

4. Размерные цепи
Любой чертеж выполняется по общепринятым правилам (ГОСТам) для того, чтобы его мог прочесть каждый технически грамотный человек. Ни у кого не вызовет сомнение утверждение, что если начать вводить в любой иностранный язык свои «доморощенные» выражения, то их не поймет никто, кроме «автора». Никогда не забывайте, что то же самое касается и чертежного языка – он не терпит «отсебятины». На любом предприятии есть специальные службы обязательного контроля над правильностью оформления конструкторской документации. Пренебрежение ГОСТами по причине малограмотности или недобросовестности автора при выполнении документов влечет за собой наказание «рублем» не только провинившегося, но и всего коллектива (и это оправдано, ведь параллельно закупаются необходимые материалы, готовится оборудование и специальная оснастка, а задержка поступления в цеха утвержденной документации влечет за собой переполнение складов, простой оборудования и квалифицированного персонала и т.д.).
Это касается не только основных правил оформления чертежей, но и на первый взгляд несущественных: обозначения дополнительных видов, разрезов и сечений, выносных элементов, резьб и крепежных изделий, неразъёмных соединений, составления таблиц, списков и спецификаций и конечно – простановки размерных цепей и т.д. и т.п.
Рассмотрим подробнее один из неотъемлемых атрибутов чертежа детали – размерные цепи.
4.1. Базы и методы нанесения размеров.
К
 ак
правило, размерная линия, заканчиваясь
с двух сторон ограничителями (чаще всего
это стрелки), упирается в выносные линии.
Однако при выполнении или чтении чертежа
грамотный
инженер лишь
один из её концов воспринимает как
собственно «конец» размерной линии, а
второй – как начало! Начинается
размерная линия от так называемой базы.
Под базой понимается место на детали
(линия, плоскость, риска), которое в
зависимости от выбранного метода
образмеривания элементов детали может
восприниматься двояко. В одном случае
оно считается как бы нулевой точкой для
отсчета координаты
положения
места исполнения элемента на детали
(его начала или конца), во втором –
началом отсчета протяженности
элемента. Таким образом, любой размер
имеет базу (с известной координатой
положения на детали, например: для
диаметральных размеров базой является
так называемая «скрытая база» - ось). В
первом из упомянутых случаев это, как
правило, торцы детали (их называют
основными
базами). Их
положение считается известным по
умолчанию. Во втором случае база,
называемая промежуточной,
она сама должна быть обязательно
закоординирована размерами от основных
баз. Обычно в размерной цепи детали
присутствует и тот и другой метод (их
называют соответственно координатный
и цепной)
при этом говорят, что
использован
комбинированный
метод нанесения размеров. У этих методов
есть и основные признаки. Координатный
метод – это когда простановка размера
производится от основной
ак
правило, размерная линия, заканчиваясь
с двух сторон ограничителями (чаще всего
это стрелки), упирается в выносные линии.
Однако при выполнении или чтении чертежа
грамотный
инженер лишь
один из её концов воспринимает как
собственно «конец» размерной линии, а
второй – как начало! Начинается
размерная линия от так называемой базы.
Под базой понимается место на детали
(линия, плоскость, риска), которое в
зависимости от выбранного метода
образмеривания элементов детали может
восприниматься двояко. В одном случае
оно считается как бы нулевой точкой для
отсчета координаты
положения
места исполнения элемента на детали
(его начала или конца), во втором –
началом отсчета протяженности
элемента. Таким образом, любой размер
имеет базу (с известной координатой
положения на детали, например: для
диаметральных размеров базой является
так называемая «скрытая база» - ось). В
первом из упомянутых случаев это, как
правило, торцы детали (их называют
основными
базами). Их
положение считается известным по
умолчанию. Во втором случае база,
называемая промежуточной,
она сама должна быть обязательно
закоординирована размерами от основных
баз. Обычно в размерной цепи детали
присутствует и тот и другой метод (их
называют соответственно координатный
и цепной)
при этом говорят, что
использован
комбинированный
метод нанесения размеров. У этих методов
есть и основные признаки. Координатный
метод – это когда простановка размера
производится от основной
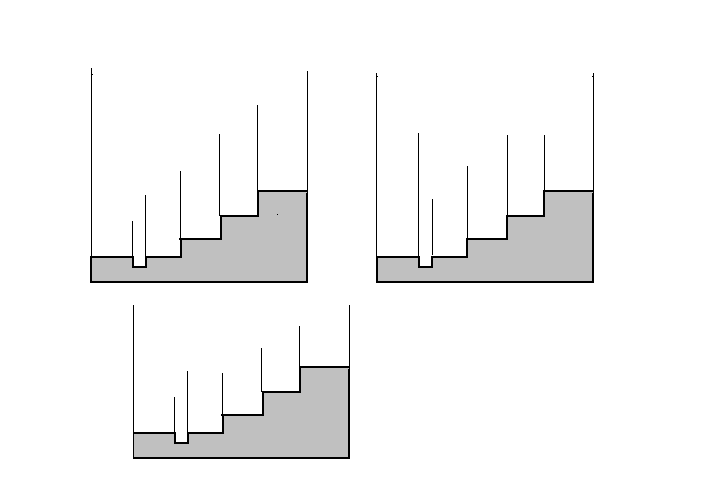
базы; цепной – если размер проставлен от промежуточной базы. Использование того или иного метода обусловлено тем, что у каждого из них есть свои достоинства и недостатки.
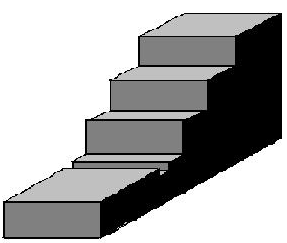
Как пример рассмотрим несложную деталь, представленную на предыдущем рисунке и нанесем размерные цепи для продольных размеров:

















Для понимания свойств упомянутых методов надо сразу сделать оговорку и иметь её в виду в дальнейшем.
- Размеры в учебных чертежах проставляются с точностью до миллиметра. На самом же деле размеры всегда задаются с определенным допустимым отклонением в большую и меньшую сторону от оптимального так называемого номинального значения размера. Это десятые и даже тысячные доли миллиметра. Величины предельных отклонений размеров (допуски) устанавливаются Единой системой допусков и посадок (ЕСДП). Зависят они от многих составляющих, но для нас в данном случае важно, что в том числе и от протяженности самого размера.
Теперь о свойствах методов. При цепном методе нанесения размера (когда образмеривается протяженность элемента) гарантируется точность его исполнения в пределах назначенных допусков. Однако если злоупотреблять цепным методом, то надо учесть, что на точности расположения каждого последующего элемента будет отражаться обработка предыдущих. При особом «усердии» (вспомните предыдущий абзац) можно выйти не только из допуска на габаритный размер, но и вообще за его пределы. То есть метод помимо неоспоримых достоинств характеризуется постепенным накоплением суммарной погрешности.
Используя координатный метод, все размеры наносят от одной и той же базы. При этом гарантируется (в пределах допусков) точность расположения на детали и начала и конца каждого элемента. Для метода характерна значительная точность изготовления детали, но надо учитывать повышение стоимости обработки. Выбор остаётся за конструктором и технологом, которые, применяя комбинированный метод нанесения размеров, стремятся к оптимальному варианту составления размерной цепи.
Для студента, не имеющего опыта нанесения размерных цепей, можно дать ряд рекомендаций, чтобы он мог на первых порах хоть чем-то руководствоваться. Но предварительно и в обязательном порядке он должен получить хотя бы элементарные сведения об обработке деталей. Иначе размерная цепь не будет иметь внутренней логики и примет характер чисто формального процесса. Остановимся хотя бы на обработке резанием.
Конфигурация размерной цепи – это ни в коем случае не беспорядочное нанесение размеров всех элементов детали. В любом случае размерная цепь должна подчиняться той или иной логике. Это может быть логика, учитывающая технологию обработки (когда размер как бы задаёт ход обрабатывающего инструмента) или учитывающая возможность контроля правильности исполнения размера мерительным инструментом и др. На простом примере покажем, что, зная порядок обработки детали, можно достаточно просто, но грамотно назначить и размерную цепь. Пусть из металлического прутка предстоит получить деталь-резьбовую пробку с шестигранной головкой (см. Рис.12):























Рис. 12
П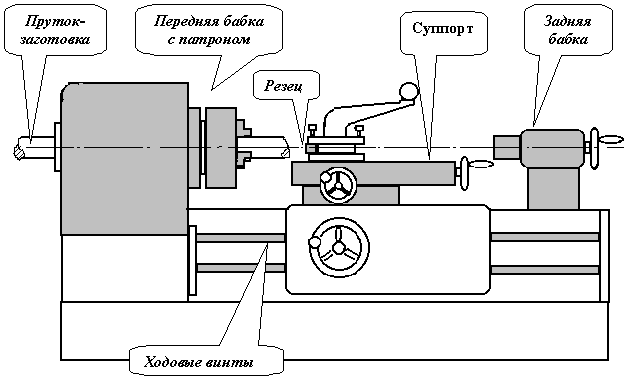 оскольку
большинство студентов не имеет даже
элементарных представлений о том, как
заготовка обретает заданные формы той
или иной детали, представляется
необходимым дать схему токарного станка,
на котором может быть выполнена основная
обработка
изображенной
оскольку
большинство студентов не имеет даже
элементарных представлений о том, как
заготовка обретает заданные формы той
или иной детали, представляется
необходимым дать схему токарного станка,
на котором может быть выполнена основная
обработка
изображенной