигается в результате высокой универсальности и взаимозаменяемости элементов комплекта. Универсальность элементов УСКИ1' 256
обеспечивается тем, что их можно многократно использовать различных сочетаниях в конструкциях многих приспособлений. Например, группа деталей шарнирных соединений обеспечивает сборку различных вариантов сборочных единиц, позволяющих производить соединение стержней в конструкцию корпуса приспособления под любым углом. Кроме того, эти сборочные единицы могут быть использованы для крепления и настройки измерительных устройств, применяемых в приспособлениях. Базовые элементы, обладающие свойством самоустанавливаемости, могут быть установлены и настроены для контроля базовой поверхности, расположенной горизонтально, вертикально или под углом.
Отличительной особенностью большинства элементов УСКИП является наличие в их конструкциях клеммовых зажимов. С помощью клеммовых зажимов осуществляется сочленение и установка отдельных деталей и сборочных единиц в сборных приспособлениях.
Конструкции и назначение элементов. Конструкции комплекта деталей и сборочных единиц УСКИП разработаны на основе широкой унификации составных элементов, ранее применяемых в специальных контрольных приспособлениях, а также вновь разработанных элементов. При этом конструкции и испольни-тельные размеры составных элементов, ранее используемых в специальных контрольных приспособлениях, подвергались изменениям с целью обеспечения единства присоединительных размеров и возможности их многократного использования в сборных контрольных приспособлениях, создаваемых методом агрегатирования.
Анализ большого разнообразия конструкций специальных контрольных приспособлений, их принципов и методов контроля позволил создать сравнительно малочисленный по номенклатуре комплект деталей и сборочных единиц УСКИП, обладающий высокими техническими возможностями.
Комплект элементов УСКИП по своим конструктивным и функциональным признакам делится на следующие четыре группы: базовые элементы, элементы крепления трубчатых стержней, элементы крепления и настройки измерительных средств и трубчатые стержни с контрольными валиками.
Базовые элементы универсально-сборных контрольно-измерительных приспособлений служат для создания баз, посредством которых компоновки УСКИП устанавливают на поверхности контролируемых деталей, принятых за измерительные базы, относительно которых производят измерение. Базовые элементы в значительной степени определяют правильность конструкции и точность работы компоновок УСКИП. Они имеют весьма широкое применение: примерно 90% всех компоновок собирают с использованием этих элементов. По конструктивным особенностям опор, контактирующих с измерительными базами контролируемых деталей, базовые элементы выполнены в трех вариантах с опорами
ЩаД А. с. и др. ' 257
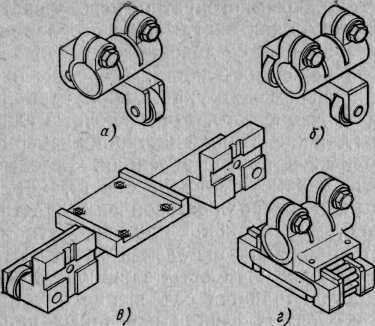
Рис. 128. Базовые опоры качения: а—в — с радиальными шариковыми подшипниками; г — с роликовой опорой качения
качения. Точность поло-жения базовых опор в приспособлениях назначается техническими требованиями чертежа, выполнение которых требует не только высокой точности и низкой шероховатости этих поверхностей, но и их установки (крепления) на корпусе приспособления в строго определенном положении.
Установка базовых элементов с обеспечением точного положения опорных поверхностей без дополнительной пригонки на трубчатых стержнях корпуса
компоновки УСКИП, собираемого из деталей невысокой точности, возможна только при условии применения самоустанавливающихся базовых элементов. Поэтому базовые элементы, впоследствии именуемые базовыми опорами, обладают свойством самоустанавливаемости в плоскостях измерительных баз контролируемых деталей. Возможность самоустанавливаемости базовых опор позволяет собирать УСКИП, по точности равноценные специальным приспособлениям, из элементов комплекта, выполненных по 6-му квалитету. В качестве опор качения в этих устройствах используют радиальные шариковые подшипники закрытого типа (ГОСТ 7242—70, классы точности 5, 4 и 2) с отбором по радиальному биению не более 0,005 мм и роликовые опоры качения типов Р-88-101 и Р-88-102. На рис. 128 показаны варианты исполнения базовых опор качения.
Базовые опоры (рис. 128, а, б) состоят из корпуса с отверстием, выполненным в размер 30Н7. На равном расстоянии от оси отверстия 30Н7 на неподвижных осях расположены подшипники качения таким образом, что наружные обоймы их свободно вращаются. Крепление базовых опор на стержнях или валиках корпуса компоновки производится посредством клеммовых зажимов. Конструктивно базовые опоры различаются только расположением подшипников. Оси подшипников расположены параллельно оси отверстия 30Н7 (рис. 128, а). Такая базовая опора устанавливается на стержне или валике корпуса компоновки, расположенном перпендикулярно направлению ее перемещения в процессе измерения. Оси подшипников расположены в корпусе перпендикулярно отверстию 30Н7 (рис. 128, б). Эти опоры устанавливаются на стержнях корпуса компоновки, расположенных по ходу перемещения ее в процессе измерения. 258 ...
Базовая опора (рис. 128, б) предназначена для сборки комбинированных компоновок с использованием элементов УСП. Поэ-^лу ее корпус снабжен поверхностями, на которых крестообразно расположены шпоночные пазы шириной 12 мм. Крепление такой опоры в компоновке производится посредством клеммовой втулки. Расположение подшипников на равных расстояниях от оси отверстия 30Н7 и смещение центра тяжести опоры относительно оси этого же отверстия позволяют в незакрепленном положении опоры на стержне самоустанавливаться в плоскостях, принятых за измерительные базы. Например, если на стержень или валик установить две базовые опоры, не за'крепляя их клем-мовыми зажимами, и данную компоновку приподнять, то базовые опоры на стержне развернутся подшипниками вниз. Если эту компоновку установим на плоскость, то под действием массы компоновки будет обеспечен контакт по прямым линиям наружных обойм подшипников с данной плоскостью. На точность показаний компоновок УСКИП, базирующими устройствами которых служат базовые опоры с радиальными подшипниками качения, большое влияние оказывает радиальное биение подшипников. При установке компоновки на поверхности контролируемой детали, принятые за измерительные базы, обеспечивается самоустанавлива-емость базовых опор: во-первых, за счет поворота базовой опоры на валике или трубчатом стержне; во-вторых, за счет осевого зазора (осевой игры) наружных обойм подшипников. Числовое значение осевой игры наружных обойм во много раз больше радиального биения и во многих подшипниках легко ощущается рукой. Однако использование осевого зазора в целях самоустанавливаемости наружных обойм подшипников должно быть частичное. В противном случае возможен контакт наружных колец с плоскостью не по прямым линиям поверхности обойм образующей цилиндра, а по монтажному радиусу, биение которого достигает сравнительно больших величин, что может привести к грубым ошибкам показаний измерительных средств компоновки УСКИП.
На рис. 128, г показана базовая опора качения с роликовой опорой качения типа Р-88-101 или Р-88-102. Преимущество этих опор по сравнению с базовыми опорами на радиальных подшипниках качения заключается в том, что они обеспечивают контакт с измерительными базами контролируемой детали не по одной прямой линии, а по ряду прямых линий. При этом в контакте могут Участвовать одновременно 10—12 роликов, образующих участок контакта по прямым линиям. Отклонения от плоскостности и параллельности поверхности корпуса, вокруг которого обкатываются Ролики, не превышают 1 мкм. Поэтому базовые опоры с роликовыми опорами качения значительно точнее базовых опор с радиальными шариковыми подшипниками и менее чувствительны к микро-макронеровностям поверхностей, принятых за измерительные азы в контролируемых деталях. 9»
259
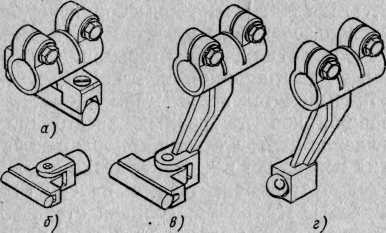
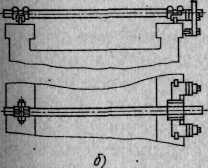
Рис. 129. Базовые опоры скольжения:
а—в — с опорами валиками; г — со сферической опорой
В качестве поверхно-стей скольжения в базовых опорах (рис. 129) используют съемные цилиндрические валики и шарики обеспечивающие контакт с поверхностями измери-тельных баз контролирую мых деталей соответственно по прямой линии и точке. При эксплуатации опорные поверхности быстро изнашиваются, их контакт с измерительными базами контролируемых деталей в каждой вновь собранной компоновке УСКИП изменяется. Такое изменение контакта цилиндрических и сферических опорных поверхностей вызвано расположением в пространстве измерительных баз в контролируемых деталях и конструктивными особенностями компоновок УСКИП: расположением стержней в корпусах компоновок, на которых закрепляются базовые опоры, отклонением от прямолинейности стержней в корпусах компоновок и др. При изменении положения контакта опорных поверхностей нарушается правильность их формы, поэтому валики и шарики выполнены съемными. По мере износа их периодически заменяют. Для уменьшения износа поверхности валиков и шариков имеют высокую твердость. Валики изготовляют из стали 20Х ГОСТ 1050—74, цементируют на глубину поверхностного слоя 1—1,2 мм и закаливают до HRC 58— 62. Наружная поверхность валиков обрабатывается с шероховатостью Ra = 0,25 мкм. В качестве сферических опор используют шарики шарикоподшипников диаметром 18,5 мм и более с дополнительной их доработкой. Доработка шариков заключается в том, что их отжигают, нарезают внутреннюю резьбу М8, затем закаливают до HRC 58—62 и полируют до Ra = 0,25 мкм.
Элементы крепления служат для соединения трубчатых стержней в единую конструкцию приспособления в виде мостика (фермы), стойки, крестовины и др., поэтому они в значительной степени влияют на жесткость конструкции приспособления. Элементы этой группы применяются при монтаже 80—90% всех приспособлений. Многократное использование этих элементов в различных компоновках приспособлений показало, что они обладают высокой универсальностью, надежностью крепления, обеспечивают легкость и простоту монтажа и демонтажа сборных приспособлений.
Элементы крепления по конструктивному признаку разделяют на две подгруппы: детали шарнирных соединений, посредством которых производят сочленение стержней и валиков в конструк" 260
цию приспособления под любым углом в различных плоскостях, « сборочные единицы, обеспечивающие соединение стержней ме-^ду собой и стержней с деталями УСП под углом 90°.
Детали шарнирных соединений обладают большой универсальностью и полной взаимозаменяемостью. Всего семь наименований оригинальных деталей обеспечивают сборку 15 вариантов конструкций шарнирных соединений, позволяющих соединять между собой не только стержни диаметром 30 и 20 мм, но и стержни с деталями УСП с шириной паза 8 и 12 мм. В отличие от шарниров, применяемых в механизмах машин для передачи движения, шарнирные соединения в УСКИП предназначены для жесткого соединения элементов в конструкциях приспособлений. Поэтому в компоновках УСКИП они исполняют функции шарниров только в период монтажа приспособлений, а затем выполняют функции жестких соединений. Применение шарнирных соединений в УСКИП позволило при минимальной номенклатуре элементов крепления трубчатых стержней производить сборку различных по конструкции и габаритным размерам сборных приспособлений. Конструкции наиболее широко применяемых шарниров, посредством которых производится крепление трубчатых стержней, показаны на рис. 130.
Возможность перемещения и установки шарниров в различных положениях при сборке компоновок позволило резко сократить номенклатуру набора трубчатых стержней в комплекте элементов УСКИП и полностью исключить их пригонку по длине.
В целях сокращения времени, затрачиваемого на сборку и разборку приспособлений после их использования, шарниры не следует разбирать на составляющие детали. Они должны храниться на участке сборки УСКИП в период их- неиспользования в собранном виде. В зависимости от специфики производства на предприятиях, применяющих УСКИП, номенклатура шарниров может различаться. Некоторая часть деталей шарнирных соединений должна содержаться россыпью. Эти детали нужны для пополнения 1 при необходимости недостающих конструкций шарниров. ^ 1 ^
При сборке приспособлений часто встречаются случаи, когда кРепление трубчатых стержней ^ежду собой ИЛИ С деталями рис. 130. Шарнирные соединения ^1 ДОЛЖНО быть выполнено трубчатых стержней:
ПоД УГЛОМ 90°. В ТаКИХ СЛуЧаЯХ, а — диаметром 30 мм; б, в — диаметром
особенно, когда один из стерж- £2ниеЛ0Л^ГляГТсргГ30 мм для сое"
261
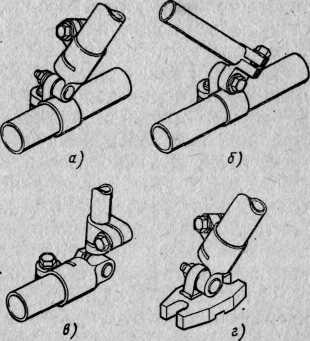
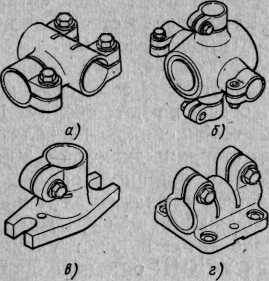

Рис. 131. Элементы соединения трубчатых стержней: а - тройник; б - крестовина; в, г — клеммовые втулки для соеди-нения стержней с деталями УСП
Рис. 132. Элементы крепления измерительных средств
ней устанавливается КОНСОЛЬНО, ре-
кпмрипиртоя ппимрнять ffinnnimtm КОМеНДуеТСЯ Применять LUUpO4Hbie
единицы, показанные на рис. 131.
Элементы крепления и настройки измерительных приборов, входящие в комплект УСКИП, предназначены для установки на приспособлениях и настройки в рабочее положение индикаторов часового типа, уровней, оптических приборов и других средств измерения. Отличительной особенностью элементов этой группы является возможность крепления измерительных приборов на трубчатых стержнях корпусов компоновок УСКИП.
По принципу настройки индикаторов устройства крепления можно разделить на два основных типа: устройства крепления и настройки индикаторов, обеспечивающие непосредственный контакт измерительного сердечника с проверяемой деталью, и устройства, позволяющие производить крепление индикаторов на некотором расстоянии от поверхности проверяемой детали посредством прямых и угловых передач. Крепление и настройка в необходимое положение индикаторов при непосредственном контакте измерительного стержня производятся посредством индикаторных державок и раздвижных хомутиков (рис. 132). Идикаторная державка (рис. 132, а) использована от штативов, выпускаемых по ГОСТ 10197—70. Такая конструкция широко применяется не только в штативах, но и в специальных приспособлениях для контроля взаимного положениях поверхностей. Поэтому она входит в группу устройств крепления и настройки индикаторов как самостоятельная сборочная единица.
С помощью раздвижного хомутика (рис. 132, б) можно закрепить индикаторную державку или головку на любом трубчатом стержне диаметром 30 мм компоновки УСКИП. Раздвижной хомутик состоит из двух щечек 5 и 7, соединенных между собой шарнирной осью 6. В выточку прилива щечки 5 вставлен разрезной клеммовый зажим 3, который от выпадания из выточки зафиксирован штифтами. В приливе клеммового зажима 3 на оси 4
262
установлен откидной винт 2 с круглой гайкой /. В рабочем состоянии ось откидного^винта 2 совпадает с осью выточек щечек 5 и 7, чтоДпозволяет клеммовому зажиму^ поворачиваться на угол
360°.
Крепление индикаторной державки или головки с помощью
раздвижного хомутика производится следующим образом. В отверстие клеммового зажима 3 вставляют индикаторную державку или головку. В раскрытом состоянии раздвижной хомутик надевают на стержень компоновки УСКИП. Паз винта 2 клеммового зажима 3 совмещают с пазами щечек 5 и 7, в которые вводят откидной винт 2. Затем посредством гайки / одновременно затягивают клеммовый зажим 3 и раздвижные щечки 5 и 7 хомутика. С помощью раздвижного хомутика осуществляют не только крепление державки с индикатором, но и предварительную настройку индикатора в рабочее положение. При ослабленном состоянии развижного хомутика можно изменять вылет индикатора и поворачивать его на 360°. Вместе с державкой хомутик можно перемещать по стержню корпуса компоновки и поворачивать вокруг его оси.
Для закрепления индикаторных державок в компоновках УСКИП могут быть использованы хомутики от штативов, однако эти хомутики не универсальны. В заранее собранной компоновке их можно установить на стержень, расположенный консольно. В многомерных компоновках УСКИП установку таких хомутиков в необходимых местах надо предусмотреть заранее в период ее сборки. Число таких хомутиков в компоновке УСКИП должно соответствовать в большинстве случаев числу контролируемых параметров детали. Это создает неудобства в обслуживании и усложняет конструкцию компоновок. Поэтому такие хомутики в компоновках УСКИП используют значительно реже по сравнению с раздвижным хомутиком.
Крепление индикатора в компоновках УСКИП с помощью устройств, обеспечивающих непосредственный контакт измерительного стержня индикатора с поверхностью контролируемой детали, неблагоприятно сказывается на работе индикатора. При перемещении индикатора по поверхности сила, действующая на измерительный наконечник, направлена не по его оси, а под некоторым углом. Направление и величина силы в связи с неровностью проверяемой поверхности изменяются. Это приводит к сбою положения индикатора и его первичной настройки. Измерительный наконечник индикатора не предохраняется от повреждений и преждевременного износа. В ряде конструкций компоновок УСКИП индикаторные державки не обеспечивают крепление индикатора в необходимом положении или делают компоновку УСКИП неудобной в работе. Поэтому в комплект элементов УСКИП введены сборочные единицы крепления и настройки индикаторов с прямыми (рис. 133, а) и рычажными (рис. 133, б) передаточными устройствами.
263
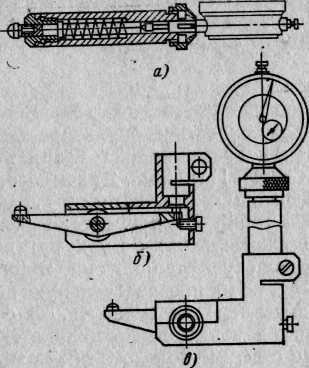
Рис. 133. Передаточные устройства измерительных усилий
Передаточные устройства ву. полняют роль буферов, предох. раняя механизмы индикаторов от поломок и износа наконечников
ПОЗВОЛЯЮТ С ПОМОЩЬЮ КОМПОНОВОК
УСКИП производить контроль труднодоступных поверхностей.
Сокращение числа устройств с рычажными передачами [измерительных сил получено в результате того, что эти устройства имеют единые присоединительные размеры. Это дало возможность использовать их совместно с устройствами прямых передач, раздвижных хомутиков и шарниров, которые позволяют ^широко изменять в пространстве положение рычажного устройства.. Одно из таких сборных комбинированных
устройств показано на рис. 133, в. В нем одновременно использованы прямая и рычажная передачи измерительной силы на индикатор.
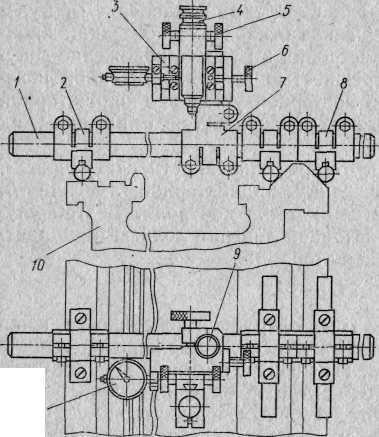
Контроль прямолинейности поверхностей в деталях, контроль сборки изделий и проверка по нормам точности металлорежущих станков и других видов оборудования часто производятся посредством брусковых и рамных уровней. В связи с тем, что контролируемые поверхности в большинстве случаев представляют собой не единую поверхность, а ряд поверхностей, например, станины станков, уровни применяются совместно с контрольными приспособлениями. Поэтому в группу элементов крепления и настройки измерительных приборов комплекта УСКИП введены площадки, с помощью которых производят крепление уровней на компоновках УСКИП и их настройку.
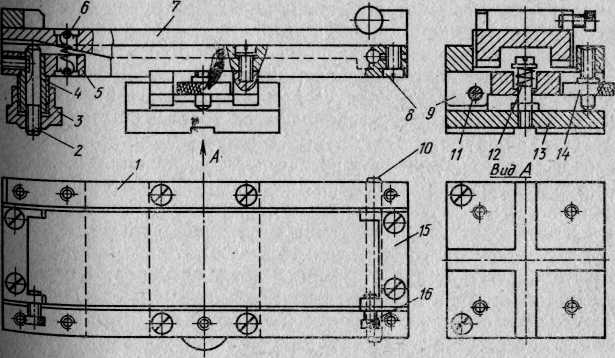
Площадка под уровень (рис. 134) состоит из двух планок 1, соединенных между собой параллельно в виде рамки планкой 5 и осью 10, закрепленной неподвижно в планках / винтами 8 клеммовых зажимов. На оси 10 подвижно установлен мостик 7. На мостике закреплены направляющие планки 15, обеспечивающие положение уровня при закреплении его на площадке мостика. Планки 1, образующие рамку, закреплены на корпусе 9, который подвижно соединен осью И с основанием 13. Пружины 6 и 12 заставляют гайку 3 с толкателем 2 механизма 4 тонкой настройки мостика 7 и винт 14 грубой настройки работать на одной стороне профиля резьбы, тем самым устраняя случаи самопроизвольного изменения положения мостика 7. Крепление площадки под ур0' вень на стержне или валике корпуса компоновки УСКИП про' изводят с помощью клеммовой втулки (см. рис. 131, г), а крепле-
264
ие уровня — винтами 16. При этом наличие на нижней поверхности основания крестообразно расположенных шпоночных пазов позволяет производить крепление площадки относительно оси стержня или валика корпуса компоновки в двух взаимно перпендикулярных положениях.
Площадка под уровень может быть использована для установки и настройки в рабочее положение других измерительных средств. Так, например, проверка прямолинейности направляющих станины большой длины проводится с помощью оптических приборов: зрительной трубы, коллиматора и автоколлиматора. В этих случаях на площадке под уровень, закрепленной на компоновке УСКИП, могут быть установлены светящаяся точечная марка или плоское зеркало.
Для контроля отклонения от прямолинейности поверхностей методом натянутой струны в комплект элементов УСКИП включена комбинированная головка крепления и настройки микроскопа (рис. 135). Она состоит из корпуса 4, ползушки 2 и суппорта 8, Направляющие 11 к 9 обеспечивают перемещение ползушки 2 и суппорта 8 соответственно в горизонтальном и вертикальном положении. Головка микроскопа закрепляется на стержне или валике корпуса компоновки УСКИП винтом 3 клеммового зажима корпуса головки. Настройку микроскопа 1 в рабочее положение производят следующим образом. В клеммовом зажиме 12 суппорта 8 закрепляют микроскоп. Затем, перемещая ползушку 2 посредством вращения винта 5 механизма настройки микроскопа в горизонтальной плоскости, совмещают в нулевое положение окулярную сетку микроскопа с натянутой струной. Вращением маховичка 6 реечного механизма 7 перемещения суппорта 8 в вертикальном положении осуществляют фокусирование микроскопа.
с- 134. Площадка под уровень
265
![]()
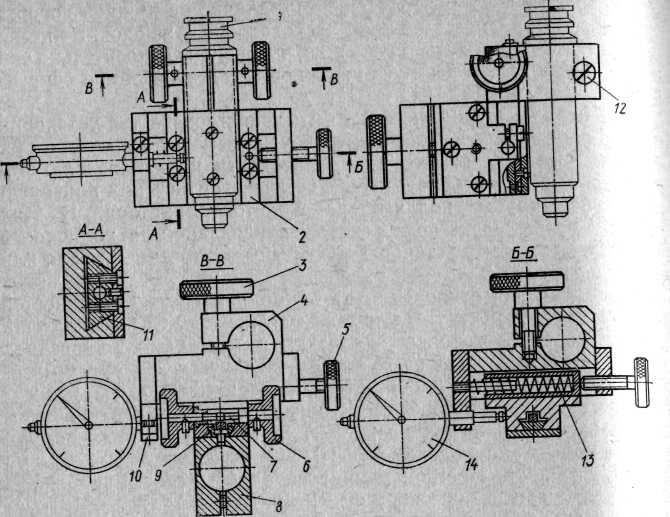
Рис. 135. Головка крепления и настройки микроскопа :
Величина смещения микроскопа, вызываемая погрешностью проверяемой поверхности от натянутой струны, отсчитывается по индикатору 14, который устанавливается в кронштейне 10 корпуса 4 на контакт с ползушкой 2 с необходимым натягом. При этом возвратное перемещение ползушки 2 при вращении винта 5 производится усилием пружины 13.
В комплекте элементов УСКИП отсутствуют корпусные элементы, выполняющие роль оснований (корпусов) приспособлений. В компоновках УСКИП корпуса приспособлений в виде мостика, стойки, кронштейна и т. д. собирают из трубчатых стержней посредством шарниров. В сборных приспособлениях длиною до 800 мм в качестве корпусной детали используют валики, поэтому в комплект элементов УСКИП входят наборы трубчатых стержней и валиков. В целях унификации и ограничения присоединительных размеров деталей и сборочных единиц, а также использования в комплекте УСКИП элементов от штативов наружный диаметр трубчатых стержней принят двух размеров: 30 и 20 мм с толщиной стенки 1,5—1,8 мм. Как показали лабораторные и производственные испытания контрольных приспособлений шарнирно-стержневой конструкции и их применение в производстве, для обеспечения многократного использования одних и тех же стержней и валиков без дополнительной их пригонки
266
по длине в корпусах приспособлений различных габаритных размеров наборы стержней и валиков должны иметь кратность по длине в 100 мм. Максимальная длина стержней диаметром 30 мм !,е должна превышать 2500 мм, а при диаметре 20 мм—800 мм. Применение стержней длиною свыше указанных размеров не обеспечит достаточной жесткости конструкции корпуса сборочного приспособления. Трубчатые стержни изготовляют из тонкостенных цельнотянутых труб по ГОСТ 9941—72
Набор валиков диаметром 30 мм предусматривает шесть типоразмеров. Наибольшая длина валиков 800 мм. Их изготовляют из стали ХВГ и закаливают до HRC 56—62. Рабочий диаметр обрабатывается по посадке h6 по 6-му квалитету.
Измерительные приборы. Применяемые в копоновках УСКИП измерительные приборы можно разделить на две основные группы: приборы для измерения абсолютных и относительных линейных величин, к которым относятся индикаторы с часовым и ры-чажно-зубчатым механизмами, и измерительные головки; приборы для измерения отклонения от прямолинейности и плоскостности поверхностей, к которым относятся уровни, микроскопы, коллиматоры и автоколлиматоры.
Индикаторы с часовым и рычажно-зубчатым механизмами. В компоновках УСКИП для контроля взаимного расположения поверхностей в крупногабаритных деталях наиболее целесообразно применять многооборотные индикаторы с большими пределами измерения. Эти приборы наиболее практичны для применения в цеховых условиях и более надежны в эксплуатации.
Для контроля параметров в деталях нормальной точности наиболее широко применяют индикаторы с часовым механизмом. Индикаторы с часовым механизмом поставляются с твердосплавным удлиненным наконечником НРДС-1 или НРДС-5 6-го ква-литета по ГОСТ 11007—66 и с твердосплавным наконечником с плоской измерительной поверхностью НРП-1 и НРП-8 6-го квалитета. Для контроля параметров в деталях повышенной точности в компоновках УСКИП используют многооборотные индикаторы с рычажно-зубчатым механизмом типа МИГ. С этими индикаторами поставляют наконечники с плоской измерительной поверхностью. Индикаторы типов ИЧ и МИГ используют в компоновках совместно с индикаторными державками с раздвижными хомутиками и с головками прямой передачи измерительных сил. Индикаторы крепят за гильзу диаметром 8 мм, которая жестко связана с корпусом индикатора и служит направлением измерительного сердечника. При измерениях в труднодоступных местах в компоновках УСКИП используют малогабаритные рычажно-3Убчатые индикаторы типов ИРБ и ИРЗП. В отличие от ранее рассмотренных индикаторов измерительный рычаг, передающий из-МеРИтельную силу на стрелку индикатора, имеет угловое пере-еЩение. Для удобства измерений в труднодоступных местах
267
индикаторы типов ИРБ и ИРЗП поставляют совместно с держав, кой и переходной втулкой с наружным диаметром 8 мм.
С компоновками УСКИП для измерения отклонений от пря. молинейности и плоскостности поверхностей методами угловых отклонений применяют уровни и автоколлиматоры. При контроле с помощью уровней применяют брусковые уровни мод. Hq ГОСТ 9392—75 с ценой деления основной ампулы 0,02—0,05 мм/м рамные уровни мод. 111 или 113 с ценой деления основной ампулу 0,05 мм/м и уровни с микрометрической подачей ампулы мод. Ю7 с ценой деления 0,01 мм/м.
Контроль поверхностей автоколлимационным методом производят автоколлиматорами типов АК-1, АК-5 и АК-30 с ценой де-ления соответственно 1, 5 и 30". Эти автоколлиматоры малогабаритны и наиболее удобны для контроля поверхностей деталей в цеховых условиях. При контроле поверхностей методом визирования применяют прибор для проверки прямолинейности, плоскостности и соосности (ППС-11) сценой деления шкалы оптического микрометра 0,02 мм.
Методика конструирования. Основная задача конструирования компоновок — создание такой конструкции приспособления, которая отвечала бы всем эксплуатационным и техническим требованиям и обеспечила необходимую точность измерения заданных параметров контролируемого изделия. Как и при проектировании специального неразборного контрольного приспособления, исходными данными конструирования компоновок УСКИП является техническое задание.
В техническом задании, выдаваемом на сборку компоновки отделом главного технолога, цеховым технологическим бюро или иной службой завода, конкретно указываются размеры контролируемых параметров изделия, точность измерения и поверхности, принимаемые за измерительные базьь
Главное различие в конструировании компоновок УСКИП заключается в том, что конструкция сборного приспособления создается сборщиком не по чертежу приспособления, а по чертежу или эскизу на деталь или сборочную единицу, подлежащие контролю с помощью компоновки. Весь процесс конструирования компоновок УСКИП состоит из следующих этапов.
Подготовительные работы. На этом этапе проводится изучение контролируемого изделия (детали, сборочной единицы, станка или машины). Если изделие сложной конструкции и изготовлено, его изучение будет проходить гораздо быстрее и проще при непосредственном осмотре на рабочем месте, например в цехе. После уяснения поставленной задачи и изучения объекта измерения по чертежу или образцу составляется эскиз контролируемого изделия с простановкой размеров, необходимых для сборки компоновки УСКИП. При наличии в изделии приливов, выступов и других элементов, оказывающих влияние на констрУк' цию компоновки, проставляются габаритные размеры этих эле-
268
ментов изделия. При сборке компоновок УСКИП для относительных измерений положения поверхностей в изделии в эскизе не требуется простановка в размерах допусков.
Наличие эскиза на контролируемое изделие значительно упрощает процесс конструирования компоновки. В чертеже изделия (особенно сложного) проставляется большое число различных размеров. Ряд размеров, необходимых для сборки компоновки, на чертеже может быть не проставлен. Эти размеры приходится определять методом расчета. Чертежи на изделия имеют большой формат. Все это рассредоточивает внимание слесаря-сборщика. Поэтому при сборке компоновок по чертежу изделия увеличивается вероятность появления ошибок.
Эскиз на изделие составляется от руки с простановкой только необходимых размеров для сборки компоновки. В случае составления эскиза с натурного образца при относительных измерениях, что наиболее часто встречается при ремонте оборудования, необходимые размеры достаточно определять с точностью 1—3 мм. Поэтому в качестве измерительных средств используют линейку или рулетку. При разработке эскиза нет необходимости изображать изделие полностью. Достаточно изобразить только ту часть изделия, которая необходима для сборки компоновки.
Конструирование компоновок УСКИП будет проходить быстрее и проще, если эскиз контролируемого изделия и схема контроля заранее разработаны и внесены в технологический процесс механической обработки детали или сборки изделия. Ik Если при измерении компоновка перемещается, что составляет приблизительно 60% всех применяемых компоновок в производстве, определяется вид и направление обработки поверхностей, принимаемых за измерительные базы. Рекомендации по применению базовых опор для таких компоновок приведены в табл. 40. Поиск варианта схемы компоновки. На этом этапе определяют наиболее рациональное решение конструкции компоновки. В начальный период внедрения комплекта элементов УСКИП выбор схемы компоновок производят по альбому типовых конструкций сборных приспособлений. В дальнейшем слесарь-сборщик может самостоятельно прорабатывать новые конструкции компоновок.
Сборка компоновок. Этот этап можно начинать только тогда, к°гда слесарь-сборщик полностью уяснил поставленную перед ним задачу, окончательно принял общую схему компоновки, которая наиболее отвечает эксплуатационным и техническим требованиям, и схему основания компоновки. В комплекте элементов УСКИП отсутствуют корпусные (базовые) детали, которые бы объединяли отдельные элементы приспособления в общую конструкцию. Роль такого базового элемента исполняют сборные Основания, собираемые из элементов УСКИП. Наиболее часто пРименяемые варианты конструкций оснований приведены на
269
Таблица
Рекомендации по применению базовых опор
|
Направление переме- |
~—• |
Вид обработки поверхностей |
щения компоновки относительно направле- |
Рекомендуемое применение базовых опор |
|
ния подачи режущего |
|
|
инструмента |
|
Илифование: |
|
|
периферией круга . . |
Любое |
Опоры качения и скольже- |
|
|
ния |
торцом круга .... |
Любое |
Роликовые опоры качения, |
|
|
опоры-валики, плоские опо- |
|
|
ры |
Чистовое: |
|
|
фрезерование .... |
Любое |
То же |
строгание ...... |
Совмещенное |
Опоры качения и скольжения |
|
Совмещенное, несов- |
Опоры-валики, плоские опо- |
|
мещенное |
ры |
Шабрение....... |
Любое |
Роликовые опоры качения, |
|
|
опоры-валики, плоские опо- |
|
|
ры |
Сборные основания приспособлений разработаны на основе соблюдения принципа базирования по трем точкам контакта, образующим опорный треугольник. Порядок сборки компоновки следующий.
1. Предварительная сборка принятой конструкции основания с установкой крепежных и базовых элементов в необходимое положение (рис. 136); элементы при предварительной сборке не закрепляются.
2. Подбор длины трубчатых стержней диаметром 30 мм для
сборки каркаса (фермы) с учетом соотношения-т—=-д-; предварительная сборка фермы из трубчатых стержней диаметром 30 мм.
3. Определение и подбор необходимого числа шарниров и трубчатых стержней диаметром 20 мм для создания жесткости каркаса (фермы).
4. Установка необходимого числа шарниров на трубчатых стержнях основания компоновки.
5. Окончательная сборка основания компоновки с предварительной затяжкой элементов крепления и базовых опор.
6. Сборка каркаса фермы компоновки из трубчатых стержней диаметром 30 мм с установкой на них необходимого числа шарниров для крепления стержней диаметром 20 мм.
7. Установка стержней диаметром 20 мм с предварительной затяжкой элементов крепления.
8. Установка элементов крепления индикаторов часового типа. На этом предварительную сборку "компоновки заканчивают.
Производят тщательный осмотр и анализ конструкции на возмоЖ-
270
ность появления погрешностей при измерении и на жесткость кОрПуса. В случае обнаружения недостатков компоновка дорабатывается. Производят окончательное крепление всех элементов конструкции. При конструировании компоновки необходимо особое внимание уделять жесткости конструкции. Влияние на жесткость компоновки оказывает порядок крепления элементов и расположение стержней в конструкции.
Несоблюдение последовательности крепления шарниров и их элементов обычно приводит к появлению дополнительных напряжений в отдельных стержнях и в целом в корпусе компоновки.
В напряженной конструкции возможны сдвиги стержней в клеммовых зажимах, что может вызвать изменение (поводку) корпуса компоновки. В период работы такие изменения корпуса могут привести к неопределенности показаний измерительных приборов.
Как показала практика применения УСКИП, соблюдение требований, предъявляемых к сборке компоновок, обеспечивает создание сборных приспособлений, равноценных по эксплуатационным и техническим требованиям специальным приспособлениям.
Для измерения одного и того же параметра изделия может быть собран ряд вариантов конструкций приспособлений. Следовательно, процесс сборки во многом зависит от опыта, навыков и способностей слесаря-сборщика. Поэтому последовательность сборки УСКИП может быть различной, но подчинена одной и той же цели — созданию наиболее рациональной конструкции сборного приспособления.
![]()
![]()
а)
- 136. Схема конструкций сборных оснований:
с опорами скольжения; б — с опорами качения; в — с комбинированными опорами
271
"' I
Технологические возможности УСКИП. По применяемости в производстве, технологическому назначению, принципу работы измерительных устройств и по методам измерений параметров контролируемых деталей, сборочных единиц и изделий в целом из элементов комплекта УСКИП могут быть собраны следующие контрольные приспособления.
1. По применяемости в производстве: приспособления ддя контроля одного или ряда параметров одной детали или изделия или группы деталей или изделий.
Большинство приспособлений, создаваемых для контроля параметров конкретной детали, может быть быстро переналажено для контроля аналогичных параметров других деталей без конструктивных изменений корпуса (фермы, стойки и т. д.) приспособления. Следовательно, подавляющее большинство сборных приспособлений, независимо от их назначения, по применяемости может быть отнесено к группе универсальных переналаживаемых приспособлений.
2. По технологическому назначению: приспособления для контроля отклонений от прямолинейности и плоскостности поверхностей и поверхностей, расположенных под углами, для контроля соосности валов и отверстий, а также размерных и эксплуатационных параметров сборочных единиц и изделий. Приспособления могут быть использованы для контроля деталей или изделий в процессе их обработки или сборки и при окончательном контроле.
3. По принципу работы измерительных устройств: приспособления с калибрами (пробками, высотомерами, плоскопараллельными концевыми мерами длины) и с отсчетными измерительными устройствами (индикаторами часового типа, пружинными измерительными головками, уровнями и оптическими измерительными приборами).
4. По методам измерений: приспособления для относительных, контактных, абсолютных, бесконтактных измерений. Наиболее часто из комплекта элементов'УСКИП собирают приспособления для относительных измерений.
В единичном и мелкосерийном производстве или при ремонте оборудования, например станков, прессов и других машин, принцип полной или частичной взаимозаменяемости деталей или сборочных единиц во многих случаях экономически невыгоден. Корпусные и базовые детали имеют большие габаритные размеры. Они обрабатываются на универсальном оборудовании. Поэтому выполнение заданных допусков на размеры, которые обеспечивали бы необходимую точность сборки изделия, является сложной задачей, а в ряде случаев даже неразрешимой. Кроме того, крупные базовые детали, например станины станков, выполняют сборными из ряда секций. Бесступенчатое соединение таких секций в единое целое — станину — невозможно. Поэтому в процессе сборки изделия появляется-необходимость Д0'
272 .
полнительной пригонки по месту сопрягаемых поверхностей деталей.
Настройка крупногабаритных приспособлении на контроль номинальных размеров деталей или сборочных единицах в системе прямоугольных координат не только сложна, но и в ряде случаев невозможна. Однако, как подтверждает практика внедрения в производство УСКИП, простые по конструкции сборные приспособления малых и средних габаритных размеров могут быть настроены на необходимые размеры. В этих случаях настройку приспособлений на размеры производят на контрольных плитах высокого квалитета с помощью наборов концевых мер длины, штихмасов, угольников и т. д., т. е. таким же образом, как и специальных приспособлений в процессе изготовления их в инструментальном цехе.
В единичном и мелкосерийном производстве оснащение технологических процессов специальными средствами контроля производят в тех случаях, когда контроль параметров невозможен без применения специального приспособления. Это объясняется тем, что создание специальных контрольных приспособлений требует длительного времени и средств, а используются они в работе кратковременно. Поэтому там, где можно применить универсальные средства контроля: линейки, угольники, индикаторные стойки и т. д., обходятся без специальных приспособлений. Применение универсальных средств при контроле крупногабаритных деталей и процессов сборки изделий в большинстве случаев производится путем использования промежуточных базовых поверхностей, что создает неудобства в работе и приводит к возникновению дополнительных погрешностей измерений. Поэтому эти средства не всегда обеспечивают необходимую точность контроля. Наличие на заводе комплекта УСКИП позволяет в кратчайший срок и с малыми затратами средств создавать конструкции сборных контрольных приспособлений. Это дает возможность расширить применяемость УСКИП не только в тех случаях, когда контроль параметров без приспособления невозможен, но и для повышения производительности труда на операциях контроля.
Приспособления для контроля отклонений от прямолинейности и плоскостности поверхностей. Все методы такого контроля основаны на применении приборов с дополнительными к ним принадлежностями и приспособлений. К числу таких приспособлений относятся индикаторные линейки, шаговые мостики и основания, подробное описание типовых конструкций которых изложено ниже. Контроль отклонения от прямолинейности и плоскостности с помощью компоновок УСКИП производится методами линей-ньгх и угловых отклонений. К методам контроля линейных отклонений относятся метод контроля с помощью сборной многоинди-^аторной линейки и натянутой струны, гидростатический и опти-•еский методы визирования. К методам контроля угловых откло-
273
«очной линейки или плиты. Для этого ослабляют клеммовые "«■жимы базовых опор 6 с последущим их креплением. В неза
Рис. 137. Индикаторная линейка (а) и график результатов проверки (б) индикаторной линейки
нений относятся метод контроля с помощью уровня, коллимационный и автоколлимационный методы.
Все перечисленные выше методы контроля являются шаговыми. Характерной особенностью их является то, что измерительный прибор или дополнительную к нему принадлежность переставляют по контролируемой поверхности через равные участки длины I, называемые шагом t измерения, который не должен быть более 0,1 длины проверяемой поверхности.
Метод индикаторной линейки применяется для контроля отклонения от прямолинейности плит со средними и большими габаритными размерами и поверхностей направляющих станин, стоек и траверс станков и машин. Конструкция сборной индикаторной линейки (рис. 137) представляет плоскую ферму /, собранную из трубчатых стержней посредством шарниров 2. Такая конструкция фермы с перекрестными раскосами достаточно жестка и легка. Опорными поверхностями линейки служат самоустанавливающиеся базовые опоры б, которые устанавливают на корпусе фермы на расстоянии 0.2L от края индикаторной линейки (L — длина индикаторной линейки). В качестве измерителей применены многооборотные индикаторы 3 типа 2МИГ с ценой деления шкалы 2 мкм. Они установлены в головках 4 (с прямыми передачами измерительных усилий), которые закреплены на ферме посредством шарниров 5.
Подготовка к измерению индикаторной линейки проходит следующим образом. Индикаторную линейку базовыми опорами б устанавливают на образцовую плоскость, которой может служить поверочная линейка с широкой рабочей поверхностью типа ШМ или поверочная плита. Настраивают базовые опоры 6, обеспечивая при этом контакт ножевых поверхностей опор и ориентир0' вочно перпендикулярное положение фермы С поверхностью пове-274
Ждаимы р дущ х креплением. В неза
крепленном состоянии под действием массы индикаторной ли> йейки базовые опоры 6 самоустанавливаются на поверхности поверочной линейки, обеспечивая с нею контакт по образующим линиям цилиндрических поверхностей. Затем настраивают индикаторы в нулевое положение с запасом не менее половины хода измерительного стержня.
Измерение производят посредством установки индикаторной линейки на контролируемую поверхность. Отклонение от прямолинейности определяют по показаниям индикаторов. Для более полного выявления характеристики отклонения от прямолинейности контролируемой поверхности составляют график результатов проверки в прямоугольных координатах. После измерения индикаторную линейку следует проверить по образцовой поверхности. При этом измерение следует считать правильным, если все индикаторы покажут по шкалам измерения отклонение от нулевого положения ±1—4 мкм. Такое отклонение показаний индикаторов от первоначальной настройки в нулевое положение допустимо. Оно объясняется погрешностью поверхности самой поверочной линейки, так как при повторной установке индикаторной линейки совмещение ее базовых поверхностей с прежним их положением невозможно.
При контроле отклонения от прямолинейности поверхностей, длины которых превышают длину индикаторной линейки L, может быть использован шаговый метод контроля. В этом случае шаг перемещения t индикаторной линейки должен быть кратным расстоянию / между индикаторами:
t < L — 31.
Наиболее оптимальная длина контролируемой поверхности, измеряемая с помощью индикаторных линеек, не должна превышать в 2—2,5 раза длины линейки. При измерении поверхностей большой длины применяют методы контроля, описанные ниже.
Применение в производстве сборных индикаторных линеек повышает производительность и точность контроля по сравнению с методами контроля с помощью линейки с широкой рабочей поверхностью и концевых мер длины или щупов. Необходимо учитывать тот фактор, что поверочные линейки большей длины м°гут быть установлены на контролируемую поверхность двумя контролерами или кранами, что в большинстве случаев сопровождается большими потерями рабочего времени. Индикаторные инейки легче поверочных линеек, поэтому контроль с их по-м°Щью может выполнять один контролер.
Метод натянутой струны. Схема контроля отклонения от
Рямолинейности с помощью натянутой струны показана на
*" °" 138. В данном методе за образец прямолинейности прини-
ют туго натянутую тонкую калиброванную струну /. В каче-
275
s)
Рис. 138. Схема контроля прямолинейности методом натянутой струны:
а — установка микроскопа и струны; 6 — график результатов проверки
11
Рис. 139. Приспособление для контроля отклонения от прямолинейности методом натянутой струны
т-о стве измерителя исполь.
Э зуют микроскоп 2, Кото1 рый закрепляют на пере! мещающемся приспособлении 3, форма которого соответствует форме контролируемой поверхности Струну устанавливают таким образом, чтобы ее крайние участки были строго одинаково удалены в горизонтальном положении от контролируемой поверхности. Это делают путем последовательной установки приспособления с микроскопом в крайние положения контролируемой детали и совмещения в нулевое положение струны с окулярной сеткой микроскопа. Эти точки на графике (рис. 138, б) соответствуют пг и пг Промежуточные замеры отклонения ±Д; контролируемой поверхности от струны производят шаговым методом путем последовательного перемещения приспособления на величину /, равную шагу перемещения приспособления. В этих позициях окулярная сетка микроскопа совмещается со струной.
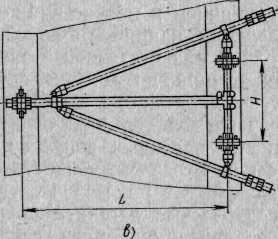
Для контроля отклонения от прямолинейности методом натянутой струны
могут быть собраны из комплекта элементов УСК.ИП компоновки приспособлений практически на все наиболее часто применяемые формы поверхностей независимо от их размеров. Конструкция одной из таких компоновок для контроля отклонения от прямолинейности призматических направляющих станины токарного станка изображена на рис. 139.
Компоновка устанавливается на призматическую и плоскую направляющие станины 10 посредством базовых опор скольжения 2 и 8, закрепленных на валике /, выполняющем роль корпусной 276
А-А

Рис. 140. Схема контроля отклонения от прямолинейности оптическим методом визирования
детали компоновки. Головка 3 с установленными в йей микроскопом 4 и индикатором И смонтирована на стержне 9, закрепленном в вертикальном поло-жеНии на валике 1 посредством тройника 7. Подготовку компоновки к работе производят следующим образом. Ослабляют с последующим креплением клеммовые зажимы базовых опор 2 и 8, которые под действием массы компоновки самоустанавливаются на поверхностях направляющих станины. Поворотом диоптрийного кольца микроскопа 4 добиваются резкого изображения штрихов сетки. Затем вращением маховичка 5, механизма вертикальной подачи ползушки головки 3 (см. рис. 135) настраивают микроскоп в рабочее положение, т. е. в положение, при котором получается резкое изображение струны на его сетке.
. Погрешность отклонений от прямолинейности ±Д, призматической направляющей от струны определяется по индикатору //. Для этого вращением маховичка 6 и механизма горизонтального перемещения салазок головки 3 совмещают перекрестие сетки микроскопа 4 со струной. Величина этого перемещения и является величиной погрешности — At.
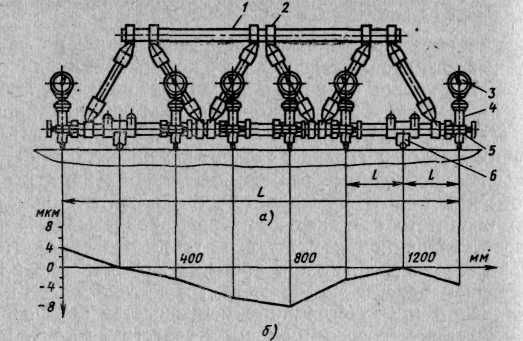
Оптический метод визирования. Схема контроля отклонений от прямолинейности и плоскостности оптическим методом визирования показана на рис. 140. При этом методе в качестве измерителя используют оптическую трубу 4 и визирную марку 2. Принцип действия этого метода основан на определении величины смещения изображения визирной марки 2, которая последовательно перемещается по контролируемой поверхности 3 относительно линии визирования зрительной трубы 4. Смещение изображения центра перекрестия сетки подвижной марки относительно центра перекрестия сетки зрительной трубы будет соответствовать погрешностям ±АХ, ±Ау. Для более четкого изображения центров перекрестий сеток устанавливают источник света /, который перемещается совместно с подвижной маркой 2.
На рис. 141 показана компоновка УСКИП для контроля отклонения от прямолинейности направляющей стола станка, выполненной в виде ласточкина хвоста, оптическим методом визирования. Компоновку базируют по направляющим А и Б стола 12 посредством самоустанавливающихся роликовых опор качения 1. корпус компоновки представляет сборную конструкцию, собран-нУю посредством тройников 3 и шарниров 2 и 8 из трубчатых
277

Рис. 141. Приспособление для контроля отклонения от прямолинейности оптическим методом визирования
стержней 10 и // различной длины и валика 9. Подвижная марка 5 закреплена на головке 6, на которой установлен индикатор 7.
Подготовку компоновки к работе производят следующим образом. Настраивают на контакт с поверхностями А и Б роликовые опоры качения 1. Затем посредством вращения маховичков 4, механизмов вертикального и горизонтального перемещений; ползушек головки 6 совмещают перекрестие сетки подвижной марки 5 с перекрестием сетки заранее установленной зрительной
278
трубы. После совмещения перекрестий сеток настраивают инди-катор 7 в нулевое положение. Измерение производят два оператора: один перемещает компоновку с маркой, второй наблюдает в зрительную трубу и через каждое перемещение компоновки на шаг t = I дает команду первому оператору о смещении марки горизонтальным механизмом перемещения головки 6 до совмещения перекрестия сеток. Отсчет по индикатору 7 производит оператор, перемещающий приспособление. После отсчета на последнем участке компоновку возвращают в первоначальное положение и проверяют начальный отсчет. Если он отклоняется более чем на ±5 мкм, измерение следует повторить.
Для более правильной оценки отклонения от прямолинейности контролируемой поверхности отсчеты измерений записывают в таблицу и составляют график результатов проверки. Из табл. 41 видно, что отклонение от прямолинейности плоскости А составляет Ах,- = 18 + 12 = 30 мкм (арифметическая сумма модулей чисел максимальных отклонений).
Рассмотренную конструкцию компоновки (см. рис. 141) следует применять для контроля отклонения от прямолинейности; вертикальной поверхности А. Поверхности Б лучше контролировать методом угловых отклонений, выполняемых с помощью двух уровней, устанавливаемых взаимно перпендикулярно. Достоинством метода оптического визирования является возможность измерения в двух взаимно перпендикулярных положениях, что позволяет использовать этот метод при измерениях отклонения от соосности деталей и сборочных единиц, в частности при общем монтаже машин.
Метод контроля с помощью уровня. Этот метод наиболее распространен в машиностроении. С его помощьюТпроводят контроль отклонений от прямолинейности и плоскостности плит, станин с различным профилем направляющих и деталей с цилиндрическими поверхностями типа вала, колонки и др. при монтаже оборудования.
Таблица 41
Результаты измерения прямолинейности оптическим методом визирования (шаг / = о,5 м)
|
Расстоя- |
Отсчет по инди- |
|
Расстоя- |
Отсчет по |
индикато- |
|
Номер проверяемых |
чала от- |
катору, мкм |
Номер прове- |
ние от начала |
РУ. |
мкм |
|
|
|
|
ряемых |
|
|
|
|
точек |
подвиж- |
|
|
|
подвиж- |
|
|
|
ной мар- |
+ |
— |
|
ной мар- |
+ |
— |
--_____ |
ки, м |
|
|
|
ки, м |
|
|
• 1 |
0,5 |
18 |
|
6 |
3,0 |
_ |
12 |
2 |
1,0 |
15 |
__ |
7 |
3,5 |
___ |
6 |
3 |
1,5 |
12 |
__ |
8 |
4,0 |
0 |
0 |
4 |
2,0 |
___ |
10 |
9 |
4,5 |
__ |
4 |
5 *—■—,■__ |
2,5 |
10 |
|
10 |
5,0 |
10 |
|
279
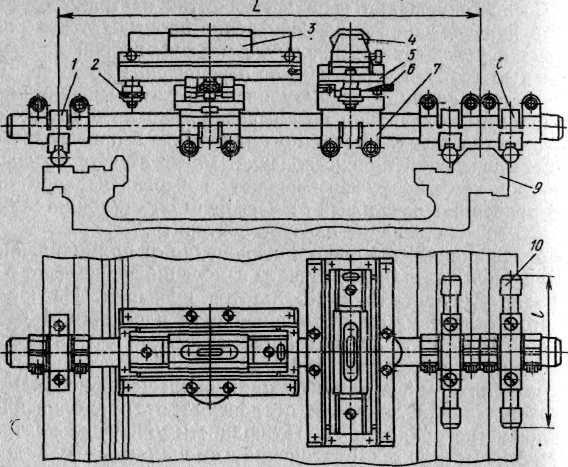
Рис. 142. Приспособление для контроля отклонений прямолинейности и плоскостности направляющих станины с помощью уровней
При измерениях с помощью уровней необходимо строго соблюдать шаговый метод контроля с последующим совмещением положения опорных поверхностей приспособления при его перемещении в направлении контроля. В рассматриваемом методе широко применяют мостики. Большая разновидность применяемых конструкций мостиков и их размеров вызвана тем, что в корпусных и базовых деталях имеют дело, как правило, не с одной поверхностью, а с группой поверхностей, расположенных в разных положениях. Применение мостиков, собираемых из комплекта элементов УСКИП, позволяет намного расширить возможности контроля с помощью уровней.
Компоновка УСКИП для контроля отклонений от прямолинейности и плоскостности плоской и призматической направляющих станины токарного станка в вертикальном положении отличается от ранее рассмотренной компоновки тем, что в качестве измерителей в ней используют уровни 3 и 4 (рис. 142). Уровни установлены в двух взаимно перпендикулярных положениях посредством площадки 5 и втулки 7. Контроль проводят шаговым методом. За шаг t перемещения компоновки принимается длина / = 200 мм опорных валиков 10 базовых опор 8 (рис. 142).
Подготовку к измерениям производят следующим образом. Компоновку устанавливают на направляющие станины 9 в положение, соответствующее первому интервалу измерения. Настраи-280
йак>т базовые опоры 1 и 8 на контакт с поверхностями направляющих станин. Затем вращением микровинта 2 и винта 6 устанавливают уровни 3 и 4 по основной и вспомогательной шкалам в нулевое положение. При каждом последующем перемещении кОмпоновки на шаг t = I снимают отсчеты в делениях по основным шкалам обоих уровней, которые вносят в протокол измерений (табл. 42).
Для более полного выявления оценки отклонений от прямолинейности контролируемых поверхностей строят график (рис. 143) в системе координат XOY.
Для используемых в компоновке (см. рис. 142) уровней с ценой деления т = 0,02 мм на 1 м длины и при размерах компоновки / = 200 мм и L — 700 мм пользуются ампулой уровня.
Цена деления ампулы уровня при его продольной установке
т =
0,02-200
1000
= 0,004 мм;
при поперечной установке
0,02-700
юоо
=0'014
По полученным показаниям Pt определяют ординаты yt точек от оси X. После получения точек конечных ординат уП1 и ущ строят ломаные линии, характеризующие продольные профили призматической и плоской направляющих. Затем соответственно проводят прямые C1D1 и C2D%. При этом прямую C1D1 проводят через точку конечной ординаты и начало координат, а прямую CJ}^ — через точку конечной ординаты и точку, соответствующую 1/2/ первого интервала. Такое проведение линии C2D2 вызвано тем, что положение точки, соответствующей началу координат для плоской направляющей при контроле с помощью приспособления неизвестно.
Далее определяют уЧ исходя из зависимости
„о Уд ха
Разность ординат Н{ = yt—у\ записывают в последнюю графу протокола (см. табл. 42). Сумма абсолютных значений наибольшего положительного и наибольшего отрицательного значений Ht будет определять отклонения от прямолинейности. В рассматриваемом примере для призматической направляющей Я,- = +0,01 + ■у (—0,013) = 0,023 мм; для плоской направляющей Н, = 0,025 + + (-0,014) = 0,039 мм.
Из протокола и графика результатов измерений можно пред-^тавить общее состояние станины. Например, продольные профили плоской и призматической направляющих близки между
собой. В обеих направляющих на ~
О
длины наблюдается выпук-
281
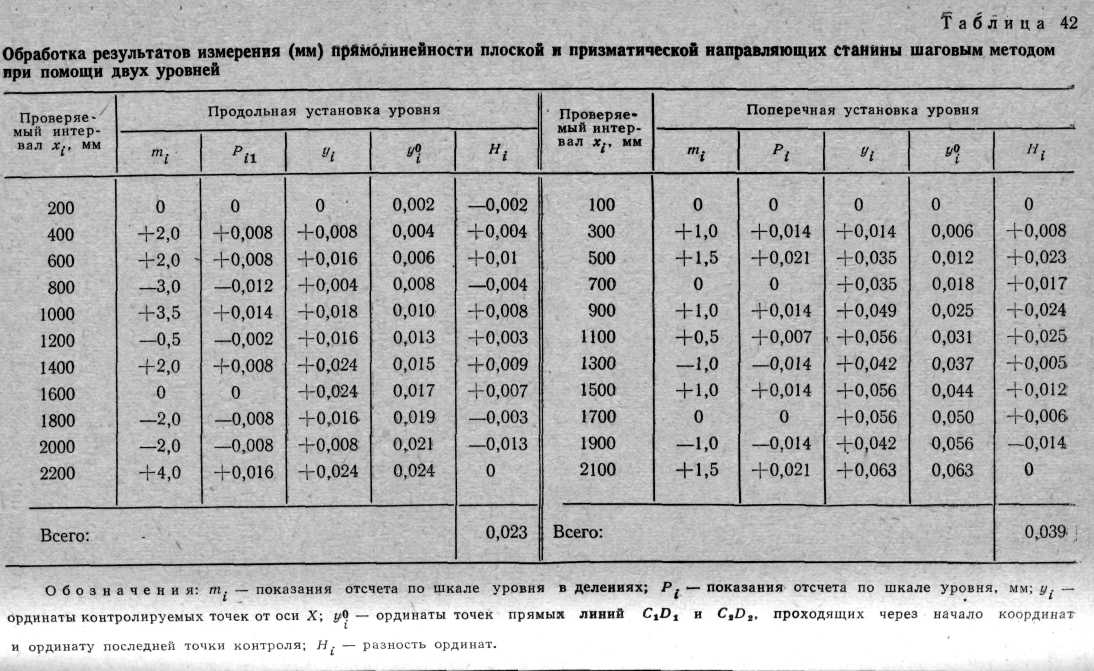




Рис. 143. График результатов проверки отклонений от прямолинейности направляющих призматической (а) и плоской (б) станин
лость, которая переходит на -=- длины в вогнутость. Направ-
О
ляющие станины имеют плоскостность, равную разности конечных ординат: 0,063 — 0,024 = 0,039 мм.
В рассматриваемом примере сдвиг контролируемых точек
на — равен 100 мм. Соответственно длина плоской направляющей
составляет 2000 мм по сравнению с призматической направляющей, равной 2200 мм.
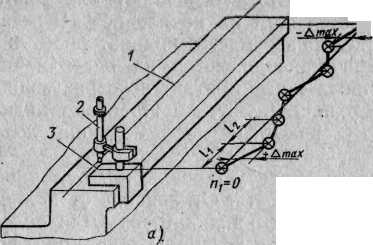
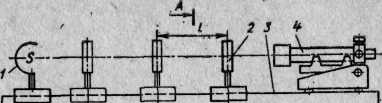
Автоколлимационный метод. Контроль прямолинейности направляющих станин, стоек, траверс и т. д. большой длины может быть выполнен с высокой точностью с помощью оптического прибора автоколлиматора. Схема автоколлимационного метода приведена на рис. 144, а. При перемещении по контролируемой поверхности мостика 1 с установленным на нем зеркалом 2 возникающие погрешности наклоняют зеркало на угол а и изменяют направление отраженного луча света, исходящего из автоколлиматора 3, который при возвращении обратно дает смещение отраженного изображения в фокальной плоскости объектива. Неличина смещения определяется по шкале окулярного микрометра. При контроле строго соблюдают шаговый метод перемеще-Ния мостика /. Шаг перемещения мостика t = 1г не должен превышать 1/10 длины проверяемой поверхности.
Контроль поверхностей автоколлимационным методом широ-ких направляющих, расположенных горизонтально, не требует
специальных мостиков для установки зеркала. В качестве таких
мостиков могут быть использованы синусные линейки ЛС-1, мод. 132 и 133 с Расстоянием между осями базовых роликов
100 мм, мод. 134 и 136 с расстоянием 200 мм и мод. 139 с расстоя-
283
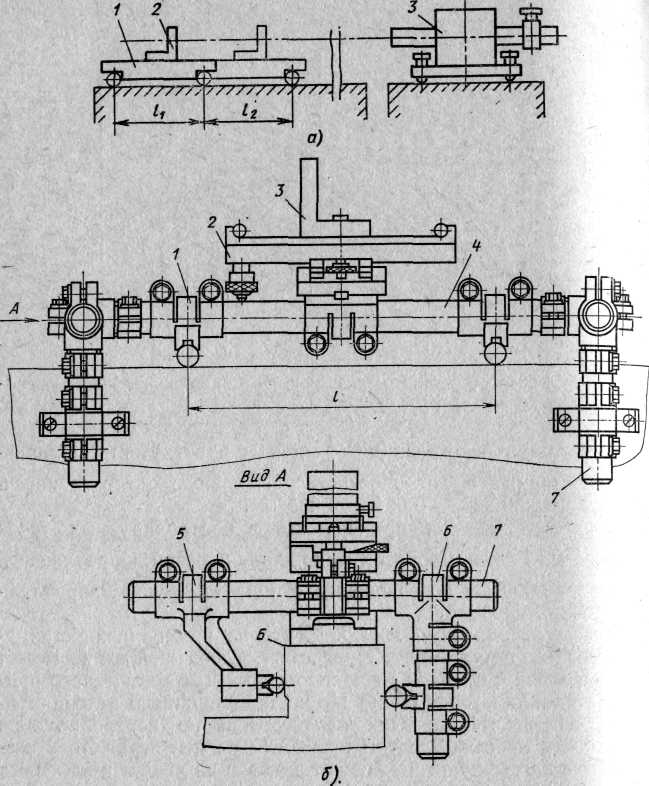
Рис. 144. Схема (о) и приспособления (б) для контроля прямолинейности автоколлимационным методом
нием 300 мм. Однако при контроле направляющих сложной формы с помощью автоколлиматора необходимы специальные мостики, форма базовых поверхностей которых должна, соответствовать форме сечений контролируемых направляющих. Такие мостики могут быть собраны из комплекта элементов УСКИП. ^ Ранее рассмотренные типовые конструкции компоновок УСКИ1^ для контроля прямолинейности направляющих разными методами можно широко использовать при измерении с noMOiu,bJ° автоколлиматора без существенного изменения их конструкций-
284
для этого необходимо на них вместо применяемых измерительных приборов закрепить зеркало.
В ряде случаев для контроля плоских направляющих малой ширины, особенно при монтаже крупных станков и проверке их по нормам точности, применение специальных конструкций мостиков вместо синусных линеек намного улучшает условия контроля. На рис. 144, б показано приспособление, предназначенное для контроля автоколлиматором прямолинейности плоской направляющей траверсы карусельно-шлифовального станка в ее рабочем положении. Компоновку устанавливают на контролируемой поверхности Б посредством базовых опор скольжения /.
Базовые опоры скольжения 5 вспомогательные. Они удерживают компоновку от сдвига ее с направляющей Б, т. е. обеспечивают безопасность работы. Корпус компоновки собран из валика 4 и трубчатых стержней 7, соединенных между собой посредством тройников 6. Опорные поверхности базовых опор 1 притерты плоским притиром. Они установлены друг от друга на расстоянии / = 500 мм, соответствующем шагу перемещения компоновки. Зеркало 3 с магнитным основанием установлено на площадке 2, закрепленной на валике 4.
Контроль плоской направляющей является общим случаем, который приемлем для измерения любого профиля направляющих с помощью автоколлиматора и специальных приспособлений для установки на них зеркала. Поэтому рассмотрим его более подробно.
Перед началом измерений проводят предварительную подготовку. Она заключается в том, что мостик с зеркалом последовательно устанавливают в крайние положения на контролируемой поверхности и производят регулировку наклона зрительной трубы автоколлиматора и положения плоскости зеркала таким образом, чтобы разность отсчетов на концах контролируемой поверхности была в пределах окулярного микрометра. Затем устанавливают мостик в крайнее дальнее положение и в направлении к автоколлиматору перемещают его так, чтобы задняя опора мостика, переставленного в следующую позицию, занимала место первой опоры в предыдущей позиции. При каждом положении мостика с зеркалом производят отсчет по шкале автоколлиматора и вносят его в протокол измерений и обработки данных (табл. 43).
Обработка результатов измерений производится в следующей последовательности (рис. 145). Определяют углы наклона мостика по отношению к первому положению:
По углам наклона определяют положение каждой последующей Роверяемой точки. При этом исходят из зависимости, что угол н / 500 25 (/
р у
на длине / = 500 мм дает превышение 2,5 мкм (/ — расстоя-е Между двумя опорными поверхностями мостика). Таким разом, при контроле с помощью приспособления (см. рис. 144)
285
Таблица 43
Результаты измерения прямолинейности плоской направляющей автоколлимационным методом
Номер |
Проверяв - |
Отсчет |
|
|
|
|
|
проверяе- |
мыЛ ин- |
по шкале |
а |
h |
|
у°. |
|
мой точ- |
тервал |
а,, с |
р* |
i |
|
с |
Hi |
ки i |
X., ММ |
1 |
|
|
|
|
|
1 |
500 |
15,0 |
0 |
0 |
0 |
5,7 |
-5,7 |
2 |
1000 |
20,2 |
5,2 |
13,0 |
13,0 |
11,4 |
+ 1,6 |
3 |
1500 |
16,0 |
1,0 |
2,5 |
15,5 |
17,1 |
—1,6 |
4 |
2000 |
16,4 |
1,4 |
3,5 |
19,0 |
22,8 |
-3,8 |
5 |
2500 |
16,8 |
1,8 |
4,5 |
23,5 |
28,5 |
-5,0 |
6 |
3000 |
17,2 |
2,2 |
5,5 |
29,0 |
34,2 |
-5,2 |
7 |
3500 |
16,4 |
1,4 |
3,5 |
32,5 |
39,9 |
-7,4 |
8 |
4000 |
17,6 |
2,6 |
6,5 |
39,0 |
45,6 |
-6,6 |
9 |
4500 |
18,0 |
3,0 |
7,5 |
46,5 |
51,3 |
-4,8 |
10 |
5000 |
18,2 |
3,2 |
8,0 |
54,5 |
57,0 |
-2,5 |
11 |
5500 |
19,6 |
4,6 |
11,5 |
66,0 |
62,7 |
+3,3 |
12 |
6000 |
16,0 |
1,0 |
2,5 |
68,5 |
68,5 |
0 |
Обозначения: о^— отсчет по шкале автоколлиматора, с; Р^ — угол наклона мостика на измерительном участке по отношению к последующему участку, с; h. — расстояние между двумя смежными точками по вертикали, мм; у^— ординаты контролируемых точек от горизонтальной плоскости, проходящей через первую контролируемую точку, мкм; у0 — ординаты точек прямой линии CD, проходящей через начало координат и ординату последней точки, мкм; Н. — расстояние точек профиля проверяемой поверхности от прямой линии CD.
с I = 500 мм получим
= 2,5р\.
По вычисленным значениям определяют расстояния каждой контролируемой точки от горизонтальной поверхности (на графике от оси X):
yt = hx + h2 + • • • + ha.
После получения точки конечной ординаты уа строят ломаную линию, характеризующую продольный профиль контролируемой поверхности. Затем проводят через конечную точку орДИ' наты и начало координат прямую CD и определяют ординаты Hi точек прямой линии CD. Исходя из зависимости подобия треугольников, получим ■ <
„о
Для рассматриваемого случая
286
Сумма абсолютных значений наибольшего положительного и наибольшего отрицательного значений Я,- = +3,3 + (—7,4) = = 10,7 мкм определяет отклонение от прямолинейности горизонтальной поверхности траверсы станка.
Приспособления для контроля параллельности поверхностей. Универсально-сборные контрольно-измерительные приспособления для контроля параллельности поверхностей изделий широко применяют для контроля деталей типа станин, стоек, траверс, салазок и т. д. Их удельный вес от общего числа применяемых в производстве УСКИП составляет 40—60%. УСКИП широко-используют при монтаже сборочных единиц и машин. Например,, при сборке токарного станка любой модели с помощью УСКИП' может быть проконтролировано относительно направляющих станины положение передней и задней бабок станка и их соосность,, положение вала подач суппорта и ходового винта и т. д.
УСКИП для контроля параллельности поверхностей во многих; случаях собирают на сборных основаниях (см. рис. 136). В качестве измерительных средств могут быть использованы индикаторы! с часовым механизмом, пружинные измерительные головки,, Установочные валики и угольники. Установочные валики и угольники в УСКИП используют одновременно с наборами концевых; меР длины.
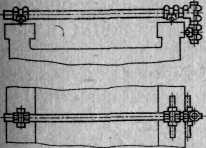
Приспособление, с помощью которого проводят контроль параллельности направляющих станины тяжелого токарно-винто-Резного станка, показано на рис. 146, а. Корпус приспособления: "Редставляет собой сборную трубчатую ферму, выполненную' ^ виде вытянутой треугольной пирамиды, состоящей из трубча-1Х стержней различной длины диаметром 30 мм (основной кар-корпуса) и трубчатых стержней диаметром 20 мм (связи;
28Г
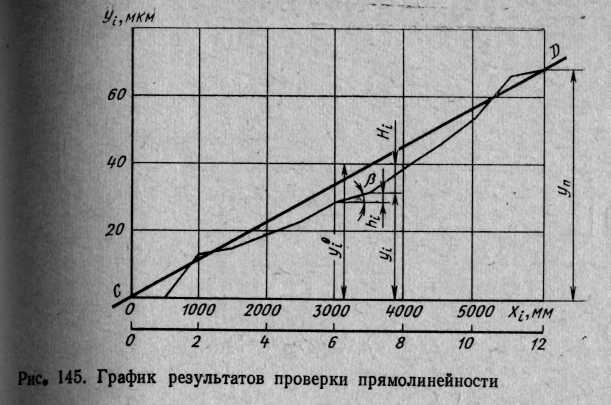
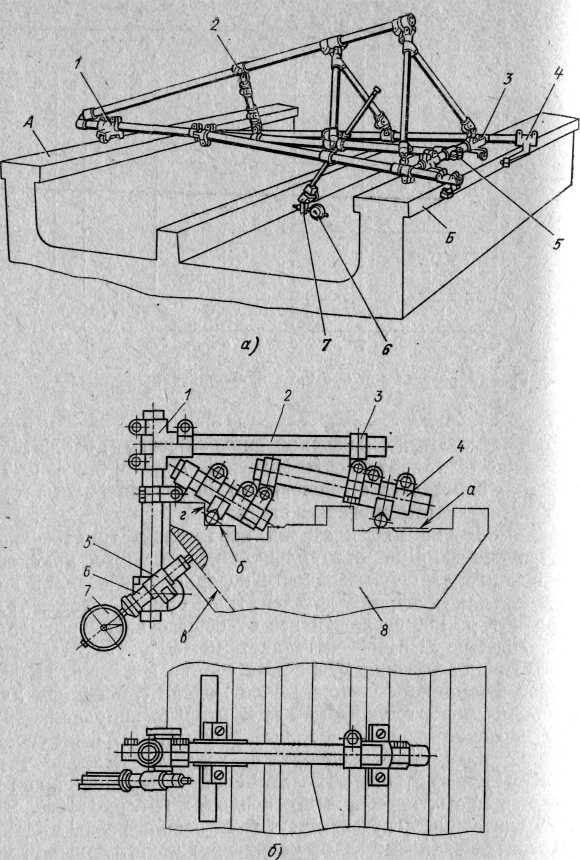
Рис. 146. Приспособления для контроля параллельности направляющих станины (а) и ползуна пресса (б)
жесткости). Стержни соединены в единую конструкцию посредством сборных шарниров 2 и тройника 5.
Приспособление устанавливают на горизонтальные поверхности А посредством базовых опор качения У и 3, а по вертикальной поверхности Б — посредством базовых опор скольжения f В качестве измерительных средств использован индикатор ь 288
расового типа, который закреплен на стержне диаметром 30 мм основного каркаса с помощью индикаторной державки 7 и раздвижного хомутика.
Подготовку УСКИП к работе производят следующим образом. иа установленном в рабочее положение приспособлении ослабляют крепление базовых опор 1 я 3, которые под действием массы приспособления самоустанавливаются в горизонтальном положении, обеспечивая при этом контакт обоих опор качения с поверхностями станины. Затем базовые опоры окончательно закрепляют. Проверку правильности установки базовых опор производят путем малых перемещений приспособления по станине. Вращение всех обойм опор качения свидетельствует о правильности их установки.
Настройку в рабочее положение базовых опор 4 по вертикальной поверхности осуществляют путем перемещения опор на стержнях в необходимое положение с последующим их креплением. При этом должен быть обеспечен контакт поверхностей базовых опор скольжения 4 с вертикальной поверхностью и ориентировочно выдержано перпендикулярное положение приспособления относительно направления его перемещения при измерении станины.
Окончательная настройка базовых опор приспособления может быть выполнена на участке сборки УСКИП, например, на контрольной плите высокого квалитета. Однако наиболее целесообразно настройку приспособления производить на рабочем месте, так как исключаются возможные ошибки настройки, а время, затрачиваемое на настройку, составляет 2—3 мин. После завершения настройки базовых опор в индикаторную державку 7 устанавливают индикатор 6, измерительный сердечник которого настраивают на контакт с контролируемой поверхностью.
Контроль параллельности поверхностей относительно базовой поверхности Б проводят путем перемещения приспособления вдоль станины с постоянным прижимом его базовых опор скольжения 4 к поверхности Б. Отсчет отклонений от параллельности определяют по шкале индикатора 6, который последовательно перекрепляют и настраивают на контакт с контролируемыми поверхностями. УСКИП длиной до 800 мм не требует создания сложной конструкции корпусов приспособлений. Жесткость приспособлений с небольшими габаритными размерами вполне достаточна, когда в качестве корпуса приспособления используют сплошной или полый валик, на котором закрепляют базовые °поры и измерительные средства.
Ранее рассматриваемые конструкции приспособлений собраны
на базе типовых сборных оснований (см. рис. 136). Однако далеко
jje все приспособления собирают на типовых основаниях. Это
бъясняется следующим образом. Расположение поверхностей
^ Деталях, сборочных единицах и изделиях весьма различно.
асто между контролируемыми поверхностями находятся высту-
10 Ща А. с. и др. 289
пающие части, наличие которых необходимо учитывать при сборк корпуса компоновки. Поэтому корпуса многих компоновок при-способлений имеют свою оригинальную объемную или плоскую" конструкцию. Такие приспособления по применяемости в произ-водстве относят к приспособлениям специального назначения й служат для контроля одного или ряда параметров оригинальной детали или изделия.
На рис. 146, б изображено приспособление для контроля положения поверхности В относительно направляющих поверх-ностей а, б я г в ползуне 8 пресса. Корпус приспособления — плоская ферма, собранная из стержней 2 диаметром 30 мм. Стержни в корпусе соединены между собой тройником / и сборными шар-нирами 3. Базами приспособления служат самоустанавливающиеся базовые опоры скольжения 4. Индикатор 7 установлен в головке 6, измерительный стержень которой в период измерения контактирует с контролируемой поверхностью в и обеспечивает передачу измерительной силы на стержень индикатора. Головка 6 закреплена на стержне корпуса посредством раздвижного хомутика 5, обеспечивающего легкую и быструю настройку индикатора 7 с контролируемой поверхностью. Для установки приспособления на деталь или снятия его с детали необходимо ослабить крепление раздвижного хомутика 5 и повернуть головку 6 с закрепленным на ней индикатором на угол 20—30°, обеспечивающий нормальную установку приспособления.
Конструктивной особенностью приспособления (рис. 146, б) является возможность его базирования по трем поверхностям, принятым за базы измерения, при наличии в приспособлении всего лишь двух базовых опор скольжения. Это возможно только в тех случаях, когда одна из опор одновременно обеспечивает базирование приспособления по двум поверхностям, расположенным под углом. В рассматриваемом случае базовая опора 4 с удлиненным валиком одновременно создает базы приспособления по поверхностям б и г. На примере такой конструкции приспособления видно, каким образом можно обеспечить зазор между выступающими частями контролируемой детали и корпусом контролируемого приспособления. В данном случае это выполнено путем соединения стержней посредством сборных шарниров в виде ломаной линии. Базовые опоры скольжения в этом случае установлены не на общем стержне или валике, а на стержнях, расположенных к поверхностям, принятым за базы измерения под разными углами.
Приспособления для контроля соосности и биения поверхностей. Эти приспособления выполняют в виде стоек, крестовин, центроискателей и кронштейнов. Их применяют при контроле крупногабаритных деталей, процессов сборки и проверке выходных параметров (норм точности) машин. Из комплекта элемен-тов^УСКИП и УСП для механической обработки деталей могут быть собраны комбинированные многомерные приспособления
290
контроля взаимного биения цилиндрических поверхностей валов и втулок.
Большинство корпусных и базовых деталей машин имеют отверстия, оси которых занимают строго определенное положение относительно других деталей. При сборке станков и машин для установки в заданное положение таких деталей необходимо определить ось отверстия. В тех случаях, когда отверстия в деталях небольшого размера, это выполняют путем установки в отверстие детали контрольного валика посредством втулок.
Наиболее часто для контроля соосности двух и большего числа деталей (сборочных единиц) относительно направляющих станины применяют конструкции различных стоек. Измерителями в них используют индикаторы часового типа, значительно реже — наборы плоскопараллельных концевых мер длины с угольниками. Ранее рассмотренное приспособление (см. рис. 139) для контроля прямолинейности призматической направляющей по струне и микроскопу может быть использовано как индикаторная стойка для контроля соосности передней и задней бабок токарного станка. Для этого необходимо вместо головки с микроскопом на стержне 9 установить индикаторы с помощью индикаторной державки и хомутика или посредством головок с прямой передачей, хомутиков или шарниров.
Контроль положения (соосности) передней и задней бабок можно проводить как в период сборки станка, так и при окончательной сдаче его по нормам точности. В первом случае в отверстия бабок устанавливают посредством втулок контрольные валики. Во втором случае в шпиндель передней и в пиноль задней бабок устанавливают контрольные оправки. Настройку индикаторов на контакт с контрольными валиками или оправками, установленными в передней и задней бабках, производят в двух взаимно перпендикулярных положениях. При контроле соосности приспособление перемещают по станине в ее крайние положения, обеспечивая контакт измерительных стержней индикаторов с оправками обеих бабок. Разность показаний индикаторов будет определять величину их отклонения от соосности в вертикальном и горизонтальном положениях. Индикаторная стойка, собираемая на базе приспособления, изображенного на Рис. 139, является широкопереналаживаемой. Она может быть использована для контроля соосности передней и задней бабок станков с призматическими направляющими с высотой центров бабок до 500 мм/Ее переналадка заключается в установке базовых опор скольжения на необходимые размеры положения опорных поверхностей. На базе основания приспособления (см. Рис. 139) могут быть собраны простейшие конструкции приспособлений для контроля положения осей отверстий кронштейна одового вала и винта подачи суппорта, отверстий фартука суп-°Рта и коробки подач относительно направляющих станины. 10* - 291
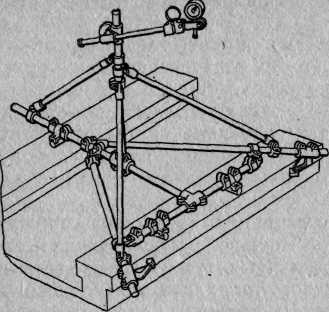
Рис. 147. Индикаторная стойка для контроля соосности передней и задней бабок станка
Другим примером для конт. роля соосности передней и зад. ней бабок тяжелого горизон-тально-зуборезного станка с плоскими направляющими ста-нины может служить индикаторная стойка (рис. 147) высотою 1000 мм. Ее корпус выполнен в виде пирамиды из трубчатых стержней, соединенных между собой посредством шарниров и тройников. По горизонтальным и вертикаль-ной поверхностям, принятым за измерительные базы, индикаторную стойку устанавливают посредством базовых опор скольжения. Измерительным прибором в ней является индикатор, который закреплен на консольном участке стержня корпуса с помощью державки и хомутика.
Контроль соосности проводят аналогично ранее рассмотренному методу. Наиболее часто в конструкциях стоек используют сборные основания (см. рис. 136), но конструкции стоек могут быть весьма различными. Практически можно собрать из комплекта элементов УСКИП индикаторную стойку с возможностью базирования ее на любом профиле направляющих поверхностей. При контроле соосности с помощью индикаторных стоек, контрольных валиков и цилиндрических оправок индикаторы необходимо применять с плоскими наконечниками, Контакт измерительного стержня индикатора с плоским наконечником с цилиндрической поверхностью оправки или валика обеспечивает более стабильные показания индикатора и сокращает погрешности измерений.
Контроль положения осей отверстий больших диаметров относительно заданных поверхностей в детали или в ряде деталей при сборке крупногабаритных машин, установку контрольного валика и совмещение его оси с осью отверстия производят посредством крестовин, центроискателей и стоек различных конструкций.
На рис. 148 приведен комплект приспособлений, посредством которых проводится контроль положения оси отверстия траверсы под главный гидроцилиндр относительно направляющих станины при общем монтаже горизонтального гидравлического трубопро-фильного пресса. В состав комплекта входит приспособление, состоящее из двух крестовин, двух центроискателей для установки и настройки контрольного валика в центр отверстия траверсы, и приспособление для контроля положения оси отверстия 292
•контрольного валика) траверсы относительно направляющих Панины, конструкция которого аналогична конструкции индикаторной стойки (см. рис. 147).
Приспособление (рис. 148) настраивают в рабочее положение прИ совмещении оси контрольного валика / с осью отверстия траверсы. Это производится путем настройки индикаторов 3, установленных на центроискателях 2, на контакт измерительного Сердечника с поверхностями посадочных поясков отверстия траверсы и поворота центроискателей на контрольном валике. По показаниям индикаторов в четырех взаимно перпендикулярно расположенных точках вращения винтов регулируемых упоров 4 крестовин 5 производят необходимое смещение контрольного валика. Например, если индикатор в верхней точке / показывает ноль, а в нижней точке /// показывает +0,28 мм, необходимо сместить контрольный валик вверх на 0,14 мм, т. е. наполовину показания индикатора. Если в четырех точках /—IV показания индикатора одни и те же, то ось контрольного валика совмещена с осью отверстия траверсы. Контроль положения оси отверстия траверсы относительно направляющих станины проводят с помощью индикаторной стойки, индикаторы которой настраивают в двух взаимно перпендикулярных положениях на контакт с контрольным валиком.
Консольно установленный в крестовинах приспособления контрольный валик имеет прогиб, который вызывает при измерении в вертикальной плоскости дополнительные погрешности. Эти погрешности могут быть исключены из результатов измерения путем внесения соответствующих поправок. В данном случае величину прогиба консольного участка валика можно определить по уровню шаговым методом. При этом за шаг измерения принимают длину призматического основания, которым уровень должен устанавливаться на контрольном валике. С помощью аналогич-
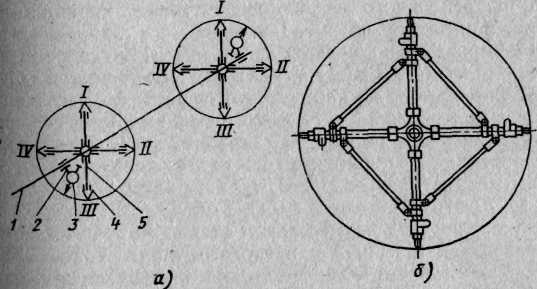
ис. 148. Схема приспособления для контроля положения оси отверстия траверсы а Са относительно направляющих станины: ~~ Установка контрольного валика; б — сборная крестовина
293
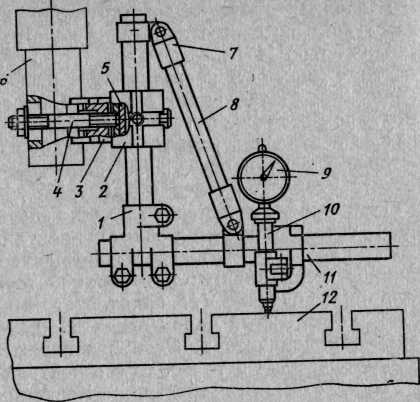
Рис. 149. Приспособление для контроля биения поверхности стола
ных конструкций приспособлений (рис. 148) можно проконтролировать при сборке пресса соосность отверстий передней траверсы главного цилиндра, а также люнета контейнера и прессу-щей траверсы, которые потом устанавливают на направляющих
станины.
Для контроля соосности, биения цилиндрических и торцовых поверхностей положения деталей между собой в процессе сборки станков и машин и проверки их выходных параметров по нормам точности из комплекта элементов УСКИП можно собрать индикаторные приспособления в виде различных конструкций кронштейнов. Примером приспособления, выполненного в виде кронштейна, закрепленного на шпинделе станка, является приспособление, показанное на рис. 149.
Комбинированное приспособление (рис. 149) собрано из элементов комплектов УСКИП и УСП для механической обработки деталей. Оно состоит из корпуса треугольной формы, собранного из трубчатых стержней 8 и 11 диаметром 20 и 30 мм, соединенных в конструкцию шарнирами 7 и тройником 1. Для крепления приспособления к шпинделю 6 станка использованы деталь УСП-12: квадратная опора 2 (ГОСТ 15266—70), призма ' (ГОСТ 15276—70) и шпилька 4 (ГОСТ 15388—70). Опора 2 с призмой 3 закреплены на вертикальном стержне кронштейна посреД' ством разрезной втулки 5 и винтового упора. Такое крепление приспособления через клиновые окна шпинделя или оправка вставляемой в конус шпинделя, посредством охватываемой призма весьма надежно. Контроль биения поверхности стола 12 и пеР пендикулярности относительно оси шпинделя 6 производится п
294
показателям индикатора 9, применяемого совместно с головкой Ю> закрепленной на стержне кронштейна с помощью хому-
ка. Индикатор при настройке на контакт с поверхностью стола
^ет переставляться по стержню //, что позволяет изменять расстояние его положения от оси шпинделя. Измерение торцового биения поверхности стола производится при его вращении, а измерение отклонения от перпендикулярности оси шпинделя относительно поверхности стола — вращением шпинделя совместно с закрепленным на нем приспособлением.
рассматриваемые приспособления стержневой конструкции для контроля соосности и биения поверхностей отверстий и валов и их относительных положений в станках и машинах являются типовыми конструкциями наиболее часто применяемых компоновок приспособлений, собираемых из комплекта элементов УСКИП. Однако конструктивных схем компоновок может быть очень много.
Возможности комплекта элементов УСКИП не ограничиваются созданием приспособлений накладного типа. Наличие в комплекте ряда элементов, имеющих единые присоединительные размеры с широко применяемой системой УСП, позволяет при совокупности этих двух систем производить сборку комбинированных одномерных и многомерных приспособлений стационарного типа для контроля биения и соосности поверхностей валов и втулок. Они отличаются от ранее рассмотренных приспособлений тем, что контролируемая деталь в процессе измерения устанавливается на приспособлении.
Приспособления стационарного типа собирают на базовых плитах УСП с пазами шириной 12 мм или на сборных основаниях, состоящих из двух-трех плит, соединенных в единую конструкцию посредством соединительных планок. Измерительные приборы (индикаторы часового и рычажно-зубчатого типов) используются совместно с головками прямых и угловых передач измерительных сил.
Приспособления для контроля линейных и угловых размеров. Наиболее широко в производстве для контроля линейных размеров применяют измерительные скобы. Корпуса таких скоб выполняют в виде сварных трубчатых или деревянных конструкций. Часто в качестве корпуса в линейных скобах используют линейки типа ШД. Для контроля угловых размеров применяют специальные угольники, угловые шаблоны и контршаблоны и индикатор-НЬ1е приспособления. Комплект элементов УСКИП позволяет производить сборку различных конструкций измерительных скоб
приспособлений для контроля линейных и угловых размеров. и*е рассмотрим типовые конструкции приспособлений, собираемые из комплекта элементов УСКИП.
На рис. 150, а показана измерительная скоба, корпус которой Редставляет собой плоскую ферму 4, собранную посредством
РНиров из трубчатых стержней диаметром 20 и 30 мм. Для
295
![]()
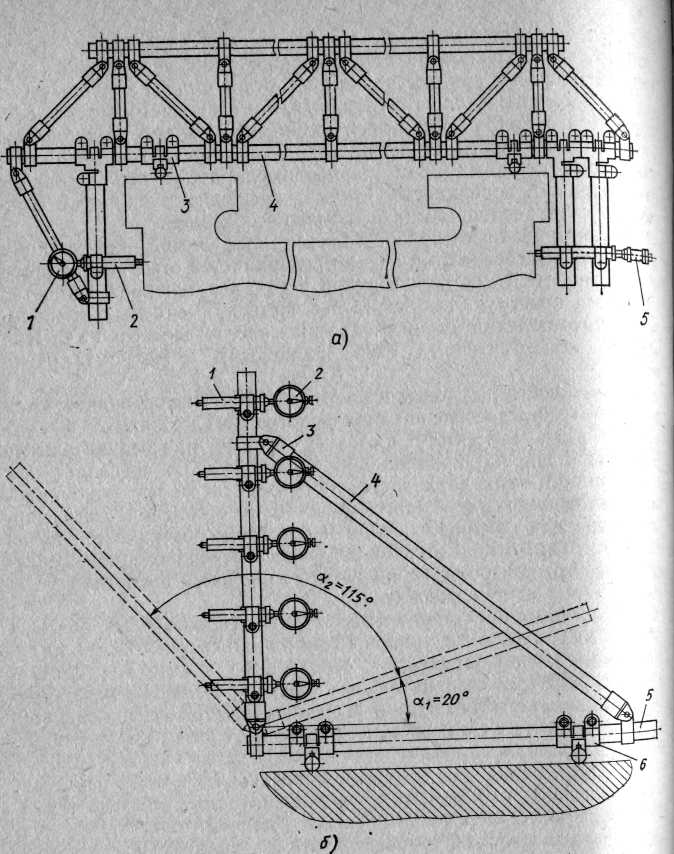
Рис. 150. Индикаторная скоба (а) и угольник (б) для контроля линейных размеров
увеличения жесткости корпус фермы выполнен с диагональными раскосами чередующегося направления. Для удобства установи фермы при измерении корпус снабжен базовыми опорами ckoj жения 3, которые определяют ее положение на контролируем детали. Конструкции таких скоб обладают достаточной жесткой и имеют значительно меньшую массу по сравнению со скосм сварной конструкции или скобами, в которых в качестве корпу ной детали используется плоская линейка типа ШД. Измерь
296
лем в скобе являются индикатор / с головкой 2 прямой передачи измерительной силы и микрометрическая головка 5. Для изме-оения линейных размеров до 1 м могут быть собраны скобы более простой конструкции, у которых корпус — трубчатый стержень или контрольный валик диаметром 30 мм. Аналогичные конструкции приспособлений могут быть собраны для контроля внутренних диаметров.
На рис. 150, б показан индикаторный угольник, собранный посредством шарниров 3 из трубчатых стержней 4 и валика 5, Индикаторы 2 в нем применены с головками / прямой передачи. В качестве поверхностей, посредством которых угольник устанавливают на контролируемой детали, использованы опоры скольжения 6. Индикаторный угольник может быть легко перенастроен в пределах угла а — 115°. Перенастройка его в указанных пределах производится путем изменения положения (поворота) вертикального стержня с закрепленными на нем посредством шарниров индикаторами и изменения положения стержня-раскоса или замены его на стержень-раскос другой длины.
На рис. 151 приведена конструкция индикаторного угольника для контроля перпендикулярности поверхностей А и Б. Угольник собран посредством шарниров / и.тройника 2 из трубчатых стержней 4 и 5 диаметром 20 и 30 мм. Базовыми поверхностями, определяющими его положение на детали, служат базовые опоры 3. Контроль отклонения от перпендикулярности определяется по индикатору 8, который использован совместно с головкой 7 прямой передачи, закрепленной на корпусе угольника с помощью шарнира^б. Настройка индикатора в нулевое положение может быть произведена по угольнику типа VIII ГОСТ 3749—77 нулевого класса точности или по образцовой детали. Контроль отклонений от перпендикулярности поверхностей А я Б в ползуне 9 пресса может быть выполнен посредством Угольника и набора щу-Пов- Однако контроль этим методом не всегда может быть выполнен. 2^го Зависит от положения контролируемых поверхностей и точности метода. Напри-
еР> контролируемые по-
еРхности могут быть" рас-
°ложены на значительном
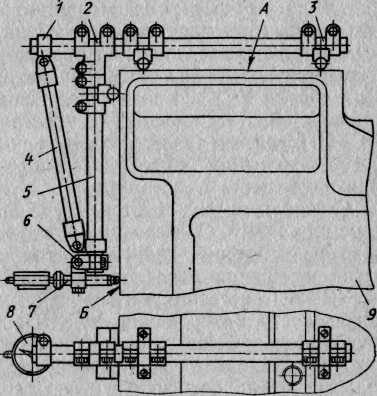
Рассто
янии друг от друга.
Рис. 151. Приспособление для контроля отклонения от перпендикулярности поверхностей
297
Между ними могут быть свободное пространство или высту' пающие части детали и т. д. В этих случаях контроль отклон'е ний от перпендикулярности может быть проведен с помощью специальных приспособлений, которые собираются из элементов УСКИП.
Точность УСКИП
Точность показаний УСКИП, как и любого специального приспособления накладного типа, главным образом зависит от принятого метода измерения, от степени совершенствования его конструкции и точности изготовления поверхностей в контролируемой детали, принимаемых за измерительные базы.
Метод измерений определяется совокупностью используемых измерительных средств и условий измерения. Под этой совокупностью подразумеваются приборы с определенными метрологическими характеристиками и установочные меры или установочные образцовые детали со всеми их точностными характеристиками, температурный режим измерения, базирование измерительного объекта, характер измерительного контакта, количество и распределение выбранных для измерения точек или участков на поверхности контролируемого объекта.
Погрешности, неизбежно сопровождающие любое измерение, разделяются на систематические и случайные.
Систематическими называются погрешности, которые входят в результаты измерения с постоянной величиной и постоянным знаком или изменяются по определенному закону. К ним относятся погрешности: базирования (в УСКИП — погрешности, вызываемые неточностью изготовления базовых опор); передаточных устройств; эталона или образцовой детали, по которой производится настройка УСКИП; измерительных приборов и др. При сборке УСКИП возможное появление систематических погрешностей, вызываемых конструктивными особенностями УСКИП, должно анализироваться с целью их полного или частичного устранения путем внесения соответствующих поправок при измерении.
Случайными называются погрешности, переменные по величине или знаку. Они возникают от многих причин, которые заранее предусмотреть нельзя, поэтому исключить их из результатов измерения невозможно. Наиболее часто встречающимися в УСКИП источниками случайных погрешностей являются: погрешности базирования УСКИП, вызываемые биением обойм подшипников базовых опор качения; погрешности, вызываемые неточностью изготовления поверхностей, принятых за измерительные базы; погрешности передаточных устройств, вызываемые наличием зазоров в шарнирах угловых передач и пара* направляющая втулка—стержень в прямых передачах, а так#е 298
-лцперзтурные погрешности, вызываемые отклонением от нормальной температуры измеряемой детали и УСКИП и разностью «х коэффициентов линейного расширения металлов, из которых оци изготовлены.
Основные составляющие погрешности измерения подчиняются аКону нормального распределения. Поэтому суммарная погреш-нОсть метода измерений
о-сум = У~о\ + o'l + • • • -f °2п'
где о"х, ^г. •••• ап — средние квадратические ошибки отдельных составляющих суммарной погрешности метода измерения. Предельная погрешность метода измерения
A limcyM = Заоум;
А Нтсум = |/А2 lirrii -f- A2 lim2 -\----f- А2 Пт„,
где A Hiri!, A lim2, ..., А Нт„ — предельные погрешности отдельных составляющих, которые обычно известны.
При сборке компоновок УСКИП, которые, как правило, используются кратковременно, ограничиваются упрощенной приближенной оценкой погрешности измерения. При этом особое внимание уделяют выявлению погрешностей измерений, которые возникают в результате неточности изготовления поверхностей базовых опор. Погрешность, вызываемую неточностью базовых опор, рассматривают с учетом относительного положения их контактирующих поверхностей и измерительных приборов в конструкции УСКИП.
При оценке точности УСКИП базовые опоры скольжения, особенно те, у которых контактирующая поверхность (поясок) притерта, практически не вызывают погрешностей измерения. Поэтому погрешность базирования в этом случае вызывается неточностью изготовления поверхностей контролируемой детали, принятых за измерительные базы. Эти погрешности независимы от конструкции УСКИП.
Погрешности измерений, вызываемые отклонениями от нормальной температуры измеряемой детали и УСКИП, в производственных условиях практически неопределимы и при оценке точности УСКИП не учитываются. Однако необходимо производить выравнивание температур. Для этого сборку УСКИП и его доставку на рабочее место нужно производить заблаговременно (за 1—it5 ч). Такой период выдержки по времени обеспечивает уравнивание температуры УСКИП с температурой контролируемой детали даже в условиях зимнего периода. Рассмотрим расчетную схему УСКИП (рис. 152) для определения погрешностей измерения, вызываемых радиальным биением обойм подшипников базовых опор.
Посредством УСКИП контролируется параллельность направ-
ющ станины. Допустим, что обоймы подшипников базовых
299
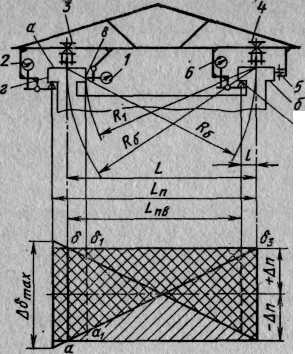
Рис. 152. Схема определения погрешностей измерения
опор имеют биение Ап = 0,005 щ •При перемещении УСКИП По направляющим а биение обоймь базовых опор 3 и 4 постоянно меняется по направлению. Могут . быть случаи совмещенного и несовмещенного биения по знаку В каждый отдельный момент в зависимости от конструкции УСКИП и расстояния контролируемых поверхностей относительно базовых опор величина погрешности совмещения направления биения обойм с одинаковым знаком корпус УСКИП изменяет свое положение параллельно поверхности а. При этом максимальное изменение положения корпуса будет при совмещении биения в вертикальном положении. Поэтому при контроле горизонтальных поверхностей б и д относительно поверхности а (индикаторы 2 и 6) максимальная погрешность Аб, вызываемая биением обойм базовых опор, будет равна удвоенной величине биения обойм: Аб = 2АП = 2 X X 0,005 = 0,01 мм.
При перемещении УСКИП несовмещенное биение обойм подшипников вызывает относительные повороты корпуса УСКИП по радиусам R6, центрами поворотов которых являются точки контакта обойм опор с поверхностями, принятыми за измерительные базы. При этом центры относительных поворотов корпуса УСКИП периодически изменяют свое положение (переходят от точки контакта опоры 3 к опоре 4 и наоборот). Относительные повороты корпуса изменяют положение индикаторов, что вызывает погрешность измерения, которая для каждого индикатора может быть разложена на две составляющие — вертикальную и горизонтальную. При этом в связи с малыми углами поворота корпуса УСКИП величина перемещения в горизонтальном положении в точках контакта опор качения 3 и 4 и в точках контакта индикаторов или их передаточных устройств ничтожно мала. Например, при #х = 1000 мм предельная погрешность при измерении поверхности индикатором /, вызываемая несовмещенным биением опор качения 3 и 4 (поворотами корпуса УСКИП) составляет приблизительно 0,00002 мм. Поэтому величину такой предельной погрешности не учитывают даже при контроле деталей повышенной точности изготовления.
Предельная погрешность Аб, вызываемая несовмещенным биением опор качения 3 и 4, при измерении горизонтальны* поверхностей, расположенных между опорами качения, опреДе' 300

дяется из зависимости подобия треугольников (рис. 152).
дк 2 AnLnB
где Ап — максимальная величина биения наружной обоймы подшипника опоры качения; LnB — расстояние между точками контакта опоры качения и измерительного стержня индикатора или передаточного устройства; L — расстояние между точками контакта базовых опор качения.
Из эпюры (см. рис. 152) видно, что предельная погрешность дб < 2АП в любой точке измерения горизонтальных поверхностей, расположенных между базовыми опорами 3 и 4. Отсюда следует, что предельная погрешность измерения на участке должна приниматься равной удвоенной величине биения обойм качения:
A<*l max = 2АП.
При измерении горизонтальных поверхностей, находящихся с внешней стороны базовых опор, предельная погрешность измерения определяется из зависимости Абшах ;= 4AnLK + 2АП, где LK = Ln—L — расстояние между точками контакта индикатора или передаточного устройства и ближней базовой опорой.
При измерении вертикальных поверхностей в обоймы качения базовых опор 3 и 4 практически не вызывают погрешностей измерения. Поэтому при анализе конструкции УСКИП на точность измерения они не учитываются. При измерении вертикальных поверхностей в предельная погрешность измерения, вызываемая опорами качения 5, определяется аналогично ранее рассмотренному способу.
При анализе конструкций УСКИП на точность измерения предельные погрешности, вызываемые неточностью изготовления базовых опор, могут быть сведены до минимума. Из рассматриваемого примера типовой конструкции УСКИП для повышения точности следует базовые опоры на подшипниках качения применять в тех случаях, когда направление биения обойм качения совпадает или действует параллельно контролируемой поверхности. Конструкции УСКИП широко универсальны. Они позволяют одновременно производить измерение многих параметров. Однако не следует одним и тем же УСКИП производить измерение поверхностей, расположенных в горизонтальном и вертикальном положениях.
Учитывая, что УСКИП по сравнению с контрольными приспособлениями специального назначения создаются за очень короткое время, в тех случаях, когда контролируемые поверхности расположены в разных положениях, лучше использовать не одно уСКИП, а два или более. Например, УСКИП, схема которого приведена на рис. 153, следует использовать для измерения вертикальных поверхностей. Горизонтальные поверхности могут быть проконтролированы с помощью стандартной индикаторной
301
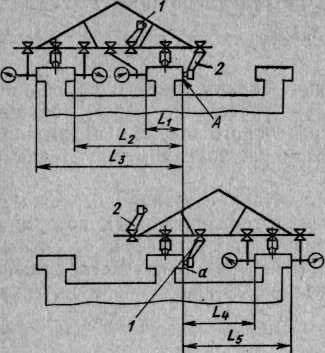
Рис. 153. Схема контроля координатным методом
стойки или малогабаритного УСКИП с использованием в его конструкции базовых опор скольжения.
При измерении с помощью УСКИП параметров крупногабаритных деталей, сборочных единиц и изделий в целом при их сборке может быть широко использован координатный метод измерений. Принцип этого метода заключается в том, что измерение ряда параметров производится от одной и той же поверхности, принятой за измерительную базу. Сохранение единства измерительных баз обеспечивает независимость погрешностей каждого измерения, что значительно повышает
точность контроля параметров. В многомерных УСКИП, предназначенных для измерения координатным методом, во многих случаях необходимо предусматривать дополнительные базовые опоры. Применение таких опор позволяет производить измерение деталей и сборочных единиц, размеры которых намного превышают габариты УСКИП координатным методом.
На рис. 153 приведена типовая схема конструкции УСКИП, предназначенного для измерения параллельности пяти направляющих станины тяжелого токарного станка. Измерение осуществляется в два этапа. В первом этапе измеряют размеры Llt L2 и Ls относительно поверхности А. УСКИП в этом случае базируют по поверхности А посредством базовых опор 2, которые после измерения поворачивают на стержнях корпуса УСКИП в верхнее положение. Во втором этапе измеряют размеры Li и L5 относительно той же базовой поверхности А, по которой УСКИП базируется посредством развернутых в нижнее положение базовых опор 1.
Исследования типовых конструкций УСКИП на точность и устойчивость показаний подтверждают, что из комплекта деталей и сборочных единиц при условии соблюдения изложенных выше рекомендаций могут быть собраны УСКИП длиной Д° 800 мм, обеспечивающие показания не ниже третьей степени точности, длиной до 1100 мм — четвертой степени точности и длиной до 1400 мм — пятой степени точности.
Г л а
в а X
УНИВЕРСАЛЬНО-СБОРНЫЕ И ПЕРЕНАЛАЖИВАЕМЫЕ
ШТАМПЫ
Холодная листовая штамповка как один из наиболее экономичных и производительных технологических процессов получила широкое распространение во всех отраслях народного хозяйства. Так, удельный вес деталей, получаемых холодной штамповкой, в общем объеме металлообработки составляет: в электромашиностроении 60—70%; приборостроении 70—75%; производстве предметов народного потребления 95—98%; автомобилестроении 60—75%; тракторостроении 30—40% [8]. Это вызвано существенными технико-экономическими преимуществами холодной листовой штамповки по сравнению с другими видами обработки металлов: возможностью получения прочных и жестких деталей и конструкций малой металлоемкости, более высокой производительностью прессового оборудования по сравнению с металлорежущим, экономичным расходом материалов и низкой себестоимостью штампуемых деталей.
Если в массовом и крупносерийном производстве основным условием рентабельности процесса штамповки является высокая производительность оборудования и штампов, то в серийном и мелкосерийном — их стоимость и степень использования. Внедрение штамповки в условиях единичного и мелкосерийного производства не получило широкого распространения вследствие высокой стоимости изготовления штампов, а также нерационального использования оборудования, так как время переналадки штампов составляет значительную часть основного времени, а иногда и превышает его. Поэтому на предприятиях с единичным и мелкосерийным производством увеличить объем штамповки можно за счет применения универсального штамповочного оборудования, а также штампов многократного применения: универсально-сборных (УСШ); универсально-переналаживаемых (УПШ); Универсально-наладочных (УНШ).
К основным преимуществам штампов многократного применения относятся обратимость и высокая универсальность оснастки, обеспечивающая возможность применения штампов при переходе На производство других изделий; быстрота и небольшая трудоемкость переналадки штампов; относительно низкая удельная стоимость, приходящаяся на штампованную деталь; более высокое Качество деталей по сравнению с подобными деталями, изго-^вленными слесарно-механической обработкой.
303

Компоновки универсально-сборных штампов собирают из ком-плекта стандартизованных и унифицированных (исключая ма-трицы и пуансоны) элементов и сборочных единиц, что требует минимальных затрат средств и времени на проектирование. Отли-чительной особенностью элементов и сборочных единиц УСЩ является их универсальность, взаимозаменяемость и высокая износостойкость.
Принцип применения УПШ [5] состоит в последовательном образовании контура детали, предварительно разбитого на элементы с помощью набора универсальных однооперационных, полуавтоматических или автоматических штампов.
В условиях мелкосерийного производства применяются четыре разновидности поэлементной штамповки: однооперацион-ная, осуществляемая с помощью набора однооперационных универсальных штампов; многооперационная, выполняемая многооперационными штампами (например, пробивка нескольких отверстий, пробивка отверстия и паза; пробивка и обрезка по радиусу и т. п.); полуавтоматическая, осуществляемая штампами-полуавтоматами; автоматическая, выполняемая штампами-автоматами и прессами-автоматами на автоматических линиях.
К элементам универсальности штампов можно отнести регулируемые упоры и направляющие; специальные устройства (масштабные линейки, нониусы и различные делительные приспособления), обеспечивающие различную фиксацию заготовки относительно рабочих частей штампа; быстросменные и комбинированные рабочие части.
Недостатками поэлементной штамповки являются относительно высокая трудоемкость, недостаточная точность штампуемых деталей и сравнительно низкий коэффициент использованияТобо-рудования по мощности.
УНШ со сменными пакетами по производительности и точности штамповки практически равноценны специальным штампам, но гораздо дешевле их. Кроме того, конструкции универсальных блоков в большей мере и частично сменные пакеты отвечают трем основным требованиям, предъявляемым к оснастке для мелкосерийного производства:
1) возможность многократного использования при смене объекта производства (обратимость оснастки);
2) высокая производительность при оснащении ее средствами механизации и автоматизации;
3) сравнительно небольшая масса, малые трудоемкость изготовления и металлоемкость.
Универсально-сборные штампы
К штампам многократного применения относятся универсально-сборные штампы. Наибольшее распространение получили конструкции УСШ, объединенные в комплекты. УСШ применяют 304
вместо специальных, универсальных и универсально-наладочных штампов со специальными пакетами, что позволяет из одних и тех же элементов каждый раз собирать новые штампы совмещенного и последовательного действия, а также однооперационные и многоручьевые штампы с разнообразным расположением режущего инструмента (в соответствии с чертежами штампуемых деталей). После выполнения операций штамповки их разбивают да составные части для монтажа штампов новой конструкции. УСШ не требуют затрат средств и времени на проектирование, так как их конструируют одновременно с монтажом непосредственно в металле из готовых взаимозаменяемых деталей и сборочных единиц.
Универсально-сборные штампы собирают из комплекта элементов и сборочных единиц, которые по своему назначению делятся на два класса: детали и сборочные единицы технологического назначения, которые непосредственно выполняют операцию штамповки; детали, имеющие сборочно-монтажное назначение.
Деталями технологического назначения являются: 1) рабочие детали, предназначенные для выполнения требуемой деформации; 2) фиксирующие детали и сборочные единицы, предназначенные для фиксации и направления заготовки или полосы в штампе (направляющие планки, упоры постоянные и временные, фиксаторы, ловители, опоры); 3) прижимные и удаляющие детали (съемники неподвижные и подвижные, выталкиватели).
Детали, имеющие сборочно-монтажное назначение, подразделяются на базовые детали (базовые плиты), служащие для монтажа на них верхней и нижней частей штампов; корпусные и держащие детали, предназначенные для фиксации и закрепления пуансонов и матриц при сборке штампов в процессе их эксплуатации; установочно-направляющие детали, предназначенные для точного центрирования верхней части штампа относительно нижней; крепежные детали.
По способу соединения элементы и сборочные единицы УСШ разделяют на две основные серии с пазами шириной 8 и 16 мм. В зависимости от габаритных размеров штампуемых деталей и прессового оборудования элементы и сборочные единицы УСШ объединены в комплекты. В настоящее время разработаны и вне-Дрены в производство комплекты УСШ с пазами шириной 8 мм (УСШ-8) и 16 мм (УСШ-16).
Техническая характеристика комплектов УСШ-8 и УСШ-16
УСШ-8 УСШ-16
Число элементов в комплекте, шт. — всего . . . 4334 2590
В том числе:
базовых.........,....... 46 20
корпусных и держащих.......... 160 224
прижимных и удаляющих........ 125 160
фиксирующих.............. 42 270
305
рабочих................. 24 560
установочных и направляющих...... 210 96
крепежных и прочих........... 3727 1260
Ширина паза, мм .......... 8 16
Шаг между пазами, мм........ 30 60
Квалитет точности изготовления элементов ................ 5—9 5—9
Закрытая высота штампов, мм .... 120—190 220—350 Предельные размеры штампуемых деталей (приведенный диаметр вырубаемых
или пробиваемых контуров), мм .... 2—130 4—220 Габаритные размеры (длинах ширинах Xтолщина) деталей (заготовок), в которых выполняются различные контуры,
мм .................150X300X3 250X320X10
Толщина материала, мм ....... 0,1—3 3—10
Квалитет точности штампуемых деталей
при вырубке-пробивке ........ 9—14 9—14
Мощность комплекта при средней оборачиваемости компоновки 8 ч, штампов в
год ................. 3890 1500
Универсально-сборные штампы с пазами шириной 8 мм применяют для штамповки тонколистовых деталей произвольной формы толщиной до 3 мм. Комплект УСШ-8 позволяет собирать штампы совмещенного, последовательного и простого действия, которые отличаются относительно небольшими габаритными размерами. Минимальные размеры компоновок (180x180 мм) и максимальные — (240x240 мм) определяются размерами базовых плит, которые входят в комплект. Конструкции штампов отличаются малым зазором между режущими элементами. Это обстоятельство обусловило точность исполнения посадочных размеров корпусных и держащих элементов, способы закрепления пуансонов и матриц, применение автономной системы направления верхней части штампа относительно нижней.
УСШ последовательного действия (рис. 154) предназначен для вырубки-пробивки деталей разнообразной формы толщиной материала 0,6—3,0 мм. Состоит он из следующих основных элементов: нижней 8 и верхней 6 базовых плит, направляющих колонок 12, установленных в нижних обоймах // и закрепленных эпоксидным компаундом ЭК-340, втулок 15, имеющих точные отверстия диаметрами 25Н6 и 22Н6, верхних обойм 16, верхней 7 и нижней 10 державок, пуансонов 3, 18, матрицы 21, съемника разборного 2, рамки 25, регулирующей ширину заготовки, направляющих планок 23, 24, регулирующих величину шага. Все детали крепят к базовым плитам пазовыми болтами 17 и фиксируют шпонками 4, 9. Сменные пуансоны 3, 18 и нож 5 закреплены армированной пластмассой АСТ-Т путем заливки в державке 7. Отличительной особенностью данной компоновки является дополнительное направление съемника 2 относительно пуансона с помощью колонок направляющих 19, втулок 20,
306
22, залитых эпоксидным компаундом ЭК-340, и фиксации матрицы 21 относительно державки 10 штифтами 13 и втулками 14.
Заготовку в виде полосы подают по направляющим планкам 23, 24 в рабочую зону штампа до упора 26, где осуществляют обрезку полосы ножом 5 при рабочем ходе ползуна пресса, шаг подачи полосы обеспечивается упором, пробивку двух отверстий осуществляют пуансонами 18, вырубку контура детали — пуансоном 3, а центрирование обеспечивают ловители 1. После выполнения операции вырубки-пробивки заготовку снимают с пуансонов пластмассовой вставкой, а отходы и штампуемая деталь идут напровал и попадают на лоток (на рисунке не показан), где происходит прочистка вручную или сжатым воздухом. Затем процесс вырубки-пробивки повторяется.
УСШ совмещенного действия (рис. 155) предназначен для вырубки-пробивки деталей произвольной формы толщиной 0,1 — 1,0 мм. Состоит он из следующих основных элементов: нижней / и верхней 7 базовых плит, верхней 8 и нижней 4 державок пря-
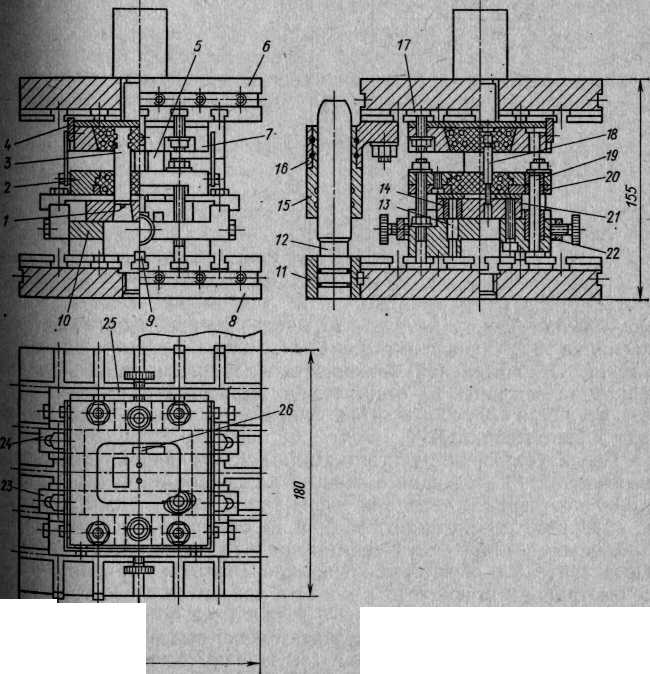
__ ^ Т > 180
![]()
Рис. 154. Универсально-сборный штамп последовательного действия
307
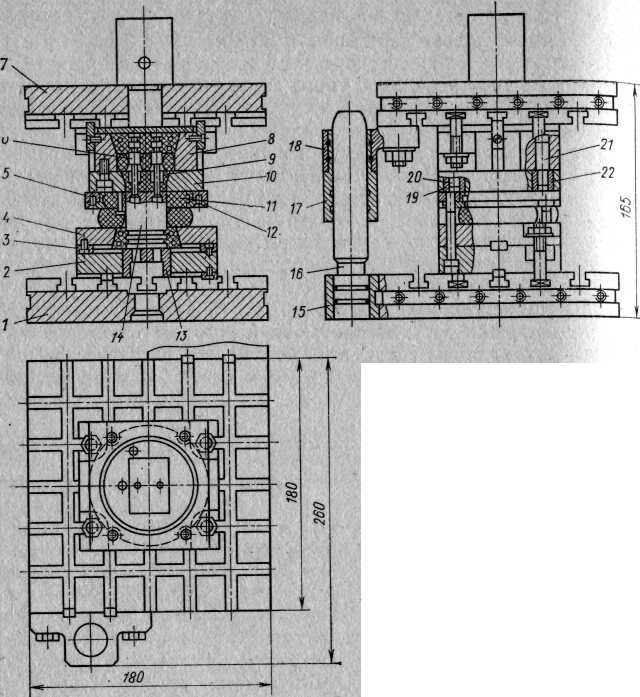
Рис. 155. Универсально-сборный штамп совмещенного действия
моугольной формы, матрицы 10, опоры 2, съемника 5, вставки съемника 12, пуансон-матрицы 14, направляющих элементов 15—18. Отличительной особенностью данного штампа является фиксация матрицы 10 относительно державки 8 штифтами 20, 21, втулками 19, 22, залитых эпоксидным компаундом ЭК-340 или пластмассой АСТ-Т.
После установки пуансон-матрицы 14 на широкоуниверсальный стакан 13 (имеющий отверстия для удаления отходов), фиксации державки 4 четырьмя шпонками 3 относительно опоры 2
и выдержки необходимого зазора по отношению к матрице
10
производят заливку пуансон-матрицы 14 пластмассой АСТ-Т-Предварительно осуществляют армирование. Для прижима пуан-сон-матрицы к стакану 13 в плите 7 находится отверстие. Затем производят заливку пуансонов 6 в такой же последовательности как и пуансон-матрицу, предварительно выдержав зазоры п отношению к пуансон-матрице 14. Заливку осуществляют чере
308
пазы державки 8, предусмотренные конструкцией (на рисунке не показаны). Далее осуществляют заливку внутренних полостей матрицы 10 и переходного вкладыша 11, соответственно получая выталкиватель 9 и съемник 12.
В комплекте УСШ-8 применяются переналаживаемые пакеты с подвижными и жесткими съемниками с плавающей матрицей. УСШ с переналаживаемым пакетом и подвижным съемником (рис. 156), предназначенный для вырубки деталей произвольной формы толщиной 0,2—1 мм, состоит из базовых плит 11, 21, верхних 7 и нижних 2 обойм, направляющих колонок 5, пуансона 10, матрицы 4, державки 12, съемника 13, резиновой прокладки 6, вставки съемника с пластмассовой заливкой 14, подвижной обоймы 1, направляющих планок 15, лотка 16, опорной плиты 19, ограждения 18. Сменный пуансон закреплен армированной пластмассой заливкой 9 или устанавливается по посадке гб в сменную втулку. Все детали крепятся к базовым плитам пазовыми болтами 20 и шпонками 8. Матрица 4 установлена в подвижной обойме / по посадке -ръ-, и ее положение зафиксировано от проворота вставкой 17 из пластмассы АСТ-Т или шпонкой. Направление подвижной обоймы / относительно опорной плиты 19 обеспечивается направляющими колонками (на рисунке не показаны), изготовленными по 5-му квалитету, запрессованными в подвижную обойму.
Штамп работает следующим образом. Заготовку подают по направляющим планкам до утопающего упора 3. При рабочем ходе ползуна пресса пуансон 10 прижимает заготовку к зеркалу матрицы 4, которая вместе с подвижной обоймой / опускается до соприкосновения с опорной плитой 19; затем осуществляется •—"~ ■ И-
; тем осуществляется необходимая деформация. При ходе ползуна пресса вверх матрица 4 освобождается от рабочей нагрузки и под действием пружин (на рисунке не показаны) Извращается в первоначальное положение. Отштампованная деталь, про-х°Дя через матрицу на
поверхность опорной пли-Ты /о F ,.
q „ > Удаляется ИЗ раОО-
ки зоны сжатым
11
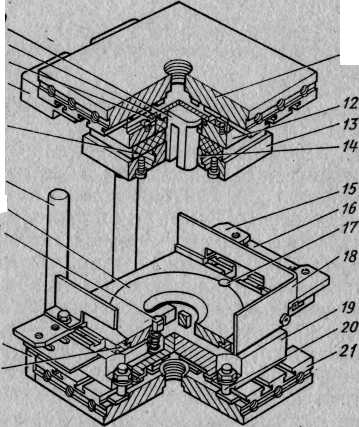
возду-
Рис. 156. Универсально-сборный штамп с пе- реналажпваемым пакетом и подвижным съем пиком
309
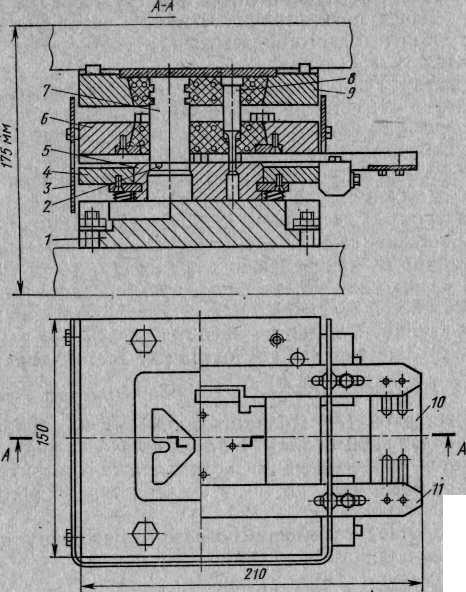
If.--
Рис. 157. Универсально-сборный штамп последовательного действия с переналаживаемым пакетом и жестким съемником
хом, универсальным автоматическим сбрасывателем или крючком.
Универсально-сборный штамп последовательного действия с переналаживаемым пакетом и жестким съемником (рис. 157) предназначен для вырубки деталей сложной конфигурации толщиной материала 0,6—3,0 мм. Отличительной особенностью компоновки является наличие составной матрицы, что позволяет применять профильное шлифование при изготовлении матриц сложного контура вместо припиливания. Компоновка состоит из следующих основных элементов: державки 9, опорной плиты 1, пуансонов 8 для пробивки трех отверстий, пуансона 7 для вырубки контура, матрицы 5, обоймы 4, съемника 6, лотка 10, ловителей 2, ограждения 3. Все детали крепятся к базовым плитам пазовыми болтами и шпонками; для регулировки планок направляющих И на необходимый размер заготовок по ширине в торце обоймы ■* предусмотрены резьбовые отверстия М8 с шагом 15 мм. Работа такого штампа не отличается от работы штампа с подвижным съемником. 310
А-А
5 6 7
10
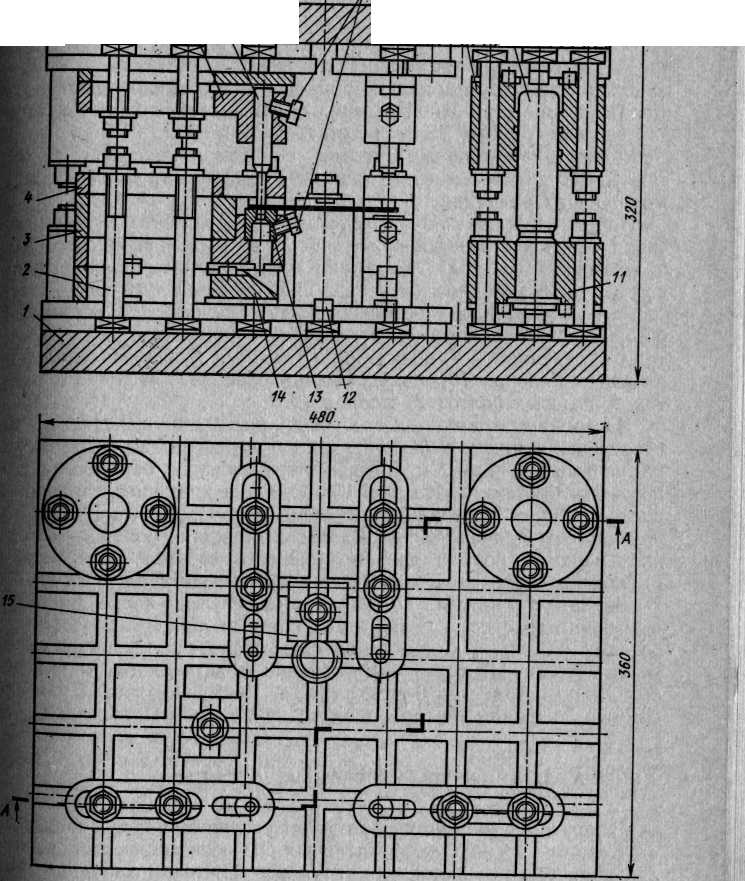
ис' 158. Универсально-сборный штамп для пробивки четырех отверстий
ЗИ
Штампы с подвижной обоймой, жестким и подвижным съемниками позволяют получать качественные детали любой толщины, при этом снижается металлоемкость матриц, упрощается их конфигурация. При замене матриц не требуется разборки штампа. Работа матриц на сжатие в результате постоянного контакта всей плоскости с гладкой поверхностью опорной плиты позволяет достичь высокой стойкости матриц. Данные конструкции штампов предназначены для получения листовых деталей в условиях не только единичного и мелкосерийного, но и серийного производства. В связи с установкой матриц в обоймы их можно изготовлять из твердых сплавов ЭКБ, а также из секций.
Универсально-сборные штампы с пазами шириной 16 мм применяют для выполнения как разделительных, так и формо-измеряющих операций.
На рис. 158 показан универсально-сборный штамп для пробивки четырех отверстий диаметром до 25 мм в плоских деталях и заготовках из стали, алюминия и других материалов толщиной до 10 мм. Минимальный шаг пробивки равен 40 мм. Штамп состоит из следующих основных частей: нижней / и верхней 5 базовых плит, нижних 14 и верхних 6 державок, сменных матриц 13, съемников 4, подкладок 3, сменных пуансонов 7, направляющих колонок 10, направляющих обойм 11, стопорных винтов 8, пазовых болтов 2, шпонок 12.
Настройку, штампа на требуемый размер производят путем перемещения нижних 14 и верхних 6 державок по Т-образным пазам базовых плит 1 и 5. Крепление державок осуществляется пазовыми болтами 2. На рис. 158 показана компоновка с задним расположением направляющих элементов. Применение автономной системы направляющих элементов нижняя обойма — колонка — верхняя обойма дает возможность собирать компоновки с произвольным расположением направляющих элементов.
Верхняя 9 и нижняя 11 обоймы имеют взаимно перпендикулярные шпоночные пазы, с помощью которых они фиксируются на базовых плитах. Их крепление осуществляется четырьмя пазовыми болтами. Направляющая колонка 10 вставляется в нижнюю обойму по посадке h6 6-го квалитета. Установку детали или заготовки в данном штампе производят по упорам 15.
Универсально-переналаживаемые штампы :
В условиях многономенклатурного мелкосерийного производства одним из наиболее эффективных способов производства деталей является их изготовление групповым методом с применением универсальной штамповой оснастки. Одним из наиболее распрО' страненных методов групповой обработки деталей является поэлементная штамповка. Главным достоинством группового метода холодной листовой штамповки по элементам является воз-
312
Цожность максимального сокращения времени, необходимого на Технологическую подготовку производства новых деталей. Jr Комплект универсально-переналаживаемых штампов с пазами шириной 8 мм (УПШ-8) состоит из 16 одновременно собираемых штампов разнообразного технологического назначения, позволяющих выполнять разделительные и формоизменяющие операции.
Техническая характеристика комплекта УПШ-8
t| Число наладок в комплекте, шт.......... 40
f.l Число одновременно собираемых штампов, шт. ... 16
|{, Число элементов в комплекте, шт. — всего .... 2170 |*| в том числе:
||' базовых.................... 40
корпусных и держащих............. 260
прижимных и удаляющих ........... 160
фиксирующих ................. 650
рабочих.................... ЮО
крепежных и прочих.............. 1600
Ширина паза, мм ................ 8
Шаг между пазами, мм.............. 60
Точность изготовления элементов комплекта, квалитет 5—9
Закрытая высота штампа, мм........... 150—180
Приведенный диаметр вырубаемых или пробиваемых
контуров, мм .................. 2—120
..■jf. Габаритные размеры изгибаемых деталей, мм:
' длина..................... 10—300
'!.[■; ширина..................... 10—200
■: высота..................... 10—140
;?■ Габаритные размеры (длинах ширинах толщина) де-!■ талей (заготовок), в которых выполняются различные
контуры, мм................... 1500Х1000Х
Х2
Диапазон весовых характеристик штампуемых деталей, кг ..................... 0,1—30
Точность штампуемых деталей, при:
вырубке-пробивке, квалитет........... Ц—14
гибке, мм ................... ±0,2—±1,0
. Штампы УПШ-8 собирают из унифицированных деталей и сборочных единиц, изготовленных из высококачественных материалов с высоким квалитетом точности. Детали и сборочные единицы комплекта УПШ-8 — максимально унифицированные с комплектами УСШ-8 и УСШ-16. Они имеют унифицированный крепеж, максимальное число одинаковых элементов общего назначения и единые присоединительные размеры. Штампы комплекта собирают на универсально-сборных переналаживаемых блоках, состоящих из базовых плит и установочно-направляющих элементов. Направляющие колонки и втулки крепят в обоймах с помощью клеевых соединений. Базовые плиты имеют Т-образные пазы с шагом 60 мм. В нижних плитах предусмотрены отверстия Для удаления отходов штампуемых деталей. В случае необходимости они могут быть закрыты переходными втулками.
Пакеты штампов фиксируют и закрепляют на блоках с помощью шпоночно-болтового соединения. В комплекте применяют
313
Таблица 44
Техническая характеристика штампов комплекта УПШ-8
Штамп
Отрезной для листового материала :
Вырезной для пазов, скосов, фасок41 ,
Отрезной для прямоугольных косынок с различными длинами сторон
Отреэвой для круглого проката -
Отрезной для углового npeteai» - •- ■•■- -
Отрезной для фасокиого
Вырезной для "вырезки полок углового проката
Вырезной для выреза полок фасонного профиля
3U
Эскиз штампуемых деталей
/ |
/ |
|
/ |
/ |
|
f |
/ |
|
|
|
|
A ,A
![]()
|
|
L- |
|
Основные размеры,
А = 0 -=- 300 5 = 0 -ь 120 S = 0,1 н- 2
Л = 0 -г- 80 5 = 0 н- 60 В = 0 -=- 60 С = 0 -=- 55 а = 0 -ь 90° S = 0,14-2
5 = 0 ч- 50 С = 0 -г- 100 D = 0 -т- 30 а = 0 н- 30° S = 0,1 -т- 2
d = 2 -i- 20 L = 25 Ч- 400
L = 30 -г- 400
Я = 20 -s- 70 Номер профиля— от 2 до 7
L = 30 -5- 1000
Я = 50 ч- 100
в = 32 -н 46
Номер профиля—
от 4 до 10
Л = 20 -J- 50 £ = 0 н- 50 S = 1,5-г- 4
Л = 20 -5- 50 £ = 0 -ь 40 S = 2-r4 Номер профиля от 5 до 10
Число
Продолжение табл. 44
Штамп
! Ж
Вырезной для вырезки пазов:
i а) прямоугольных с пря-» мыми углами
| б) прямоугольных с радиусными углами
| в) угловых с радиусом и острым углом
v Вырезной для вырезки пазов в угловоч прокате под сварку
Обрезной для обрезки концов по радиусу
(Обрезной для обрезки по \радиусу прямого угла
Обрезной для обрезки концов острых углов по радиусу
Вырезной для вырезки радиусных пазов:
|; а) под прямым углом б) под острым углом
Эскиз штампуемых деталей
, A i (А
![]()
Основные размеры,
А = 5- |
- 25 |
5 = 0- |
- 60 |
S = 0,1 |
н- 2 |
Л = 5- |
- 30 |
5 = 0- |
- 60 |
/?= 1- |
- 15 |
S = 0,1 |
-f- 2 |
5 = 0- |
- 60 |
а = 2-г |
10 |
R = 2- |
- 10 |
а = 30; 45; 60 |
|
S = 0,1 -4- 2 |
|
Я = 20 ч- 50 |
|
S = 2-т |
- 4 |
Я = 2 -=- 25 S = 0,1 -н 2
R = 2 -4- 25 S = 0,1 -н 2
Я = 2 -г- 25 S = 0,1 ч- 2 а = 30; 45°
Я = 2 -т- -20
S = 0,1 н- 2
Я = 2 -f- 25 S = 0,1 -Н 2 а = 30; 45; 60°
Число штампов
315
?■:■■:.
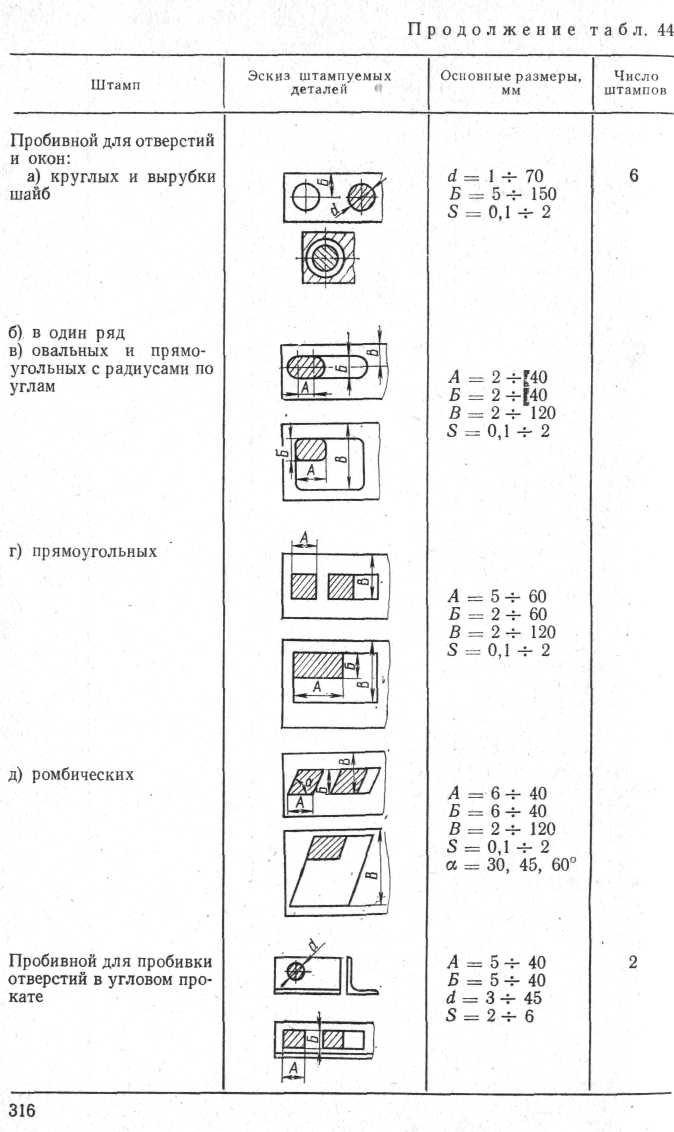
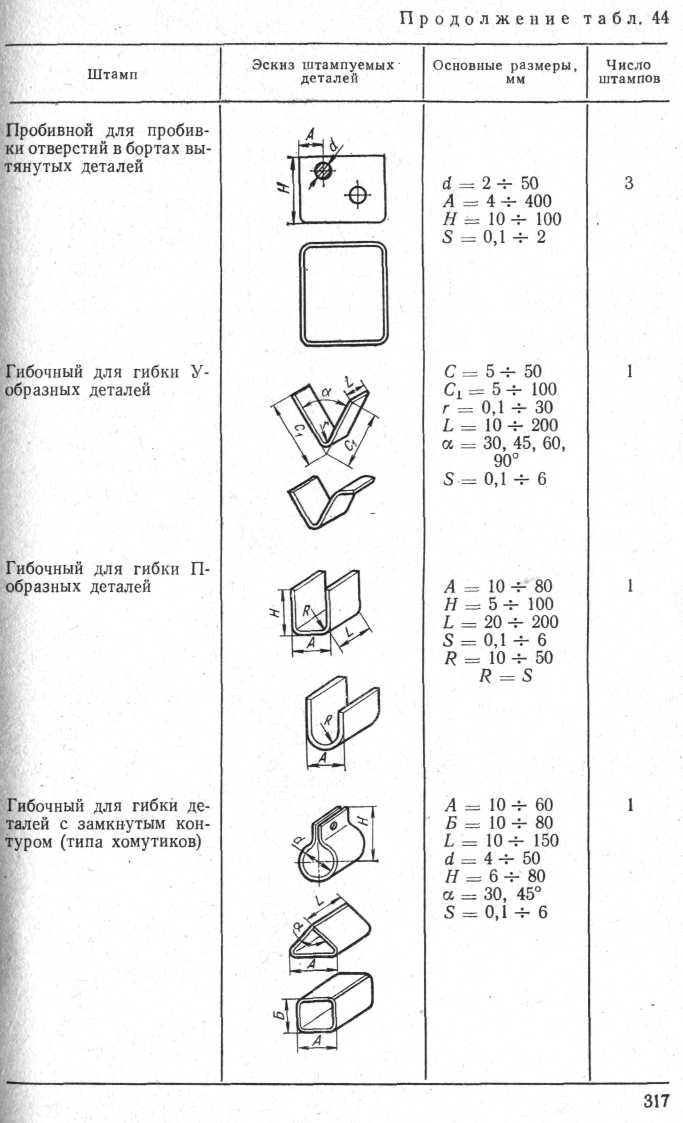
Продолжение табл. 44
Штамп
Эскиз штампуемых деталей
Основные размеры,
Число штампов
Гибочный для гибки прутков и труб
А = 2-=- 10 d = 2 -=- 20 R = 20 -н 80 Н = 50 -н 120
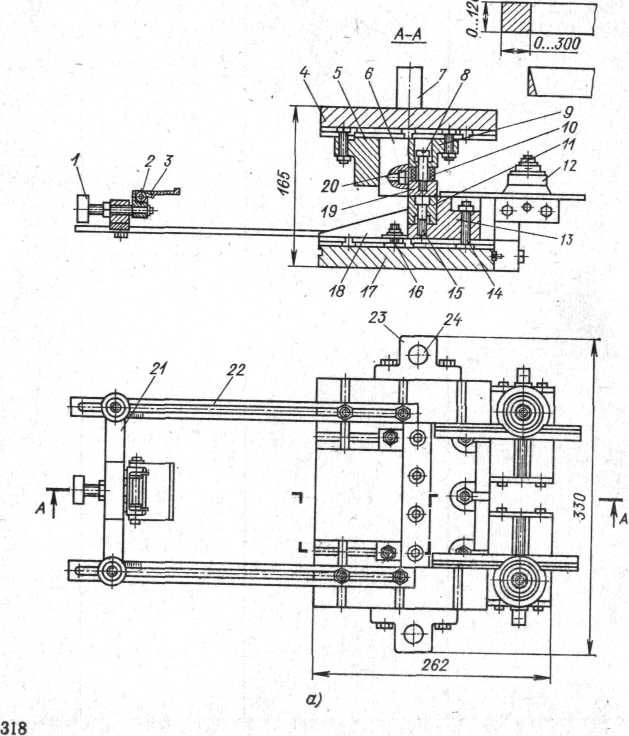
пакеты с постоянными режущими, прижимными, удаляющими элементами и быстросменными сборочными единицами, которые переналаживают в зависимости от группы штампуемых деталей.
Фиксация и направление заготовки производится направляющими линейками и поворотными лимбами, которые крепятся к торцам базовых плит. Точность установки обеспечивается но-ниусными линейками. Для получения более точных деталей имеется грубая и точная настройка направляющих линеек.
В табл. 44 приведены технические характеристики штампов комплекта УПШ-8. Примеры построения последовательности операций изготовления деталей на универсально-переналаживаемых штампах' приведены в табл. 45.
Вид Б
0...50,
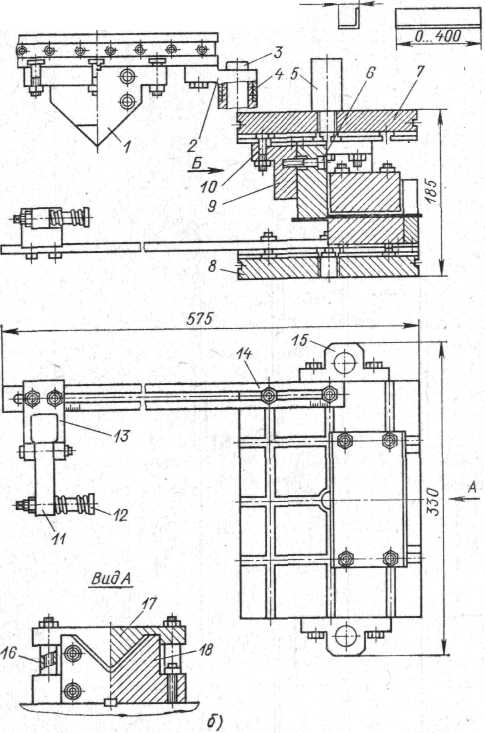
^В Рве. 159. Универсально-сборный штамп для отрезки листового (а) и углового (б) ^К прокатов > . ■;
В ' . - » 319
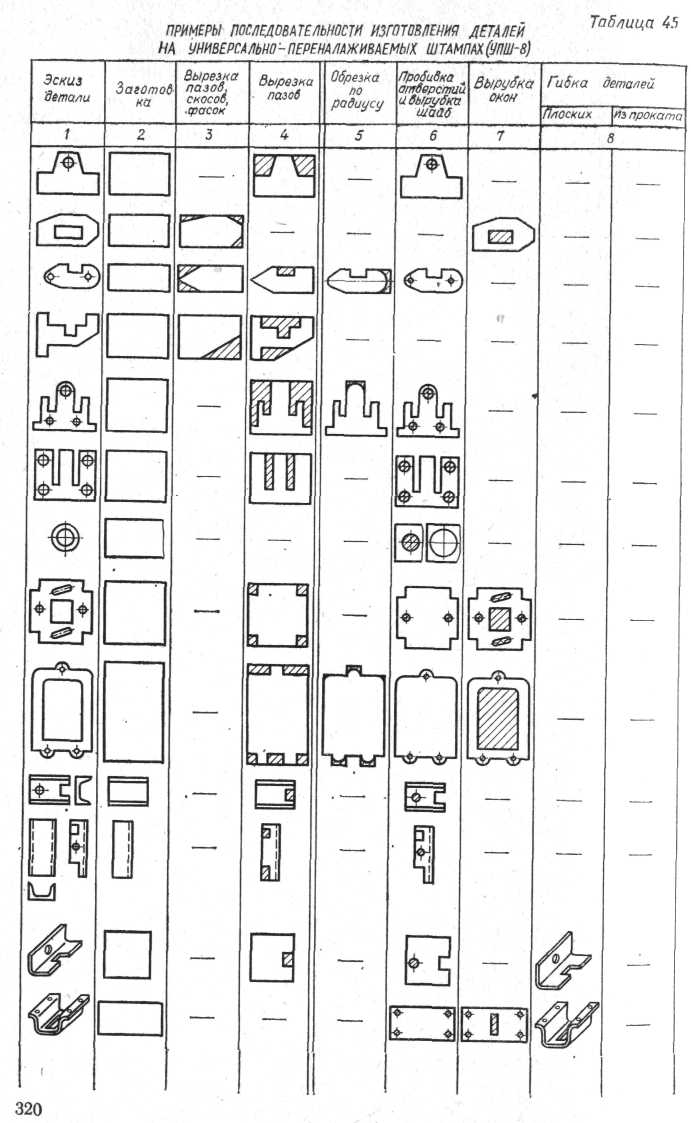

Комплект УПШ-8 позволяет собирать компоновки штампов для получения заготовок или деталей из листового, круглого или квадратного проката.
На рис. 159, а показан универсально-переналаживаемый штамп для резки листового материала длиной до 300 мм, шириной до 120 мм, толщиной до 3 мм. Верхняя 4 и нижняя 17 базовые плиты совместно с верхними обоймами, направляющими втулками (на рисунке не показаны), нижними обоймами 23, колонками 24 и хвостовиком 7 образуют блок штампа. Отрезной нож 6 крепят винтами 20 к опоре 5, которая, в свою очередь, крепится к верхней плите с помощью шпоночно-болтового соединения и в процессе резки выполняет роль противоотжима. Отрезная матрица 11 крепится винтами 15 к державке 13, которая закреплена на нижней плите пазовыми болтами 14. На линейках 22 закреплена траверса 21, на которой установлена каретка 2 с подпружиненным упором 3. Траверсу с упором можно перемещать по пазам линейки | и устанавливать любой требуемый размер. Кроме перемещения Цтраверсы, предусмотрена точная регулировка упора винтом /. ] Настройку штампа на резку полос различной ширины производят с помощью перемещения направляющих линеек универсальных направляющих стоек 12, конструкция которых рассмотрена > ниже. При резке полосы прижим 19, закрепленный на державке 9 \ винтами 8, под давлением резинового буфера 10 прижимает полосу ;.и обеспечивает качественный срез. Отрезанная полоса удаляется |'из зоны штампа по наклонному лотку 18, закрепленному на нижней плите пазовыми болтами 16.
На рис. 159, б показан УПШ для резки углового проката. Блок штампа собран из нижней 8 и верхней 7 плит, нижней 15
И Шац А. С. и др. 321
,|
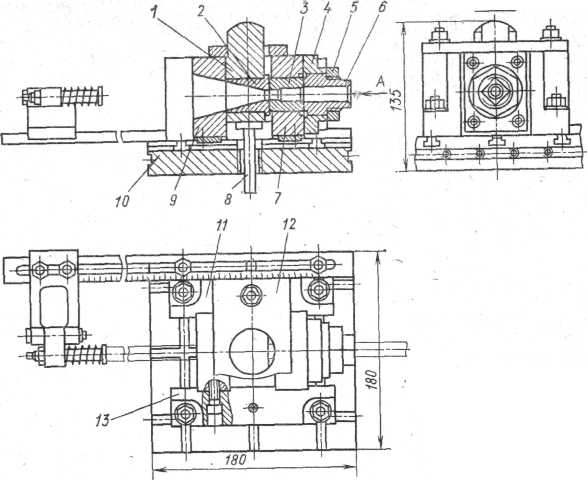
Рис. 160. Универсально- переналаживаемый штамп для отрезки круглого и квадратного проката
и верхней 2 обойм, направляющих колонок 3 и втулок 4, хвостовика 5. На нижней плите устанавливают матрицу^ 18 с ограничителем 17, который с^помощькмгереходных втулок 16 может регулировать зазор в зависимости от толщины отрезаемого профиля. Пуансон / с помощью шпоночно-болтового соединения крепят к верхней плите, а винтами^ — к противоотжиму 9, закрепленному пазовыми болтами 10 на верхней£плите. На линейке 14 закреплен кронштейн 13 с откидной планкой 11 и подпружиненным упором 12. Перемещая кронштейн по линейке, осуществляют настройку штампа на отрезку заготовок нужного размера.
На рис. 160 показан УПШ для отрезки круглого и квадратного проката. На плите 10 закреплены обоймы /7, 13, в пазах которых установлены правая 7 и левая 9 стойки, между которыми находится матрицедержатель / с подвижной матрицей 2. Матрице-держатель фиксируется планкой 12. Неподвижную матрицу 3 устанавливают в правой стойке и крепят упорной планкой 4, втулкой 6 и гайкой 5. После отрезки заготовки толкатель 8 возвращает матрицедержатель в исходное состояние. Настройку штампа на отрезку проката нужного сортамента осуществляют заменой подвижной и неподвижной матриц. Настройка штампа на отрезку заготовки нужной длины подобна настройке штампа, показанному на рис. 159, б. Отличительной особенностью данной компоновки является отсутствие в штампе верхней плиты и направляющих элементов, а также связи штампа с ползуном пресса. 322 .
На рис. 161 показан УПШ с жестким съемником для пробивки отверстий и вырезки пазов различной конфигурации.
На нижней плите 15 закреплена обойма 14, в которой устанавливается сменная матрица 12, опирающаяся на прокладку // и закрепленная винтом 8. Съемник 19 с помощью шпонки фиксируется на планке 17, закрепленной на плите болтами 18. В съемнике устанавливается сменная втулка 10 и крепится винтом. Пуансон 6 устанавливается в державку 3, опираясь на прокладку 5, и крепится винтами 4. Державку на верхней плите 2 фиксируют шпонками по пазам плиты и крепят пазовыми болтами. Направление верхней части штампа относительно нижней обеспечивается обоймами 1 и 16, колонками 9 и втулками 7. Пере-

ы |
|
^А _ |
|
|
|
---, j |
|||
|
—.— |
|
|
|
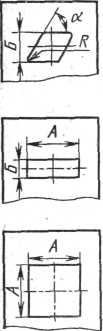
16 15 14 12 13 И 10
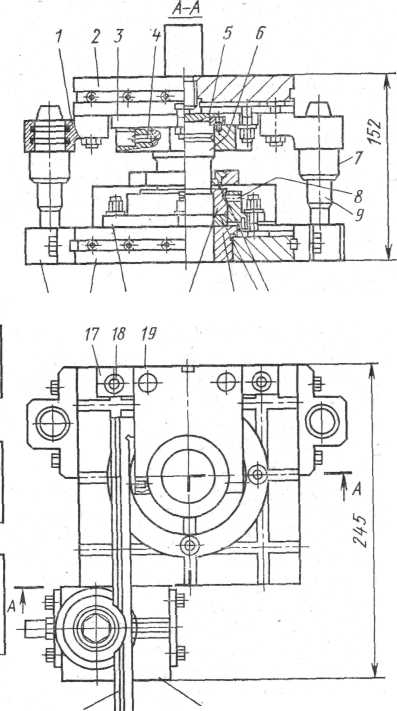

|
|
L |
У |
|
Z1 "" 20
Рис. 161. Универсально-переналаживаемый штамп для пробивки отверстий и вырезки пазов
11* . ■'■.' :. '..•'' 323
наладка штампа для пробивки отверстий или пазов другой конфигурации осуществляется заменой сменных матриц, пуансонов, втулок съемника и прокладок под матрицу. В провальное отверстие нижней плиты устанавливают переходную втулку 13, в которой имеется провальное отверстие, соответствующее по конфигурации отверстию матрицы максимальных размеров. Фиксация заготовки в штампе осуществляется по линейке 21 направляющей стойки 20. В комплект УПШ-8 входит также штамп с подвижным съемником для пробивки отверстий различной конфигурации. Штамп по конструкции подобен штампу, показанному на рис. 161. Отличительной его особенностью является наличие подвижного съемника, что позволяет обрабатывать детали толщиной до 0,1 мм, получая качественный срез.
На рис. 162 показан универсально-переналаживаемый штамп для вырезки угловых пазов. Блок штампа собран из нижней 16 и верхней 7 плит, нижней 18 и верхней 12 обойм, направляющих втулок 14 и^ колонок 3, хвостовика 9. К нижней плите болтами 5 крепят обойму 4, в которой устанавливают на прокладку / и крепят винтами 15 секции матрицы 19 и 20. Пуансон 8 устанавливают в державку 11, закрепленную на верхней плите. Пуансон крепят в державке винтами 10, а к державке винтами 6 крепят обойму съемника 23, в которой закрепляют секции съемника 21 и 22, изготовленные по форме пуансона. Съемник под давлением резинового буфера 13 при рабочем ходе ползуна пресса осуществляет прижим заготовки и обеспечивает качественный срез. Фиксацию заготовки осуществляют по направляющим линейкам стойки 17. Провальное отверстие нижней плиты закрывают переходной втулкой 2. Переналадка штампа для вырезки пазов с другими углами производят путем замены сменных секций матриц, сменного пуансона и секций съемника.
УПШ для вырезки прямоугольных пазов, а также штамп для вырезки пазов, скосов, фасок по конструкции подобны штампу, приведенному на рис. 162.
На рис. 163 показан УПШ для вырезки пазов в плоских заготовках и полок в прокате. На нижней плите 14 закреплена обойма 16, в посадочном гнезде которой закреплены секции матрицы 17—20. Пуансон 15 винтами 9 прикреплен к державке 10, которая установлена на верхней плите 5. К державке 10 винтами 6 крепят съемник 12 со вставкой 7. Направление верхней части штампа относительно нижней осуществляют с помощью нижней / и верхней 4 обойм, закрепленных на торцах нижней и верхней плит соответственно, направляющих колонок 2 и втулок 3. К ползуну пресса штамп крепят с помощью хвостовика 8. На торцах нижней плиты закреплены направляющие стойки 13 и 21, по линейкам которых устанавливается заготовка для получения паза заданного размера. При рабочем ходе ползуна пресса под давлением резинового буфера // съемник прижимает заготовку, что позволяет получить качественный срез. Для вырезки пазов в пло-
324
ских заготовках и в полках углового проката значительной толщины применяется УПШ, по конструкции подобный штампу, показанному на рис. 163. Отличительной особенностью штампа является наличие жесткого съемника, крепежные отверстия которого позволяют регулировать зазор между съемником и пуансоном. Для направления и фиксации проката в процессе обработки применяют специальный угольник.
На рис. 164 показан УПШ для обрезки по радиусу прямых и острых углов. На нижней плите / установлена и закреплена с помощью шпоночно-болтового соединения обойма 17. В обойме
Б — Б
7
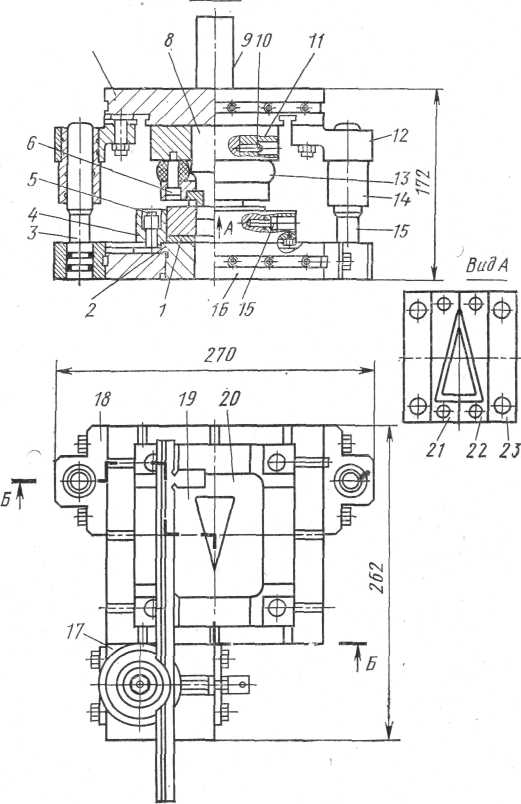
Рис. 162. Универсально-переналаживаемый штамп для вырезки угловых пазов
325
![]()
А-А
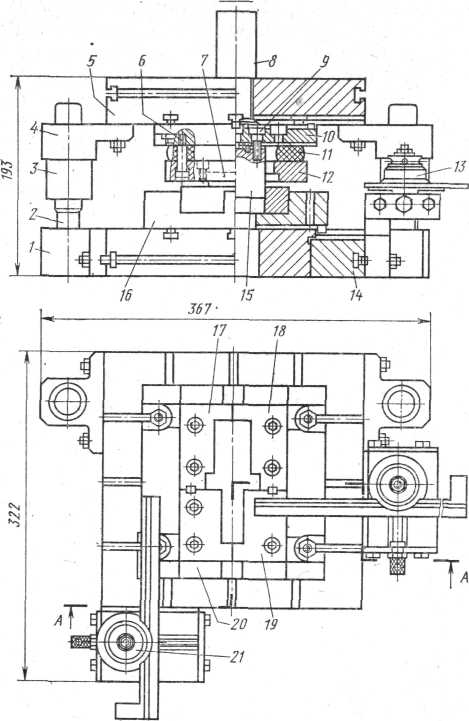
Рис. 163. Универсально-переналаживаемый штамп для вырезки пазов в плоских заготовках и полок в прокате
крепят сменную матрицу 19 и противоотжим 20, зафиксированные от продольного смещения шпонками. В провальное отверстие плиты вставлена переходная втулка 18, которая, как и обойма, имеет провальное отверстие соответствующей конфигурации. К верхней плите 6 крепят державку 7, к которой винтами 8 крепят сменный пуансон 9 и винтами 10 — съемник 12 и буфер //. Центрирование верхней части штампа относительно нижней производят обоймами 2 и 5, закрепленными на торцах плит, втулками 4 и колонками 3. Заготовку устанавливают по линейкам направляющих стоек. Направляющую стойку крепят к торцам базовой плиты. Она состоит из опоры 16, в пазе которой установлена 326
ось 14. На оси крепятся зажим 15 и лимб 13, в пазах которого устанавливается линейка 22. Лимб с линейкой может поворачиваться вокруг оси на любой угол.и фиксироваться в любом положении гайками. Ось 14 образует винтовую пару с винтом 21, который устанавливается в пазах планок 23 и 24. Таким образом, лимб с линейкой имеют возможность поворачиваться вокруг оси и перемещаться вдоль паза опоры, что позволяет настраивать штамп на обработку заготовок данного размера.
На рис. 165, а показан универсально-переналаживаемый штамп для гибки П-образных деталей. На базовой плите 15 установлены державки 13, в которых вмонтированы сменные вкладыши 5, выполняющие роль гибочной матрицы. Каждый вкладыш зафиксирован в державке четырьмя шпонками. Гибочный пуансон
А-А
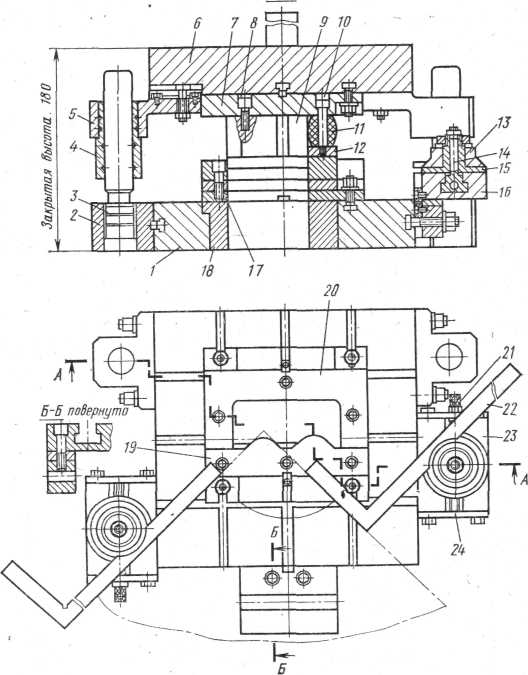
\л
Рис. 164. Универсально-переналаживаемый штамп для обрезки прямых и острых углов по радиусу
327
собирают из секций 12 и прокладок 9 и крепят винтами И к упорам 6. Упоры винтами 8 прикреплены к верхней державке 7. Секции пуансонов и прокладки связаны между собой шпонками и их можно крепить непосредственно к державке 7. Прокладки 9 изготовляют с размерным интервалом 0,2—0,5 мм, что позволяет собирать пуансоны с точностью ±0,5 мм. На торцах базовой плиты закреплен кронштейн 4 с установленной в нем втулкой 3, которая с винтом 2 образует винтовую пару. Винт соединен с державкой 13 и при вращении рукоятки 1 перемещает державку 13 на шпонках по Т-образным пазам базовой плиты. Таким образом осуществляется настройка штампа на заданный размер. В заданном положении державки закреплены пазовыми болтами и зафиксированы упорами 14, 18, выполняющими роль противоотжимов. Для закрепления верхней части штампа к ползуну пресса на державке 7 установлен хвостовик 10. Заготовку в штампе устанавливают по линейкам направляющих стоек 19, 20. Отштампо-
30°..150*
8 9
10 11
D...J


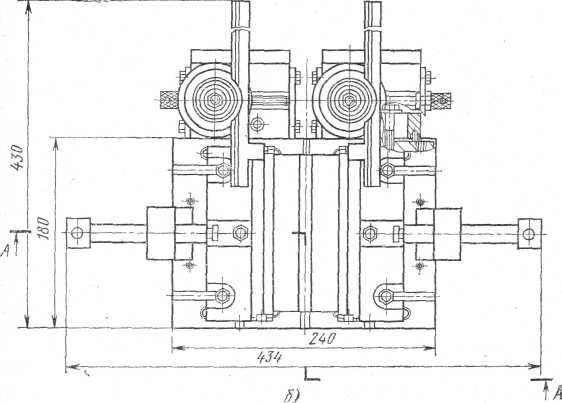
328
Рис. 165. Универсально-переналаживаемый штамп для гибки П-образных (а) и V-образных (б) деталей
ванную деталь из рабочей зоны штампа удаляет выталкиватель 16, действующих через толкатель 17 от буфера пресса.
На рис. 165, б показан универсально-переналаживаемый штамп для гибки V-образных деталей. В этом штампе полностью используется нижняя часть штампа для П-образной гибки. Составная матрица 10 для V-образной гибки установлена между вкладышами /, гибочный пуансон 2 — между самоустанавливающимися опорами 3, закрепленными планками 9 и болтами 8 на верхней державке 4. Гибочный пуансон закреплен к верхней державке специальными болтами 5. К державке 4 винтами 7 крепят хвостовик 6.. Заготовку устанавливают по линейкам направляющих
329
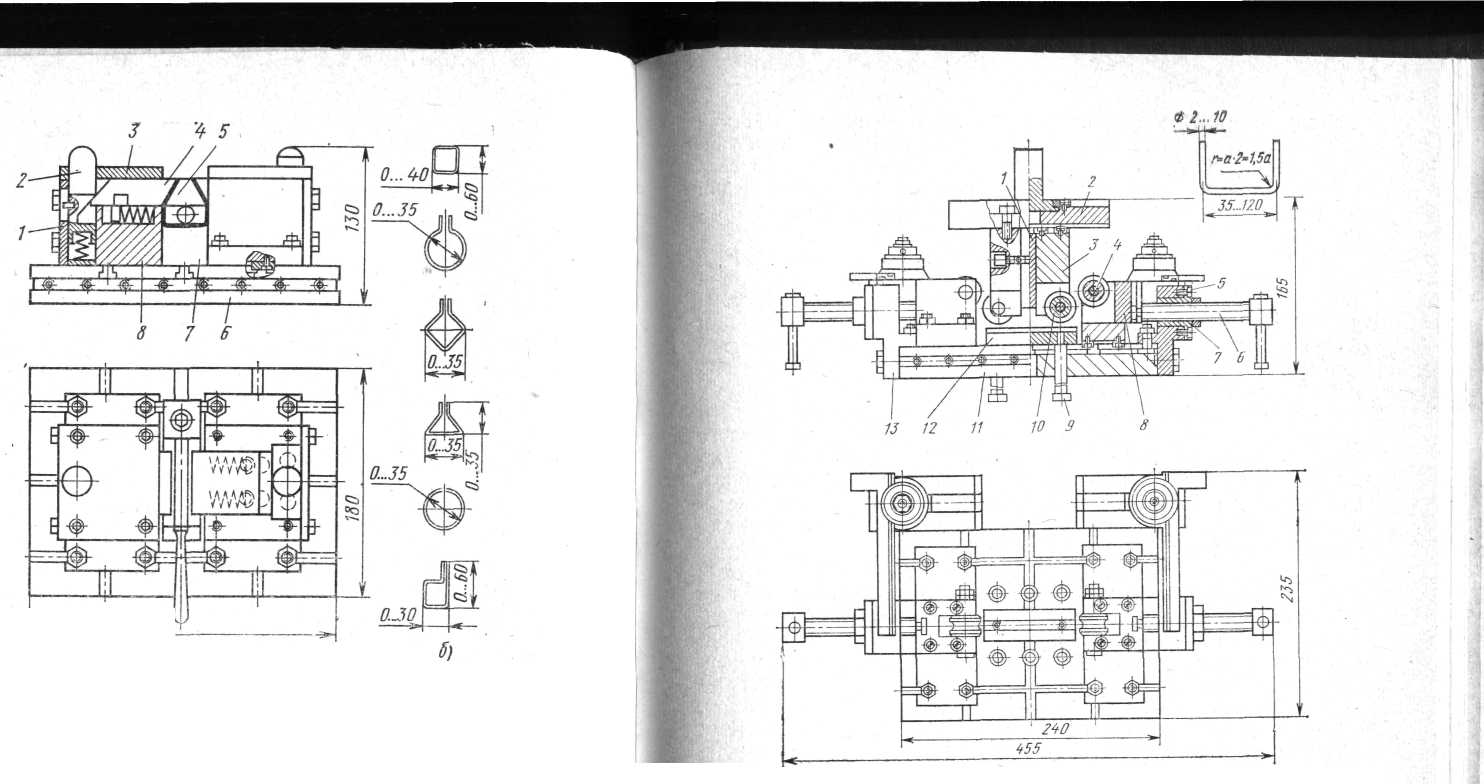
240
и')
Рис. 166. Универсально-переналаживаемый штамп для гибки по замкнутому контуру (а) и примеры штампуемых деталей (б)
стоек. Применение сменных гибочных матриц, пуансонов и стоек направляющих позволяет быстро переналадить штамп для гибки деталей различных размеров с различными углами гибки.
На рис. 166, о показан универсально-переналаживаемый штамп для гибки по замкнутому контуру. На базовой плите 6 установлены два корпуса 8, в которых расположены подпружиненные сменные гибочные пуансоны 4. Один конец этих пуансонов оформлен в виде клина и находится в постоянном контакте с подпружиненным клином 2, который фиксируется в корпусе планкой 1 и прокладкой 3. Между корпусами установлена подкладка 7 и откидная оправка 5. Корпус 8 зафиксирован на плите шпонками и закреплен пазовыми болтами. При рабочем ходе ползуна пресса заготовка сгибается пуансонами 4 вокруг оправки 5. При возвращении ползуна в крайнее верхнее положение клин и пуансоны возвращаются в исходное положение, а деталь снимается с оправки.
На рис. 167 показан универсально-переналаживаемый штамп для гибки круглого проката. На базовой плите // установлены гибочные державки 8, в которых на осях 4 расположены ролики 10. На верхней державке 2 закреплены держатели 3, между которыми установлены прокладки /. Держатели и прокладки 330 .
Рис. 167. Универсально-переналаживаемый штамп для гибки круглого проката
зафиксированы относительно друг друга шпонками и соединены винтами.
На нужный размер штамп настраивают с помощью перемещения гибочных державок 8 на шпонках по Т-образным пазам базовой плиты вращением винта 6, который соединен с державкой и образует винтовую пару с втулкой 7, закрепленной винтами 5 в корпусе 13, и выполняет роль противоотжимов при гибке. Деталь из рабочей зоны штампа удаляется выталкивателем 12, действующим через толкатели 9 от буфера пресса.
Универсально-наладочные штампы со сменными пакетами л
Одним из эффективных видов оснастки для условий мелкосерийного и серийного производства является универсальная блочно-пакетная унифицированная оснастка (универсально-нала-
331
дочные штампы). Универсальные блоки со сменными пакетами занимают промежуточное положение между специальными и универсальными штампами. Их применение позволяет в 2—3 раза уменьшить металлоемкость и в 1,5—2 раза стоимость изготовления по сравнению с металлоемкостью и стоимостью специальных штампов [21].
Универсальный блок штампов служит для установки и быстрого закрепления сменных пакетов различных габаритных размеров и технологического назначения. В нем имеются также элементы для прижима заготовки и удаления деталей. Универсальный блок в комплекте со сменными пакетами можно представить в виде штампа, составленного из двух самостоятельных частей: постоянного блока, смонтированного из постоянных или универсальных элементов (верхней и нижней плит, направляющих колонок и втулок хвостовика, буферного, выталкивающего и крепежного устройств), и сменного пакета, собранного из специальных деталей различного назначения (пуансона, матрицы, пуансон-матрицы, съемника, выталкивателя, фиксатора и др.). В отличие от специальных штампов крепление и фиксирование пакетов на блоке — быстроразъемное.
Универсальные блоки должны быть установлены на прессе стационарно, сменные пакеты должны меняться без снятия блока с пресса; конструкция блоков должна обеспечить установку сменных пакетов для вырубных, пробивных, совмещенных, комбинированных и других штамповочных операций; универсальный блок должен быть снабжен собственным встроенным буферным устройством, оснащен эффективным и надежным зажимным устройством, обеспечивающим быстрое крепление сменной групповой оснастки; в конструкции его должна быть предусмотрена возможность установки на блоке устройств для механизации процесса штамповки, а также ограждающих устройств, обеспечивающих безопасность работы. Блок должен быть рассчитан на длительную эксплуатацию и обладать достаточной прочностью.
По конструктивному исполнению блоки отличаются разновидностью плит, устройств для направления, закрепления, установки пакетов, прижима заготовки в пакетах и удаления штампуемых деталей. По способу закрепления сменных пакетов можно выделить блоки с механическим, электромагнитным, магнитным и комбинированным (магнитно-механическим) способами крепления. Конструктивно крепления сменных пакетов должны быть быстродействующими, способными быстро закреплять пакеты на блоке; универсальными, обладающими возможностью закреплять на блоке пакеты различных габаритных размеров и назначений, и компактными, не затрудняющими наладку пакета, перемещение штампуемого материала и удаление деталей.
Кроме того, сменные пакеты должны обеспечивать удобное и надежное крепление деталей в блоке. При этом необходима высокая унификация всех деталей пакета данного типоразмера, нор-332
мализация всех деталей и унификация закрытых высот, возможность механизации подачи полос и удаления отштампованных деталей. Пакетные штампы (сменные пакеты) принципиально отличаются от обычных отсутствием деталей, связывающих штамп с прессом. Эти функции в пакетном штампе выполняет универсальный блок.
Существенным недостатком существующих конструкций универсально-наладочных штампов является то, что сменные пакеты, являясь по сути специальными штампами, после изготовления данных деталей идут в металлолом. Рассмотренные ниже конструкции универсально-наладочных штампов (УНШ) лишены этого-недостатка, так как все основные детали пакета являются универсальными. Для переналадки пакета на изготовление новой детали необходимо заменить только режущий инструмент. В зависимости от габаритных размеров штампуемых деталей и прессового оборудования эти конструкции объединены в комплекты. В настоящее время разработаны комплекты УНШ-12 и УНШ-16, которые предназначены для выполнения разделительных операций в условиях предприятий с многономенклатурным мелкосерийным и серийным характером производства.
В комплект УИШ-12 входят 11 блоков различных типоразмеров и по 10 универсальных сменных пакетов к каждому блоку. Техническая характеристика комплекта УНШ-12 приведена в табл. 46.
В комплект УНШ-16 входят четыре блока различных типоразмеров и по 20 универсальных сменных пакетов к каждому блоку; из них 10 пакетов, используемых для штампов совмещенного действия, и 10 пакетов, используемых для штампов последователь-
Таблица 46
Техническая |
характеристика комплекта |
УНШ-12 |
|
|
|
Габаритные |
эазмеры, мм |
Предельные размеры штампуемой детали |
Толщина штампуемой |
Закрытая высота |
Время на |
|
|
|
|||
блока |
пакета |
(длинах ширина), мм |
детали, мм |
штампа, мм |
штампов, мин |
200X200 |
100X74 |
60X25 |
0,4—4 |
175 |
10—15 |
250X250 |
160X116 |
110X50 |
0,4—4 |
200 |
10—15 |
300X300 |
200Х 145 |
140X70 |
0,4—4 |
200 |
10—15 |
360X360 |
235X210 |
140Х 140 |
0,6—4 |
245 |
10—15 |
250X100 |
110X100 |
45X45 |
0,4-4 |
185 |
5—10 |
220X200 |
115X90 |
60X58 |
0,4—4 |
215 |
5—10 |
220X200 |
115X90 |
60X58 |
0,4—4 |
215 |
5—10 |
360X280 |
230X140 |
162x80 |
0,4—4 |
320 |
5—10 |
400X360 |
230X230 |
45X45 |
0,4—4 |
335 |
5—10 |
320X280 |
190X130 |
110X70 |
0,4—4 |
240 |
5—10 |
П р и н е ч а н и е. Точность штампуемой детали — 14-й квалитет.
333
1 ;
! Г
Таблица 4?
Техническая характеристика комплекта УНШ-16
Габаритные размеры, мм |
Предельные размеры штампуемой детали (длинаХшнри-на), мм |
Толщина штампуемой детали, мм |
Закрытая |
|
блока |
пакета |
высота штампа, мм |
||
400X400 450X500 630X800 800X800 |
250X400 270X500 320X500 500X500 |
150X220 130X350 170X350 350X350 |
0,4—5 0,4—5 0,4—5 0,4—3 |
325 340 450 |
Примечание. Точность штампуемой детали — 14-й квалитет, время на переналадку штампов 15 — 20 мин.
ного или простого действия. Техническая характеристика комплекта УНШ-16 приведена в табл. 47.
Универсально-наладочные штампы со сменными пакетами обеспечивают высокое качество штампуемых деталей, высокую производительность труда, минимальную трудоемкость наладки и переналадки штампов. Отличительной особенностью конструкции блоков универсально-наладочных штампов является наличие в верхних и нижних плитах специальных установочных штырей со шпоночными пазами. Установочные штыри в плитах заливают эпоксидным компаундом. Обоймы пакетов имеют взаимно перпендикулярные шпоночные пазы, выполненные по 7-му квалитету. При заливке установочных штырей в плитах блока эпоксидным компаундом их в сборе со шпонками выставляют по шпоночным пазам обоймы пакета или приспособления, и в собранном виде происходит процесс полимеризации эпоксидного компаунда. Так как все пакеты данного типоразмера имеют идентичные шпоночные пазы, то любой сменный пакет при установке в блоке будет надежно зафиксирован. Такой способ фиксирования пакетов отличается высокой точностью, надежностью, высокой технологичностью и незначительной трудоемкостью. Пакеты в блоке крепят с помощью механических прихватов. Направляющие колонки и втулки в блоках универсально-наладочных штампов крепят эпоксидным компаундом, что исключает координатную расточку установочных отверстий и слесарно-доводочные работы при сборке блоков и обеспечивает высокую точность блоков.
На рис. 168, а показана компоновка универсально-наладочного штампа последовательного действия. На универсальном блоке, состоящем из нижней / и верхней 10 плит с установочными штырями 9 и 23, закрепленными эпоксидным компаундом соответственно в нижней и верхней плитах, направляющих колонок 5, втулок 7, прихватов 20, хвостовика 12, установлен сменный пакет. Сменный пакет собран из опоры 21, матрицы 18, колонок 16, втулок 15, 19, съемника 4, направляющих планок 3, лотка 2, 334

Рис. 168
ITBHU
Компоновка УНШ-12 последовательного (а) и совмещенного (б) дек»
335
; „ч л ■. ■
Ill
подкладок //, 17, пуансонодержателя 8, пуансонов 6, 14, шагового ножа 13.
Опора 21 и пуансонодержатель 8 по опорной поверхности имеют взаимно перпендикулярные шпоночные пазы и фиксируются в блоке по шпонкам 22 установочных штырей. Матрицу крепят к опоре винтами и фиксируют колонками 16 и втулками 19. Втулки 15, 19 крепятся эпоксидным компаундом и позволяют фиксировать взаимное расположение опоры, матрицы, пуансонодержателя и съемника. Пуансоны и шаговый нож крепят в пуан-сонодержателе пластмассой АСТ-Т. Каркас универсального съемника собирают из съемника 4 и подкладки 17 с помощью винтов и заливают пластмассой АСТ-Т по контуру пуансонов и шагового ножа. Для направления полосы применяют регулируемые направляющие планки 3.
В данной компоновке могут обрабатываться детали произвольной формы размерами до 140x70x4 мм. Компоновка может быть использована как однооперационный штамп или штамп последовательного действия.
На рис. 168, б показана компоновка УНШ совмещенного действия. На блоке, собранном из нижней / и верхней 17 плит с установочными штырями //, 15 и 28, направляющих колонок 22 и втулок 19, прихватов 2, хвостовика 14, установлен пакет совмещенного действия. Пакет состоит из нижней 3 и верхней 18 обойм, нижней 26 и верхней 16 подкладок, пуансон-матрицы 25, матрицы 21, пуансона 9, фиксаторов 8, втулок 4 и 7, буфера 5. Пуансон-матрица и пуансон крепятся в нижней и верхней обоймах пластмассой АСТ-Т. Нижнюю и верхнюю обоймы фиксируют в блоке шпонками 27 и крепят прихватами 2. Для съема полосы с пуансон-матрицы применяют универсальный съемник и поли-уретановый буфер. Съемник собирают из рамки 23 и подкладки 24, скрепляемых винтами. Плиту съемника заливают пластмассой АСТ-Т по контуру пуансон-матрицы. Матрицу фиксируют в верхней обойме фиксаторами 8, выполняющими роль штифтов. Применение втулок 4 и 7 позволяет при смене штампуемой детали устанавливать технологические колонки и производить переналадку пакета без установки его в блок.
Деталь из зоны обрезной матрицы удаляется выталкивателем 20, выполненным из пластмассы АСТ-Т, посредством толкателя 13, срабатывающего от траверсы пресса, фланца 12, толкателей 10. Фиксацию и направление полосы осуществляют по упорам 6. Сменный пакет не имеет стационарных направляющих колонок, и направление верхней части штампа относительно нижней осуществляется направляющими колонками и втулками блока. Такое конструктивное решение пакета в сочетании с блоком с задним расположением направляющих элементов значительно расширяет технологические возможности компоновки, позволяет производить штамповку с переворотом полосы или выполнять пробивку различных отверстий в заготовках. Компо-
336
12 3 4 5
6 7 3 9 10 11 18
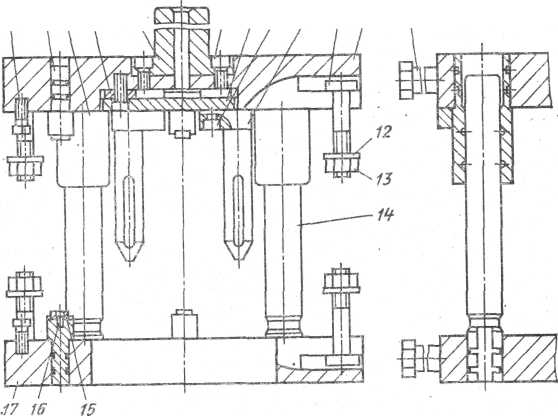
•Рис. 169. Блок УНШ-16 •■ ■ . ' . •
новка позволяет обрабатывать детали габаритными размерами до 60x60x4 мм.
На рис. 169 показан универсальный блок комплекта УНШ-16. Блок состоит из следующих основных частей: нижней 17 и верхней 11 плит, направляющих втулок 3 и колонок 14, хвостовика 5, закрепленного винтами 6. Устанавливаемый в блоке пакет фиксируют по шпонкам 15, закрепленным винтами 16 в пазах установочных штырей 2. Установочные штыри закрепляют в отверстиях нижней и верхней плит с помощью эпоксидного компаунда. Для крепления пакета служат болты 10 с гайками 13 и шайбами 12. Болты устанавливают в пазы плит. Для прижима штампуемой полосы к направляющим планкам в пакетах последовательного действия на верхней плите блока установлены и закреплены винтами 8 два клиновых прижима 9. Блок позволяет устанавливать пакеты последовательного или совмещенного действия. Подкладки под пакеты крепят к плитам блока болтами 1. В верхней плите выполнена выборка для установки траверсы выталкивателя, которую используют для удаления детали из зоны обрезной матрицы пакета совмещенного действия. В этом случае в блоке также устанавливают лотковый съемник (на рисунке не показан) для удаления деталей. При установке пакета последовательного действия выборка закрывается прокладкой 7, расположенной на подкладных шайбах 4. Направляющие колонки 14 и втулки 3 крепят в плитах блока эпоксидным компаундом. Для транспортировки блока служат транспортные штыри 18.
337
i !'
Таблица 49
Материалы и стали, рекомендуемые для изготовления деталей универсально-наладочных штампов
Деталь
Плита блоков.....
Направляющая втулка и
колонка .......
Державка, обойма . . .
Подкладка под пуансоны
Съемник .......
Направляющая планка,
прижим........
Упор.........
Ловитель, фиксатор . .
Буфера........
Установочная колонка
Штифт........
Винт.........
Штифт установочный
Материал
Сталь 45
38ХМЮА 12ХНЗА
Сталь 45 Сталь 45
Сталь 45 Сталь 45
У8А
Полиуретан Сталь 20
У8А Сталь 45
Сталь 45
Твердость HRC
38—42
62—68 58-62
38-42 38—42
38—42 38—42 50—54
58—62 50—54
40—45
Термообработка
Закалка
Азотирование
Цементация,
закалка
Закалка
Цементация, закалка Закалка Калить головку до
HRC 40—45 Закалка
Матери ал -заменитель
Сталь 20
20Х Сталь 45
Сталь 45 Сталь 25, 40
Сталь 40
Ст5
У8, У7 Резина
У8, У7А 40 X
Ст5
сокой твердостью в состоянии поставки, что затрудняет их механическую и слесарную обработку.
Материалы, рекомендуемые для изготовления матриц и пуансонов, приведены в табл. 50.
Таблица 50 Материалы, рекомендуемые для изготовления матриц и пуансонов
Мате - |
Предельная рабочая |
Допускаемое |
Рекомендации по применению |
Материал- |
риал |
твердость HRC |
удельное давление, МП а |
материала |
замеплтель |
У8А |
560—600 |
1600—1800 |
Пуансоны и матрицы разде- |
У8, У10, |
У10А |
|
|
лительных штампов, рабо- |
ШХ15 |
|
|
|
тающих в нормальных усло- |
|
|
|
|
виях при штамповке деталей |
|
|
|
|
простой формы |
|
Х12М |
580—620 |
1800—2300 |
Пуансоны и матрицы разде- |
Х12, 5ХВ2С |
|
|
|
лительных штампов, работа- |
|
|
|
|
ющих в тяжелых условиях |
|
|
|
|
при штамповке деталей |
|
|
|
|
сложной формы. Секции ги- |
|
|
|
|
бочных пуансонов, вклады- |
|
|
|
|
ши для гибки |
|
340
■■Г Точность изготовления штампов многократного применения обусловливается следующими основными факторами: точностью штампуемых деталей; суммарной погрешностью в результате сборки нескольких элементов штампов, которая не должна превышать погрешности изготовления подобных специальных штампов; взаимозаменяемостью элементов штампов многократного применения.
Точность изготовления пуансонов и матриц для вырубки-пробивки зависит от точности штампуемых деталей.
Квалитет точности: ,
штампуемых деталей..... 6—7 8—9 11 12—13 14
изготовления матриц и пуансонов . . ........... 5—6 5—6 6—7 8—9 12
Точность изготовления направляющих колонок и втулок зависит от толщины штампуемого материала. При штамповке деталей толщиной 6—10 мм в штампах комплекта УСШ-16 направят ляющие колонки и втулки выполняются по посадке -гё-', при
толщине до 1 мм — по посадке —г?-. Направляющие колонки и
Но
втулки, входящие в комплекты УСШ-8, УПШ-8 и УНШ-12, выполнены по 5—6-му квалитету, что позволяет собирать штампы для штамповки деталей с минимальной толщиной 0,1 мм. Если детали, обычных специальных штампов выполняются по 8—14-му квалитету с учетом последующей подгонки их при окончательной сборке, то при сборке штампов многократного применения такая доработка полностью исключается. Поэтому элементы универсально-сборных, универсально-переналаживаемых и универсально-наладочных штампов изготовляют с повышенной точностью.
Основные линейные размеры базовых и подкладных плит, корпусных и держащих элементов, опор, обойм, секций пуансонов, выталкивателей и прижимов изготовляют по 6—7-му квалитету. Отклонения от параллельности и перпендикулярности базовых поверхностей допускаются в пределах 0,01 мм на длине 100 мм. Т-образные и шпоночные пазы выполняются с учетом следующих требований: отклонение от перпендикулярности осей пазов должно быть не более 0,01 мм на длине 200 мм; отклонение от соосности пазов — не более 0,01 мм; допуск на шаг между пазами выбирают по 7-му квалитету. Шпоночный паз на всех деталях выполняют по 7-му квалитету. Переходные кольца, . вставки, опорные кольца сопрягаются с державками по посадке -Т7-. Отклонение от параллельности рабочих поверхностей
державок, прокладок, подкладок, вставок, опорных колец должно не превышать 0,01 мм на длине 100 мм. Отклонение от перпендикулярности осей посадочных отверстий 6—7-го квалитетов в корпусных и держащих деталях — 0,01 мм на длине 100 мм.
341
1 I ■'
■; .a
В связи с тем, что во всех рассматриваемых конструкциях штампов направляющие колонки и втулки вклеивают в обоймы или плиты блоков, появляется возможность собирать блоки выше 7-го квалитета.
Шероховатость поверхности деталей штампов. Для работоспособности штампов большое значение имеет шероховатость поверхности деталей штампов. От шероховатости поверхностей деталей штампов зависит не только качество сборки штампов, стойкость и срок службы как отдельных деталей и сборочных единиц, так и конструкций в целом, но также и точность штамповки. Параметры шероховатости поверхностей назначают рационально с учетом следующего: шероховатость поверхностей и точность обработки взаимосвязаны: чем выше точность обработки, тем ниже шероховатость поверхности; конструктивно-эксплуатационная связь шероховатости и точности соединения определяются износом сопрягаемых поверхностей при их относительном перемещении; высокая чистота поверхности уменьшает коррозию деталей и, следовательно, повышает их долговечность.
Параметры шероховатости основных поверхностей деталей штампов многократного применения следующие:
Характеристики поверхностей Параметры
детален шероховато-
сти, мкм
Поверхности деталей, соединяемых склеиванием эпоксидными клеями (отверстия плит, обойм, посадочные поверхности направляющих колонок и втулок и т. д.), поверхности деталей, соединяемых заливкой самотвердеющими пластмассами. Нерабочие поверхности деталей, не соприкасающиеся со штампуемой деталью и с поверхностями других деталей (стержни винтов, отверстия под них, провальные
отверстия в матрицах и т. д.) ................ Rz80
Опорные поверхности, к которым не предъявляются жесткие требования (опорные поверхности винтов, хвостовиков, болтов, специальных гаек и т. д.)....................... Rz2Q
Опорные поверхности под заплечики матриц и пуансонов, отверстия
под пуансоны в пуансонодержателях............. Ra2,5
Поверхности деталей круглой формы, выполненные по 5—7-му ква-литету, неподвижно соединяемые друг с другом, опорные поверхности и посадочные места съемников, посадочные поверхности переходных и опорных колец и втулок, поверхности направляющих планок, упоров, фиксаторов и т. д................ Ral,25
Рабочие поверхности матриц и пуансонов, опорные и сопрягаемые поверхности плит, торцовые поверхности верхней и нижней обойм универсально-сборочных штампов, поверхности Т-образных и шпоночных пазов, поверхности подвижных соединений, выполненных по 6—7-му квалитету..................... Ra0fi3
Использование пластмасс в конструкциях штампов многократного применения
В штампах широко используют самотвердеющие акриловые пластмассы для закрепления пуансонов и пуансон-матриц в державках, изготовления съемников, выталкивателей и других дета-
342 .
лей. Направляющие колонки и втулки в обоймах и плитах блоков закрепляют с помощью клеевых соединений. В качестве клея используют эпоксидные смолы. Использование пластмасс упрощает и удешевляет изготовление штампов за счет снижения объема механических, координатно-расточных и слесарно-доводочных работ.
Применение эпоксидных смол для закрепления направляющих колонок и втулок. В качестве клеевого материала для закрепления направляющих колонок и втулок применяют эпоксидные компаунды с содержанием компонентов: эпоксидная смола ЭД-20 — 100 частей; полиэтиленполиамин ПЭПА — 10 частей: дибутил-фталат — 10 частей.
Эпоксидные компаунды можно применять как с наполнителями до 50 частей по массе (цемент марки 500 ГОСТ 969—66, мелкомолотый кварц, алюминиевая пудра и т. д.) так и без них. Эпоксидные смолы обладают хорошей адгезией к углеродистой стали, малой усадкой при полимеризации и хорошей совместимостью с целым рядом материалов, используемых в качестве наполнителя.
Для установления оптимального варианта обработки склеиваемых поверхностей были проведены экспериментальные исследования большого числа сборочных единиц соединения направляющей колонки с плитой. Для этой цели были изготовлены различные образцы колонок и плит: гладкие, с различной шероховатостью поверхности, гладкие с двумя проточками, с накаткой, со спиральной канавкой. Отверстия в плитах выполняли диаметром 20, 24, 28 мм. Исследовали плиты толщиной 25 и 40 мм. Зазоры между колонкой и плитой задавали равными 0,05; 0,1; 0,15; 0,20; 0,25; 0,30; 0,35; 0,4; 0,5; 0,6; 0,7; 0,85; 1,0 мм.
Температура среды при составлении компаунда 20—25 °С, что соответствует температуре механосборочного цеха. Для обеспечения надежной адгезии клея со склеиваемыми поверхностями ; производили их подготовку тремя способами: 1) протирка тканью, смоченной ацетоном; 2) протирка тканью, смоченной ацетоном с последующей протиркой спиртом; 3) протирка тканью, смоченной ацетоном с последующим вымачиванием в соляной кислоте (25—40%) в течение 2—4 мин при комнатной температуре и промыванием струей дистиллированной воды. Как показали результаты проведенных исследований, все три способа достаточно надежно обеспечивают обезжиривание поверхности. Для заводских условий рекомендуется первый способ, как наиболее простой и наименее трудоемкий.
Эпоксидный компаунд наносят на подготовленные к склеиванию поверхности кистью, после чего колонку вставляют в отверстие и для получения равномерного покрытия клеевым материалом соединяемых поверхностей вращают колонку до тех пор, пока клеевой материал не выступает на торцовых участках. В других случаях клей заливают в отверстие плиты, и при опускании
■. .. ' •.,.;,■-. ,...■.: . , . ■ 343
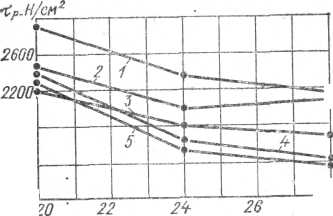
1600
1400 ■1000
колонки он выжимается на поверхность. Оба способа склеивания дали практически одинаковые результаты. После склей-! вания образца его выдерживали определенное время до окончания процесса полимеризации. Прочность на срез эпоксид-__ ного компаунда, выдержанного
Ими
при комнатной температуре,
Рис. 170. Зависимость разрушающего напряжения тр от диаметра колонки D:
I — при 6 = 0,25 мм; 2 — при б = 0.3 мм; 3 — при 6 = 0,35 мм; 4 — при 6 = 0.2 мм; 5 — при 6 = 0,3 мм
возрастает в течение нескольких суток, а затем несколько снижается. Как показали проведенные эксперименты, максимальная прочность достигается на 8—9-е сутки, а затем несколько снижается в течение 10—12 суток, в дальнейшем оставаясь практически без изменения [3].
Испытания проводили методом продавливания образцов на испытательных машинах УММ-10, УММ-50, УЕВ при медленно возрастающей нагрузке. Критерием прочности принималось зна-
чение разрушающего напряжения сдвига: тр = —^- , где Рр —
разрушающая нагрузка, Н; F — площадь поверхности клеевого слоя, см2. Прочность соединения характеризует не только разрушающие нагрузки, но и разрушающие напряжения.
На рис. 170 показана зависимость разрушающих напряжений сдвига от диаметра колонок при толщине плиты Н — 25 мм (кривые 1—3) и Н = 40 мм (кривые 4, 5). Кривые построены для колонки, имеющей две круговые канавки и гладкую поверхность отверстия.
При исследовании прочности соединения с постоянными толщиной клеевого слоя б, толщиной плиты Н и переменными диаметрами колонки и отверстиями под нее выявлена следующая зависимость: значения разрушающих напряжений уменьшаются по мере увеличения диаметра колонки.
На рис. 171 приведены результаты испытаний зависимости разрушающих напряжений от толщины плиты при постоянных толщине клеевого слоя и диаметре колонки. При увеличении толщины плиты разрушающие напряжения уменьшаются.
Рис. 171. Зависимость разрушающего напряжения тр от толщины плиты Н:
1 — при 6 = 0,30 мм; D = 20 мм; 2 — при й = 0,35 мм; D =■■ 24 мм; 3 — при 6 = -- 0,10 мм; D = 28 мм; 4 — пр'и 5 = = 0,20 мм; D -- 24 мм
344
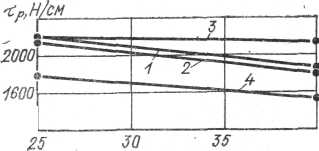
1гоо\
Н,мн
Рис. 172. Зависимость разрушающего напряжения Тр от толщины клеевого слоя б:
/ — при D = 20 мм; Я — 25 мм; 2 — при D = = 24 мм; Я = 25 мм, 3 — при D = 28 мм; И = = 25 мм; 4 — при D = = 20 мм; Н = 40 мм; 5 — при D = 24 мм; Н — 40 мм
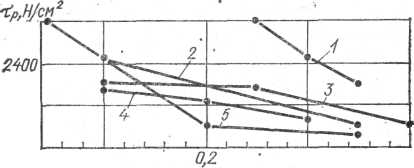
2000
0,1
О,}
8,мм
На рис. 172 приведены результаты испытаний зависимости разрушающего напряжения от толщины клеевого слоя б при постоянных диаметре колонки и толщине плиты.
Прочность клеевого соединения типа колонка—плита или втулка—плита возрастает по мере уменьшения толщины клеевого слоя. При данном испытании были использованы колонки с двумя круговыми проточками и с отверстием плиты без проточек.
Ранее приведенные кривые (см. рис. 170, 171);также подтверждают вывод о влиянии толщины клеевого слоя на прочность соединения. Наибольшее разрушающее напряжение показали соединения с наименьшей толщиной клеевого слоя (см. рис. 170). То же относится и к кривым на рис. 171, поскольку они построены для соединения элементов различных диаметров и толщин.
На рис. 173 показана зависимость разрушающего напряжения от отношения радиуса колонки R к толщине клеевого слоя б. Переменной величиной являлась толщина клеевого слоя, постоянной — радиус колонки. Из полученных результатов следует, что при прочих равных условиях, с увеличением отношения радиуса колонки к толщине клеевого слоя прочность соединения возрастает.
Для выявления влияния шероховатости склеиваемых поверхностей на прочность соединения были исследованы семь различных комбинаций состояния поверхностей: обе поверхности с винтовыми канавками; обе поверхности с двумя проточками R = = 1 мм на глубину 0,5 мм; поверхность отверстия гладкая, поверхность колонки с двумя проточками; обе поверхности гладкие;
2000
1000
у\ |
|
|
, - |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
го
50
100
150
200
R/&
Рис. 173. Зависимость разрушающего напряжения тр от отношения R/8:
1 — при R = 10 мм; Я = 25 мм; 2 — при R = 12 мм; Н = 25 мм; 3 — при R = = 14 мм; Н = 25 мм; 4 — при R = 10 мм; Я = 40 мм; 5 — R = 12 мм; Я = 40 мм; 6 — R = 14 мм; Я = 40 мм
345
!
<P.H/CMZ
■200
![]()
100
![]()
![]()
Рис. 174. Сравнительная прочность клеевого соединения элементов в зависимости от состояния склеивания поверхностей
поверхность отверстия гладкая, а поверхность колонки с продольной накаткой; поверхность отверстия с продольными канавками, поверхность колонки с винтовыми канавками; обе поверхности с продольными канавками. Сравнительные результаты экспериментов представлены на рис. 174.
t^l Полученные результаты показывают, что прочность клеевого соединения типа колонка—плита или втулка—плита при прочих равных условиях уменьшается по мере возрастания толщины клеевого слоя, размеров соединяемых деталей, а также уменьшения степени шероховатости соединяемых поверхностей. Обработка полученных результатов позволила определить эмпирическую зависимость для определения оптимальной толщины клеевого слоя:
б = 0,03 VR,
где R — радиус колонки, мм.
Кроме того, как показали результаты экспериментов и опыт эксплуатации штампов, сборочные единицы с соединением направляющих элементов эпоксидным компаундом надежно работают при толщине клеевого слоя б < 0,7 мм, при шероховатости поверхности Rг = 40 мкм и выше.
Для крепления направляющих колонок и втулок эпоксидным компаундом в блоках штампов необходимо (рис. 175) обезжирить заливаемые поверхности направляющих колонок /, втулок 5, отверстия под направляющие колонки и втулки в нижней 2 и верхней 6 плитах, рабочие поверхности направляющих колонок и втулок смазывать индустриальным маслом И12А с добавлением графита ПБА 8295—73; на контрольную плиту, установленную по уровню и изолированную промасленной калькой, установить нижнюю плиту 2; установить призмы 7 на нижнюю плиту; нанести слой эпоксидного компаунда в места заливки нижней и верхней плит, направляющих колонок и втулок; установить на-
346
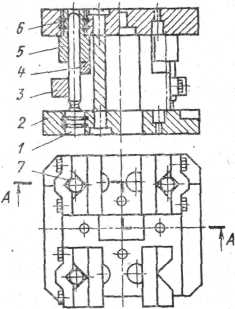
правляющие колонки в отверстия ниж- . а-а ней плиты и закрепить их в призмах планками 3; проверить отклонения от перпендикулярности колонок; надеть втулки на колонки и установить на призмы верхнюю плиту; установить планки 4 под направляющие втулки до полного захода втулок в верхнюю плиту, герметизировать слоем марли и пластилина стык втулок с плитой; индикаторами часового типа с точностью до 0,01 мм проверить отклонение от параллельности базовых поверхностей нижней и верхней плит; проверить наличие эпоксидного компаунда
и при необходимости долить его. Время рис т Крепление направ. выдержки 18—24 ч при температуре ЛЯЮщих колонок и втулок 20—25 °С или 6—8 ч при той же температуре с последующим термическим упрочнением при температуре 100 °С с выдержкой 3—5 ч. При необходимости направляющие колонки и втулки извлекают выпрессовкой с предварительным подогревом до температуры 120—150 °С.
Применение самотвердеющих пластмасс. В универсально-сборных ■ и универсально-наладочных штампах для крепления пуансон-матрицы и пуансонов в державках, изготовления съемников, выталкивателей широко применяют самотвердеющие пластмассы ТШ, АСТ-Т, СХЭ-2. В дальнейшем будут рассмотрены примеры применения пластмассы АСТ-Т, как наиболее распространенной.
При применении самотвердеющих пластмасс выполняются три этапа работ: подготовительный; заливка приготовленной композиции и процесс полимеризации; окончательная сборка штампа и подготовка его к эксплуатации.
В процессе полимеризации самотвердеющих пластмасс выде-|ляется значительное количество тепла и они подвергаются всесторонней усадке. В целях улучшения термических условий полимеризации самотвердеющей акриловой пластмассы АСТ-Т, улуч-.шения теплоотвода, снижения внутренних напряжений с одновременным повышением прочности и несущей способности пласт-" шссового крепления применяется металлическое армирование [ластмассовых элементов. Существует несколько видов армиро-ания, основными из которых являются армирование металличе-:кими включениями, сеточное и стержневое.
Армирование в виде отдельных металлических включений заключается в том, что кусками металла произвольной формы заполняют не занятые пуансонами свободные места в пуансоно-держателе или съемнике. Затем в полость заливают приготовленную композицию АСТ-Т. Армирование в виде отдельных включе-
347
I п
■м-
Щ
I
ний применяют, когда от пластмассового крепления не требуется большой прочности.
Сеточное армирование предусматривает изготовление арматурного каркаса из готовой стандартной или сваренной сетки. При заливке пуансонов каркас представляет собой два ряда сетки или больше, жестко соединенных между собой хомутиками или проволочками, в которых вырублены отверстия для пуансонов согласно их расположению в блоке. Сеточное армирование значительно повышает прочность, жесткость и несущую способность пластмассового крепления и одновременно компенсирует усадочные явления.
Стержневое армирование является разновидностью сеточного и отличается от него тем, что арматурный каркас при этом изготовляют из отдельных проволочных стержней, колец или рамок, приготовленных согласно составленному эскизу армирования. Затем стержни и кольца связывают мягкой проволокой, и получается жесткий объемный каркас.
Армирование с применением пластин толщиной 1—1,5 мм, изогнутых по радиусу, позволяет получить наиболее прочное пластмассовое крепление. Кроме восприятия общего изгиба, пластмассовая заливка должна препятствовать выдергиванию пуансонов. Сила выпрессовки пуансонов зависит от адгезионных сил и прочности пластмассы на срез, а адгезионные силы — от состояния поверхностей:,{"шероховатости, наличия смазки и т. д.
Значения удельной силы сдвига, полученные при выпрессовке цилиндров диаметром 15 мм и высотой 30 мм из отверстий, залитых пластмассой АСТ-Т, приведены в табл. 51.
Увеличить прочность пластмассового крепления можно не только применяя армирование, но и конструктивными элементами, выполненными в пуансонах и пуансон-матрицах. На рис. 176 показаны результаты испытаний на срез заливки пуансона, выполненного с заплечиком (тип I) и с двумя проточками (тип II) по периметру глубиной 4 мм и шириной 5 мм. Применение про-
Таблица 51
Усилия выпрессовки в зависимости от шероховатости поверхности и соотношения композиции пластмассы АСТ-Т
Обработка |
|
|
Удельная |
сила сдвига, Па, при композиции АСТ-Т |
соотношении |
|||
|
1,2 |
: I |
|
1 : 1 |
0,75 |
: 1 |
||
Сверление ..... Развертывание . . . Шлифование .... |
|
|
2,86 7,1 0,7 |
10' 105 106 |
|
3,28-10' 9 105 2,8-105 |
3,42 10,5 1,4 |
• 10' -10? • 105 |
Примечание. При сверлении Ra = 2,5 мкм, при шлифовании Ra = 1,25 мкм. |
= 20 мкм, при развертывании Ra = |
|||||||
точек увеличивает разрушающее напряжение приблизительно в 1,5 раза.
Для получения неподвижного соединения деталей с применением пластмассы ' АСТ-Т шероховатость поверхности контакта деталей после обработки резанием должна быть не менее Ra = 20 мкм. Поверхности деталей и арматурный каркас обезжиривают ацетоном (ГОСТ 2768—79), спиртом (ГОСТ 19300—72), бензином Б-70 или другими обезжиривающими жидкостями и просушивают в течение 15—20 мин.
Для получения подвижного соединения деталей с применением пластмассы АСТ-Т поверхности контакта деталей обрабатывают с шероховатостью не более Ra = 2,5 мкм, после чего на поверхность контакта наносят тонкий равномерный разделитель-
р-ю',Н
35 т
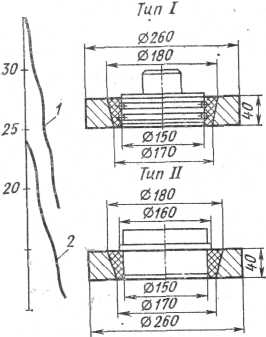
15
10
Рис. 176. Диаграмма испытания прочности крепления режущего инструмента самотвердеющей пластмассой АСТ-Т:
/ — для типа I; 2 — для типа II
пли слой веретенного масла И12А, ЦИАТИМ-201, графита ПБ-А (ГОСТ 8295—73), технического вазелина (ГОСТ 15975—70) или другого изолирующего состава.
Приготовление композиции для заливки состоит из следующих этапов: расчета массы композиции и состава и приготовления.
Масса композиции Q = 1,1рУ, где р — плотность композиции (для АСТ-Т р = 1,6 г/см3); V — объем, подлежащий заливке, см3; 1Д _ коэффициент, учитывающий потери композиции на прилипание к посуде и инструменту.
Состав композиции рассчитывают по формуле
348
где q _ масса композиции; п — количество весовых частей определяемого компонента; qc — суммарное количество весовых частей всей композиции.
В конструкциях штампов применяют композиции АСТ-Т в различных весовых соотношениях: 2:1; 1,5 : 1; 1:1; 0,75 : 1 и др. Соотношение, например, 2 : 1 означает две весовые части порошка и одна часть жидкости.
Приготовление пластмассы АСТ-Т к заливке заключается в смешивании определенного количества порошка и жидкости в обезжиренной и просушенной посуде до получения равномерного киселеобразного состава. Для крепления пуансонов и пуансон-матриц в штампах рекомендуются композиции АСТ-Т с соотношением 1 : 1; 0,9 : 1; 0,75 : 1; 0,5 : 1. Следует иметь в виду, что чем более жидкая заливаемая композиция, тем дольше происхо-! 349
i ;
'"г :
i
дит процесс полимеризации, однако при этом происходит наименьшая усадка пластмассы и ее прочностные характеристики улучшаются. Время отверждения пластмассы АСТ-Т 2—3 ч при 20—25 °С.
Применение пластмассы АСТ-Т в штампах рассмотрим на примере сборки пакета совмещенного действия УНШ-12. Последовательность сборки следующая.
1. Закрепить пуансон-матрицу в обойме и залить пластмассой АСТ-Т (рис. 177), для чего установить магнитную плиту ППМ 8 по уровню на контрольной плите, столе или верстаке; поверхность плиты смазать тонким слоем индустриального масла; обезжирить поверхности обоймы 1, пуансон-матрицы 6, заливаемые пластмассой АСТ-1, и арматурный каркас; установить обойму / на плиту, предварительно загерметизировав шпоночные пазы пластилином; установить в обойму / пуансон-матрицу 6 и арматурный каркас; установить технологические колонки 4 с втулками 7; закрепить матрицу 3 к пуансонодержателю 5 винтами; установить на технологические колонки пуансонодержатель 5 с матрицей 3 и втулками 2, обеспечив с помощью мерных призм заход пуансон-матрицы 6 в матрицу 3 на 3—4 мм и выдержав при этом равномерный зазор между отверстием матрицы и пуансон-матрицей; проверить отклонение от параллельности обойм, которое должно быть не более 16 мкм на длине 100 мм; установить лоток и залить пуансон-матрицу 6 в обойме / пластмассой АСТ-Т; заливку производить в два приема с выдержкой 20—30 мин; выдержать 2—3 ч при температуре 20—25 °С.
Для обеспечения равномерного зазора между рабочими контурами матриц, пуансон-матриц и пуансонов следует нарастить по всему периметру пуансон-матрицы или пуансона слой металла или другого материала, равный рабочему зазору. Это производится одним из следующих способов: 1) химическим никелированием — нанесение на пуансон-матрицу или пуансон легкосни-маемого слоя никеля при одностороннем зазоре до 0,05 мм; 2) электролитическим меднением — нанесение на пуансон-матрицу или пуансон слоя меди при одностороннем зазоре до 0,05 мм; 3) парафированием — нанесение на пуансон-матрицу или пуансон слоя парафина при одностороннем зазоре от 0,05 до 0,1 мм; 4) нанесением слоя алюминиевой краски, растворенной в ацетоне, путем многократного окунания пуансон-матрицы или пуансона в краску до достижения слоя требуемой толщины, при одностороннем зазоре от 0,05 до 0,1 мм; 5) обертыванием фольгой или бумагой при одностороннем зазоре свыше 0,1 мм. Этот способ используется при подготовке пуансон-матриц и пуансонов при заливке съемника.
2. Закрепить пуансоны в пуансонодержателе (рис. 178), для чего обезжирить заливаемую поверхность обоймы / пуансона 4 и загерметизировать пластилином шпоночные пазы обоймы /; установить пуансон 4 в пуансон-матрицу 3, выдержав равномер-
350
|
с |
|
|
|
11\0,016\А |
|
|
1 |
|
|
|
||
|
|
|
|
|
|
|
г/ |
i.. |
V \ \ \ |
X 1 |
11 |
|
|
/-- |
i |
|
|
|||
|
|
|
|
|||
|
|
|
|
|
||
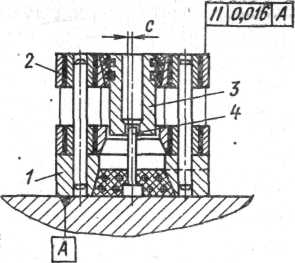
Рис. 177. Крепление пуансон-матрицы в компоновке УНШ совмещенного действия
Рис. 178. Крепление пуансонов в компоновке УНШ совмещенного действия
ный зазор с и обеспечив заход пуансона в пуансон-матрицу на 4—5 мм; обезжирить^арматурный каркас и установить в обойму 2; переустановить пакет обоймой / на плиту, смазанную тонким слоем индустриального^масла; путем постукивания по^пуансону 4 через отверстие в пуансон-матрице убедиться, что пуансон опорной поверхностью опирается на плиту; установить лоток в пазы обоймы 1 и залить пуансон пластмассой АСТ-Т в два слоя с выдержкой 20—30 мин; выдержать 2—3 ч при температуре 20—25 °С.
3. Изготовить выталкиватель (рис. 179), для чего снять верхнюю часть пакета; нанести слой парафина на поверхность матрицы 1 и пуансона 2; обезжирить арматурный каркас и установить в матрице /; установить верхнюю часть пакета матрицей / на плиту, смазанную тонким слоем индустриального масла; установить лоток в пазы обоймы и залить выталкиватель 3 пластмассой АСТ-Т; выдержать 2—3 ч при температуре 20—25 °С.
4. Изготовить съемник (рис. 180), для чего собрать съемник / с подкладкой 3 с помощью винтов 2; обезжирить заливаемую поверхность съемника /, подкладки 3 и арматурный каркас; нанести слой парафина на наружную поверхность пуансон-матрицы 5; установить арматурный каркас в съемнике /; установить
Л'
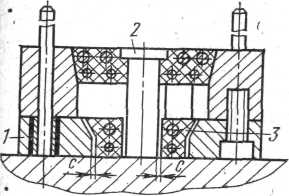
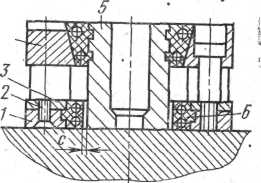
Рис. 179. Выталкиватель в компоновке УНШ совмещенного действия
Рис. 180. Съемник в компоновке совмещенного действия
351
обойму 4 с закрепленной пуансон-матрицей 5 на мерные призмы, обеспечив зазор 0,1—0,2 мм между поверхностью пуансон-матрицы и плитой; установить лоток и залить плиту съемника 6 пластмассой АСТ-Т; выдержать 2—3 ч при температуре 20—25 °С. 5. Произвести окончательную сборку пакета, установить буфер, упоры, фиксаторы.
Особенности организации заводской службы внедрения штампов
В зависимости от характера производства, номенклатуры штампуемых деталей и их габаритных размеров на предприятии может эксплуатироваться один или несколько комплектов обратимой штамповой оснастки многократного применения (УПШ-8, УСШ-8, УСШ-16, УНШ-12, УНШ-16). Для выполнения комплекса работ, связанных с внедрением, эксплуатацией, хранением различных видов универсально-сборных, универсально-переналаживаемых и универсально-наладочных штампов, на предприятиях организуют участки сборки штампов, входящие в состав единой заводской службы универсально-сборной и переналаживаемой
оснастки.
На этих участках выполняется комплекс работ по анализу номенклатуры штампуемых деталей с целью определения целесообразности их изготовления одним из видов штампов; проектированию компоновок штампов, режущего инструмента (матриц и пуансонов), а также специальных деталей разового применения (упоров, планок, подкладок и т. д.); изготовлению деталей разового применения, сборке, наладке, переналадке и разборке компоновок штампов; учету деталей и сборочных единиц штампов и собираемых компоновок; анализу опыта эксплуатации штампов; проведению работ по профилированию комплектов с целью расширения их технологических возможностей.
В зависимости от объемов применяемых компоновок на предприятии могут быть организованы: участок сборки с числом применяемых компоновок до 1,0 тыс. штук в год; бюро с группой по проектированию нестандартных элементов и сборочных единиц и механической группой с числом применяемых компоновок от 1,0 до 2,0 тыс. штук в год и отдел с основным участком сборки, его филиалами, механическим участком при числе применяемых компоновок более 2,0 тыс. штук в год.
Чтобы сократить потери времени на транспортировку компоновок, основной участок располагают на территории цеха, который является основным потребителем штамповой оснастки многократного применения. Если на заводе есть несколько цехов-потребителей, расположенных на значительном расстоянии от основного участка сборки, то в них рекомендуется организовать филиалы основного участка. Структура, состав и штаты службы
352
подлежат ежегодному пересмотру и утверждению в зависимости от выполненных за отчетный период и планируемых на последующие годы объемов внедрения.
Основной участок и его филиалы обеспечиваются необходимой оргоснасткой, слесарным и контрольно-измерительным инструментом, а также необходимыми материалами. Площадь участка зависит от объемов внедрения и может быть от 40 до 120 м2. Требования, предъявляемые к помещению заводской службы штамповой оснастки, аналогичны требованиям к помещениям заводской службы УСПО.
Рабочее место слесаря-инструментальщика должно быть оборудовано вытяжной вентиляцией, контрольной плитой, на которой производится сборка компоновок, столом с ровной поверхностью и металлической плитой, установленной по уровню, слесарным верстаком и металлическим шкафом, а также оснащено слесарным, слесарно-монтажным и контрольно-измерительным инструментом. Для приготовления пластмассовых композиций рабочее место слесаря-инструментальщика должно быть оснащено весами с разновесками до 5 г для взвешивания компонентов и набором посуды — картонных кружек, стеклянных, фаянсовых, алюминиевых банок с крышками емкостью от 0,2 до 1 л, мерных мензурок и пробирок.
Поскольку применяемые для сборки компоновок материалы являются легковоспламеняющимися веществами, помещение участка сборки должно быть оборудовано противопожарным инвентарем.
1/«12 Шац А. С.
ДР.