Задача 3
Задача 3 состоит в нахождении элементов матрицы дAi, определяющей закон перемещения инструмента относительно детали. Элементы матрицы дAi
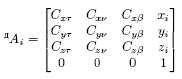
находятся на основе решения задач 1 и 2. Координаты xi, yi, zi представляют переменные x, y и z в полиноме Лагранжа (11.7), вычисляемые для каждой i–й точки траектории перемещения инструмента по поверхности детали. Направляющие косинусы Cxτ, Cxν, Cxβ, Cyτ, Cyν, Cyβ, Czτ, Czν, Czβ определяются из уравнений (11.11), (11.13) и (11.14).
Для получения непрерывного перемещения по планируемой траектории с заданной скоростью Vп ее координаты x и z задаются в параметрическом виде
x(t)=Vxt, z(t)=Vzt,
где скорости Vx и Vz для текущего шага вычисляются через значение Vп на предыдущем шаге
Vx=Cx Vп, VZ=CzVп.
Значения Cx и Cz определяются также на предыдущем шаге.
Подстановкой текущих координат x(t), z(t)
в (11.9) вычисляется координата y(t)
планируемой точки траектории, а также
планируемые значения направляющих
косинусов  Cxτ,
Cxν, Cxβ, Cyτ, Cyν,
Cyβ, Czτ, Czν, Czβ.
Текущие элементы дAi
вычисляются для каждой точки траектории
с частотой задания координат x(t) и z(t).
Cxτ,
Cxν, Cxβ, Cyτ, Cyν,
Cyβ, Czτ, Czν, Czβ.
Текущие элементы дAi
вычисляются для каждой точки траектории
с частотой задания координат x(t) и z(t).
Таким образом, метод, основанный на применении сопровождающего трехгранника, в сочетании с описанием обрабатываемой поверхности детали полиномами Лагранжа позволяет планировать закон перемещения инструмента и его ориентацию относительно детали для получения поверхностей, задаваемых координатами опорных точек.
5.2. Назначение, конструкция и кинематическая схема многофункциональных обрабатывающих центров
5.2.1 Токарный станок. Кинематическая схема токарно-винторезного станка
Несмотря на большое разнообразие конструкций токарных станков, в их механизмах и движениях есть много общего и сходного. Поэтому применяют упрощенные, условные обозначения механизмов и их элементов (на рисунке ниже), дающие наглядное представление о кинематике станков и в некоторой степени представление об их конструкции. Схемы, вычерченные с применением условных обозначений, называются кинематическими. Условные обозначения не могут обеспечить полного представления о станке, поэтому на кинематической схеме станка дополнительно указывают диаметры щкивов, число зубьев и модуль зубчатых и червячных колес, число заходов червяка, шаг ходового винта, мощность и частоту вращения электродвигателя, опоры рычагов, порядковую нумерацию валов, рукоятки и маховички для ручного перемещения сборочных единиц (узлов) и др.
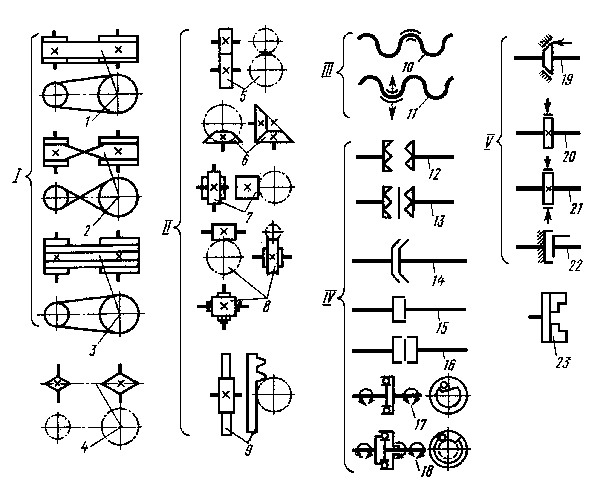
Условные обозначения основных элементов на кинематических схемах станков:
I - ременные передачи плоским ремнем (1), плоским ремнем перекрестная (2), клиновым ремнем (3), 4 - цепная передача; II - зубчатые передачи: цилиндрическими колесами (5), коническими колесами (6), винтовыми колесами (7), червячная (8), реечная (9); III - передача ходовым винтом с неразъемной (10) и разъемной (11) гайками; IV - муфты: кулачковая односторонняя (12), кулачковая двусторонняя (13), конусная (14), дисковая односторонняя (15), дисковая двусторонняя (16), обгонная односторонняя (17), обгонная двусторонняя (18); V - тормоза: конусный (19), колодочный (20), ленточный (21), дисковый (22), патронный конец шпинделя (23)
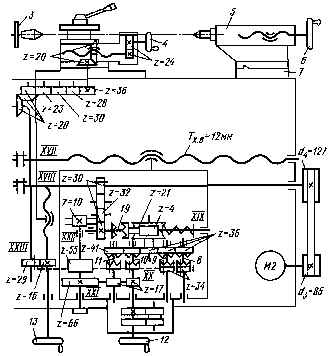
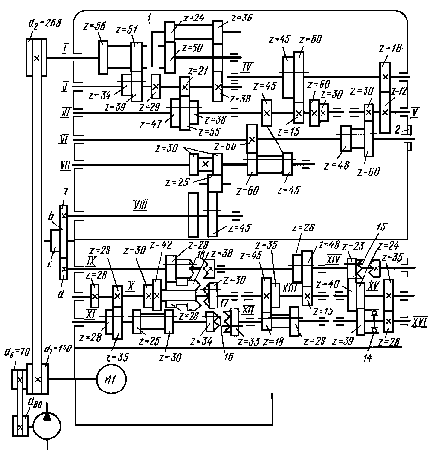
В нашей стране и за рубежом широко применяется токарно-винторезный станок мод. 16К20 производства московского станкостроительного завода “Красный Пролетарий” им. А. И. Ефремова.
Кинематическая схема токарно-винторезного станка мод. 16К20