

Эскизирование маршрутных технологических процессов
Разработка МТП иллюстрируется эскизами выполнения технологических операций, представляемых в КЭ.
Эскизы, как правило, изображают для всех технологических операций, за исключением тех, при выполнении которых не происходит изменений формы, размеров, параметров шероховатости, а также иных видимых изменений состояния предмета производства (химико-термическая обработка, слесарные, моечные, комплектовочные и т.д.).
Эскиз операции, соответствующий маршрутному описанию технологического процесса изготовления детали, должен включать:
1. Изображение заготовки в состоянии соответствующем завершению технологической операции, с выделением контуров поверхностей, подвергнутых технологическому воздействию, либо линией красного цвета, либо черной утолщенной линией. Изображение заготовки может быть значительно упрощенным, но с сохранением приближенных пропорций между ее элементами. Если операция выполняется за несколько установов, возможно изображение эскиза для каждого установа отдельно.
2. Размерные линии, размеры, отклонения размеров, обозначения параметров шероховатости и другие технологические атрибуты указывают только для поверхностей, обработанных в данной операции. Отклонения размеров указывают, как правило, в численном виде (для массового и крупносерийного производств могут указываться и символьные обозначения) для всех выдерживаемых размеров. Знаки отклонений промежуточных размеров поверхностей указывают: для валов в “–”, для отверстий в “+”; симметричные отклонения целесообразно указывать только для заключительных операций.
3. Схему установки, изображенную с использованием принятых условных обозначений (см. табл.3 – 6), поставленных на соответствующие базовые поверхности заготовки.
Внимание! На эскизах, соответствующих маршрутному описанию технологического процесса не изображают инструменты и не указывают направлений движений исполнительных органов оборудования в процессе выполнения операции.
Примеры эскизов показаны на рис. 4.
Последовательность смены схем установки заготовок в ходе МТП проиллюстрирована примерами: для деталей, изображенных на эскизах (заменяющих рабочие чертежи вследствие ограниченности объема указаний), показаны основные схемы установки заготовок в последовательности соответствующих МТП.
Внимание! На эскизах для упрощения не показаны выдерживаемые размеры, технологические атрибуты и т.д., поэтому они могут рассматриваться лишь как основа эскизов маршрутного описания технологических процессов. Приведенные схемы установки не являются единственно возможными.
Пример 1. Деталь – втулка (рис. 5). Тип производства: серийный. Материал: сталь 20. Заготовка: штамповка на горизонтально-ковочной машине.
Схемы установки втулки в МТП ее изготовления показаны на рис. 6. Комментарии к рис. 6:
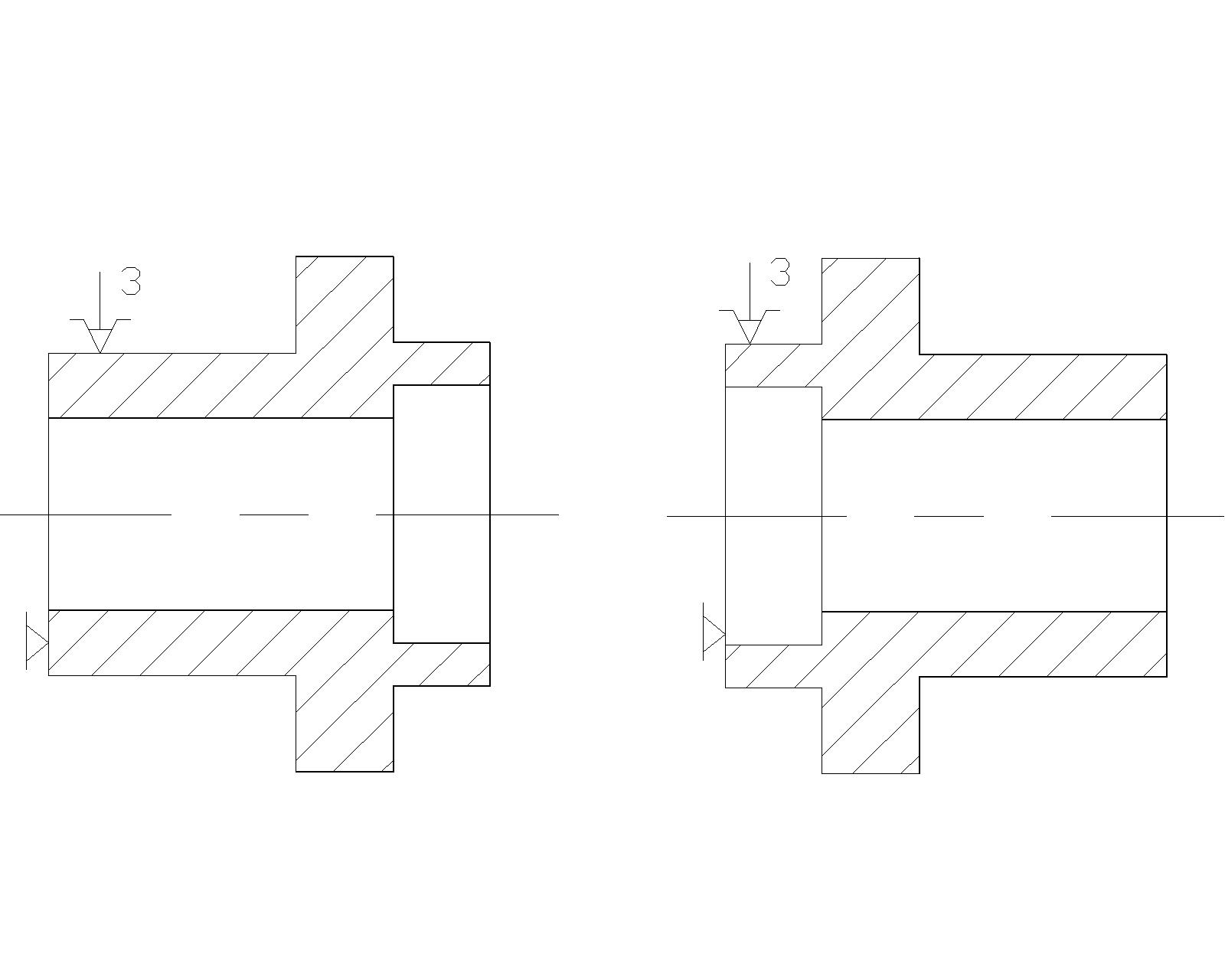
а) на операциях 015, 020 может выполняться получистовая и чистовая обработка основных поверхностей втулки, схемы заготовки см. рис.6, а, б;
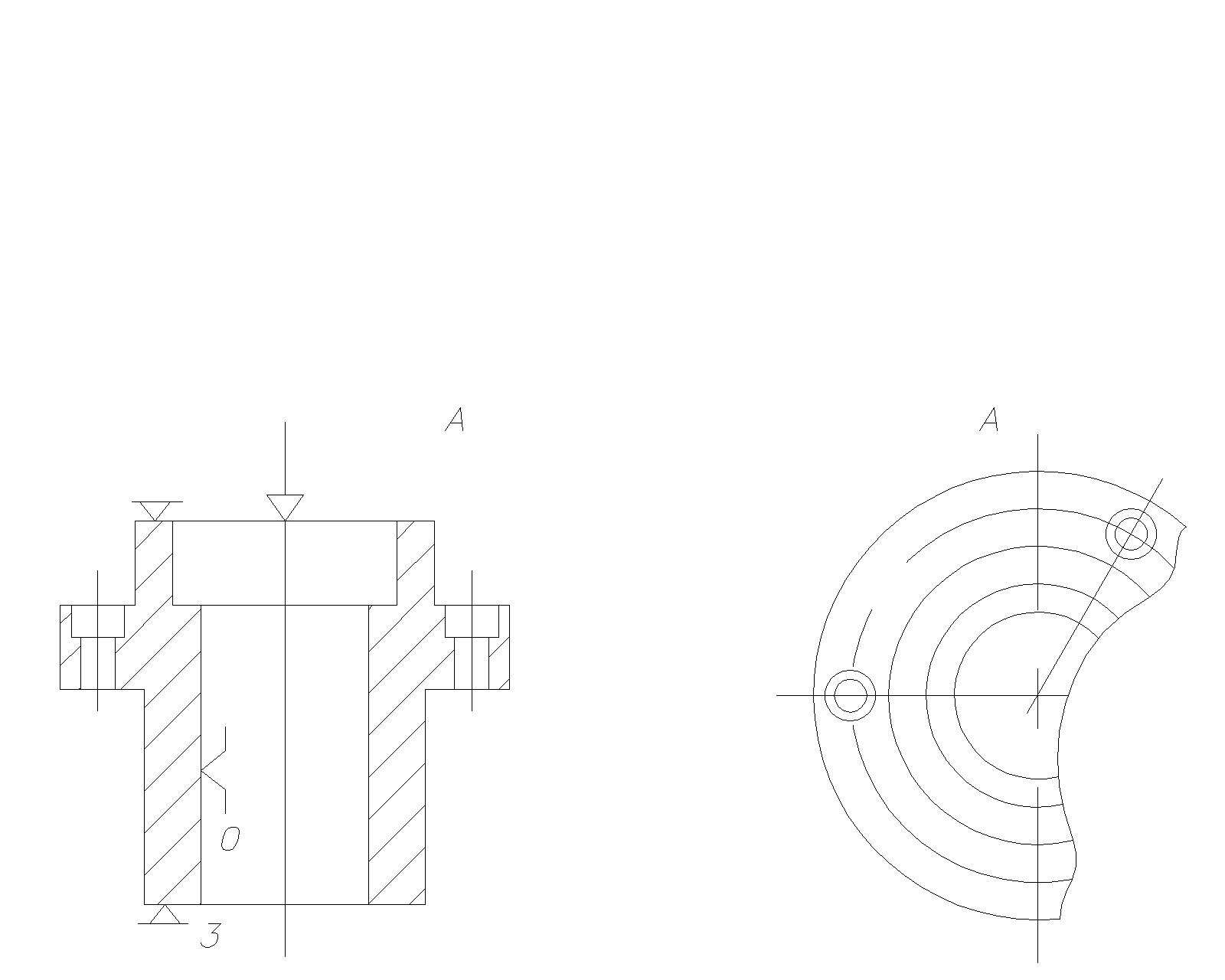
б) при выполнении операции 025 используется накладной кондуктор, который закрепляется вместе с заготовкой, устанавливаемой на стол станка (см. рис. 6, в), заготовка лишена 5 степеней свободы;
в) при фрезеровании лысок (см. рис. 6, г) заготовка лишена 6 степеней свободы, так как она обрабатывается в автоматическом цикле и должна быть жестко фиксирована в системе координат оборудования;
д) при окончательной обработке наружной цилиндрической поверхности и торца обеспечивают заданную точность взаимного расположения (см. рис. 6, д), заготовку устанавливают на жесткую консольную оправку.
Пример 2. Деталь – вал (рис. 7.). Тип производства: серийный. Материал: сталь 40Х. Заготовка: горячая объемная штамповка в закрытых штампах.

Рис. 4 Пример выполнения эскизов маршрутного описания технологических процессов для соответствующих операций

Рис. 4 Продолжение
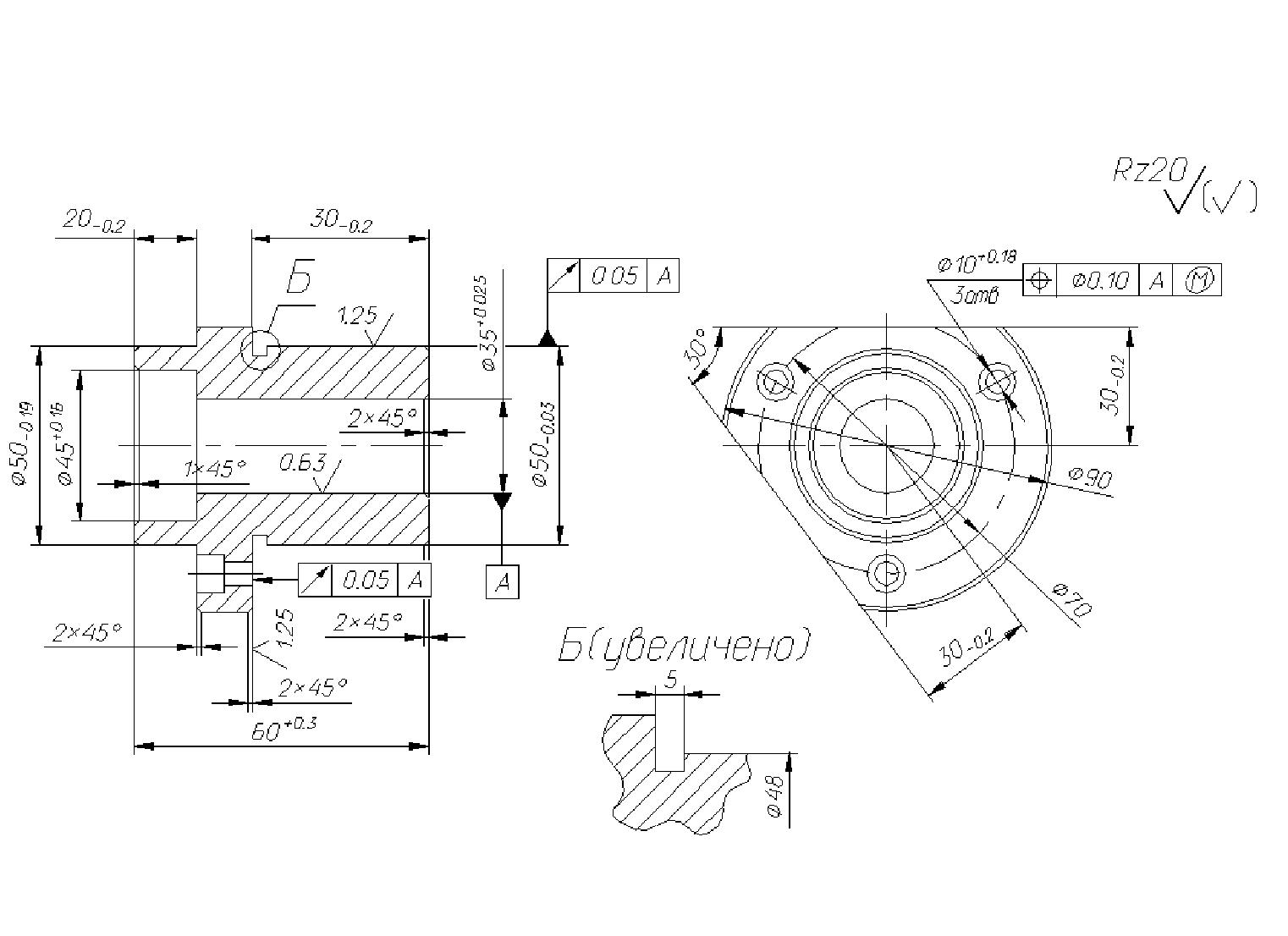
Рис.5 Эскиз втулки
Операция 005 Токарно-винторезная с ЧПУ Операция 010 Токарно-винторезная с ЧПУ
Оборудование: Токарно-винторезный Оборудование: Токарно-винторезный станок мод. 16К30Ф3 станок мод.16К30Ф3
а
Операция 025 Радиально-сверлильная
Оборудование: Радиально-сверлильный
станок мод. 2М55
б
Рис.6 Схема установки втулки в МТП ее изготовления
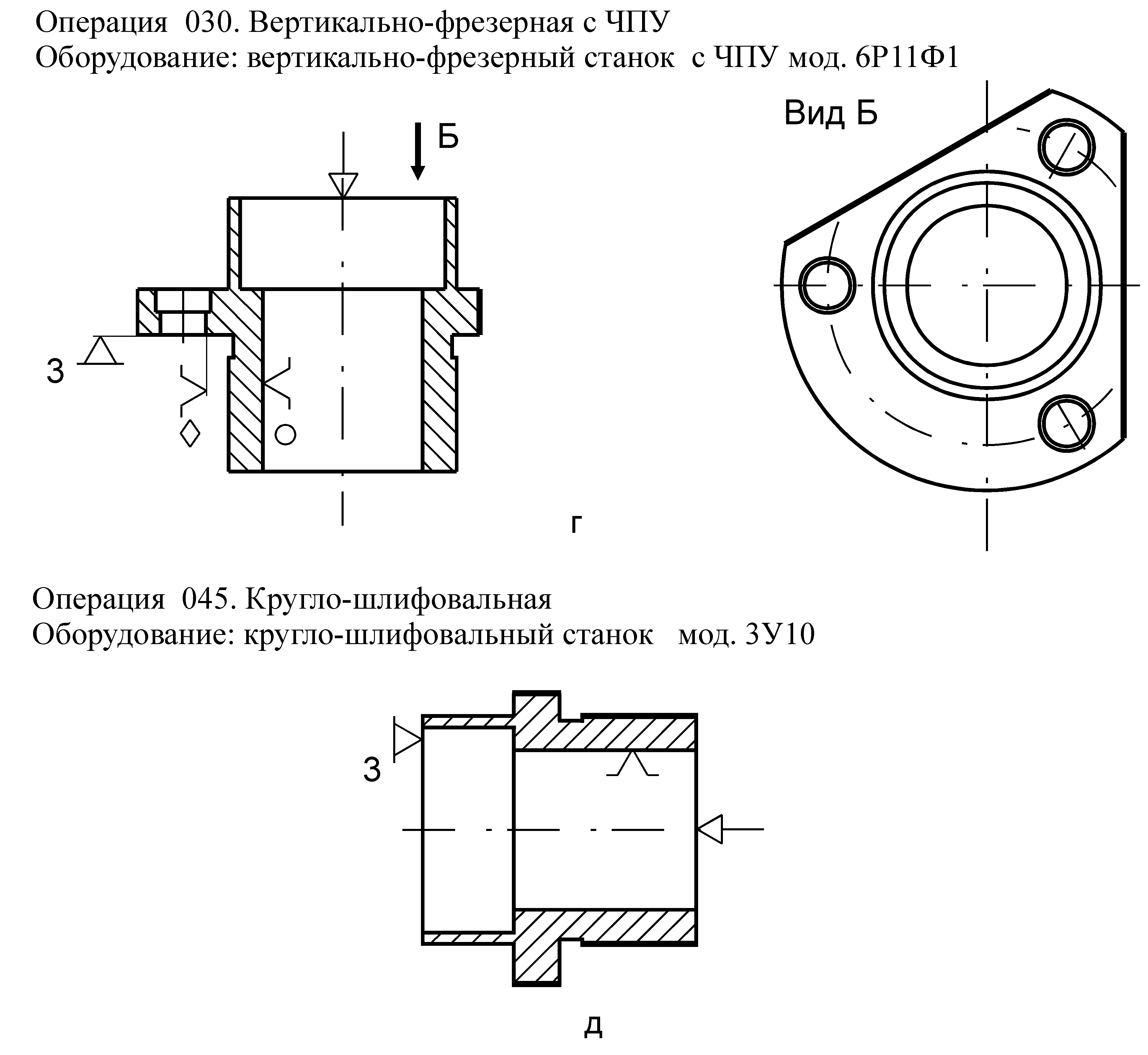
Рис. 6 Схемы установки втулки в МТП ее изготовления (продолжение)
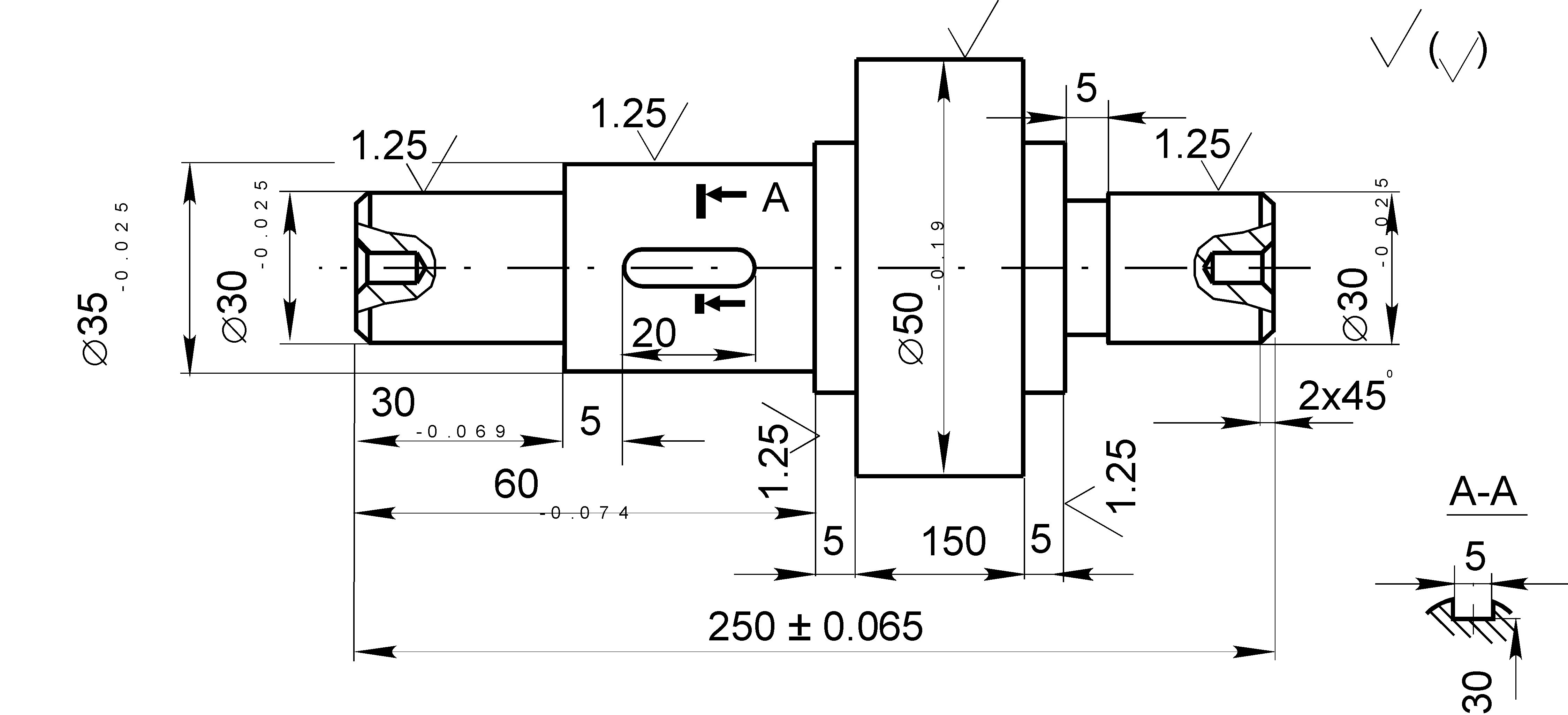
Рис. 7 Эскиз вала
Схемы установки вала в МТП его изготовления показаны на рис.8. Комментарии к рис.8:
а) постоянными базами, используемыми на большинстве операций изготовления вала являются центровые отверстия, обрабатываемые в операции 005 МТП на фрезерно-центровальном станке (рис. 8, а);
б) в операциях 010, 015 осуществляется основное формообразование поверхностей вала (рис. 8, б, в), заготовка при этом устанавливается в центрах (левый центр – плавающий; правый – вращающийся) и приводится в движение с помощью поводкового устройства;
в) получистовая, чистовая токарные, а также при необходимости, обработка круглым шлифованием на отделочном этапе МТП могут выполняться при установке заготовки по схемам, изображенным на рис. 8,б, в;
г) фрезерование шпоночного паза выполняют на этапе получистовой обработки при установке заготовки в призмы (рис. 8, г), в принципе, возможно использование и центровых отверстий, однако схема установки должна обеспечить допуск симметричности шпоночного паза относительно вертикальной оси вала и минимальную погрешность расположения паза вдоль горизонтальной оси.
Внимание! Если технические требования на изготовление вызовут необходимость в термической обработке, например, закалке вала, то после выполнения термической операции выполняют восстановление постоянных баз (центровых отверстий).
Пример 3. Деталь – корпус (рис. 9). Тип производства: серийный. Материал: серый чугун СЧ18. Заготовка: литье в песчаные формы.
Схемы установки корпуса в МТП его изготовления показаны на рис. 10:
а) постоянными базами при изготовлении корпуса могут быть выбраны 2 отверстия 8Н8 и перпендикулярная им плоскость, обрабатываемые за один установ в операции 005 (рис.10, а), при этом заготовка устанавливается в центровых стойках, монтируемых на

Рис. 8 Схемы установки вала в МТП его изготовления
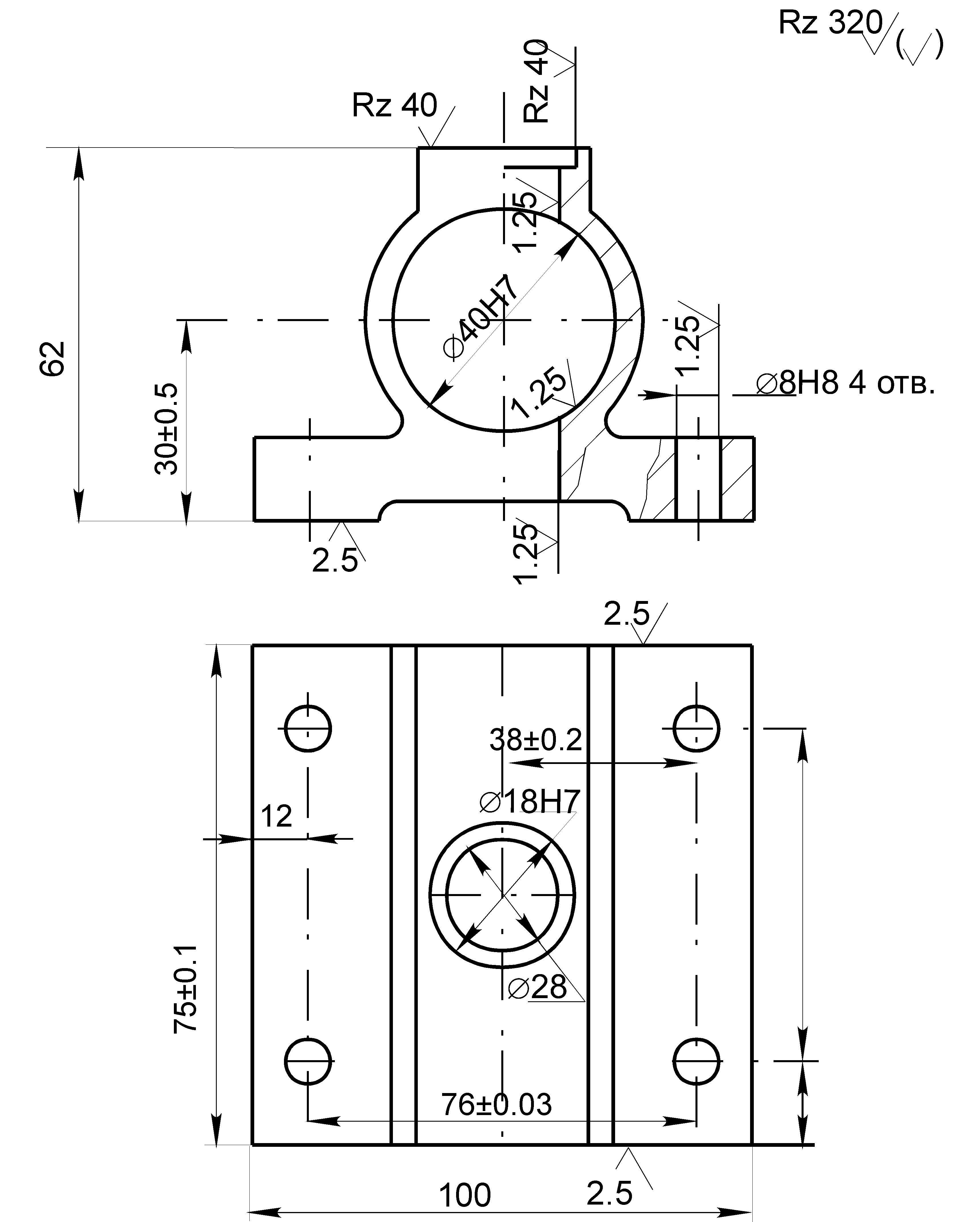
Рис. 9 Эскиз корпуса
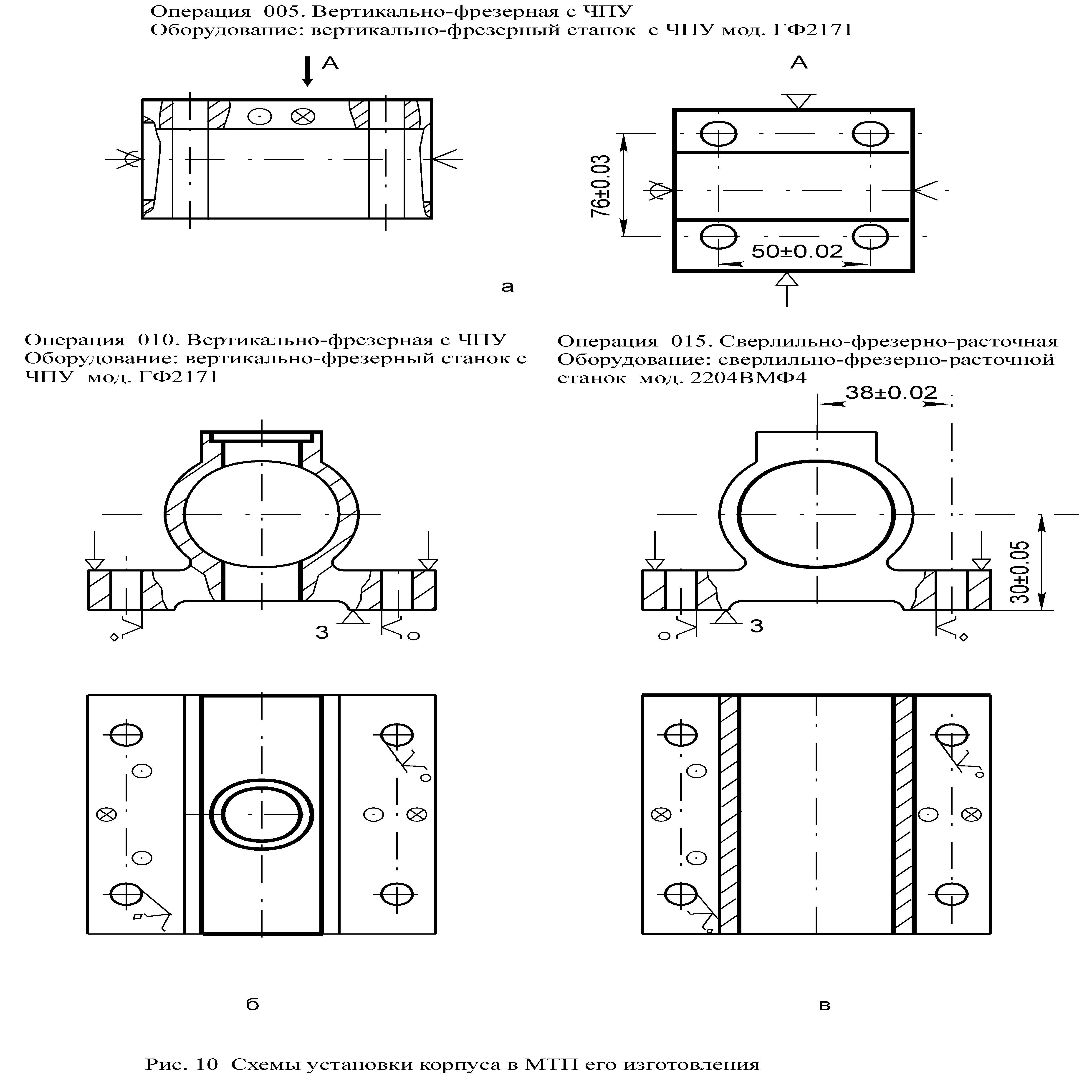
Рис. 10 Схемы установки корпуса в МТП его изготовления
столе станка, с базированием по отверстию одному из торцов и боковой грани основания (лишена 6 степеней свободы);
б) обработка остальных поверхностей корпуса проводится на станках с ЧПУ соответствующей компоновки, установка заготовок осуществляется на постоянные базы, обработанные в операции 005, установочные элементы приспособления – плоские опорные пластины, цилиндрический и срезанный (ромбический) палец (рис.10, б, в).
На основе МТП разрабатывается операционная технология изготовления детали: конкретизируется содержание операций, определяются промежуточные размеры и т.д. Может измениться и МТП. Целесообразно проводить документирование МТП в МК и КЭ после разработки и согласования операционной технологии. Пример оформления МК приведен в приложении.