

4. Составление проектируемого технологического процесса пошива пижамы женской
Собственно технологическая подготовка пошива любого изделия состоит в выборе последовательности швейных операций и их описание через выбор вида швов, стежков и швейного оборудования для их выполнения [4].
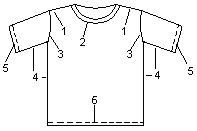
Рисунок 4.1. Внешний вид
На рисунке 4.1. представлен внешний вид футболки мужской. Прямая 2-х шовная, с короткими рукавами. Вырез горловины О – образный окантовывается бейкой из ластичного полотна. Низ рукавов и низ фуфайки подшивается на плоскошовной машине.
№ п/п |
Наименование швейной операции |
Эскиз шва |
Код шва |
Условное обозначение шва |
Код стежка |
Оборудование |
1 |
Стачать плечевые срезы |
|
1011 |
|
504 |
1208, Римольди, мод 527-00-1СД-07 |
2 |
Окантовать вырез горловины кроеной бейкой |
|
2035 |
|
406 |
876 с М 1676 |
3 |
Втачать рукава в пройму |
|
1011 |
|
504 |
1208, Римольди, мод 527-00-1СД-07 |
4 |
Стачать рукавно-боковые срезы |
|
1011 |
|
504 |
1208, Римольди, мод 527-00-1СД-07 |
5 |
Подшить низ рукавов |
|
2046 |
|
406 |
876, Текстима, мод 8411/22 |
6 |
Подшить низ изделия |
|
2046 |
|
406 |
876, Текстима, мод 8411/22 |








5.Проектирование швейных потоков
5.1.Обоснование выбора вида потоков
Потоки со свободным ритмом работы могут быть специализированными и широкоассортиментными, конвейерными и неконвейерными. Их применяют при частой смене моделей.
В потоках со свободным ритмом работы количество рабочих мест расчитывают, исходя из такта потока, так же как и в потоках с регламентированным ритмом работы. В течении смены каждый исполнитель работает с различной интенсивностью труда, что резко увеличивает объем незавершенного производства, так как необходимо по каждой операции иметь задел.
Для того чтобы создать ритм в работе , рекомендуется составлять почасовой график работы потока; в противном случае в конце смены может оказаться,
что фактический выпуск изделий с потока меньше расчетного.
В конвейерных потоках организационные операции должны быть укруплены по видам оборудования. Если в потоке с регламентированным ритмом работы движение предметов труда прямолинейное, то в потоках со свободным ритмом работы оно может быть возратным ,что создает лучшую загрузку исполнителей.В потоках без механического конвейера организационные операции желательно укомплектовать ,исходя из минимального количества неделимых операций; в противном случае могут возникать трудности в сопряженности работы исполнителей и при расстановке рабочих мест.
Расчет количества мест в потоке ведут по каждой модели отдельно, длительнность организационной операции и такт потока определяют на единицу изделия.Расчетное количество рабочих мест Нр устанавливают, пользуясь методикой расчета специализированного ритмичного потока. Затем по каждому виду швейного оборудования суммируют по всем моделям расчетное количество мест,определяют принимаемое число мест,загрузку исполнителей и количество запасных мест в потоке.