

8. Правлення I гнуття
Правлення. Заготовка після термічної обробки, зварювання, паяння може бути жолобленою, мати хвилястість тощо. Слюсарну операцію, під час якої матеріал заготовок або самі деталі вирівнюють і надають їм правильної геометричної форми, називають правленням. Звичайно правлять деталі, виготовлені з пластичних матеріалів (мідь, сталь, латунь та ін.), у холодному або нагрітому стані. Правлення гартованого матеріалу називають рихтуванням. Ручне правлення листового матеріалу виконують молотками на рихтувальних плитах.
Гнуття. Під час гнуття залежно від виду заготовки, матеріалу деталі, його властивостей використовують лещата, металеві та дерев'яні молотки, різні оправки й шаблони,' плоскогубці, круглогубці і спеціальні пристрої.
Для виготовлення колін, відгалужень стальні труби згинають у холодному або гарячому стані. Найменший радіус для згинання холодної труби без заповнювання її піском повинен становити не менше чотирьох зовнішніх діаметрів труби, а заповненої піском і нагрітої — не менше 3,5 зовнішнього діаметра.
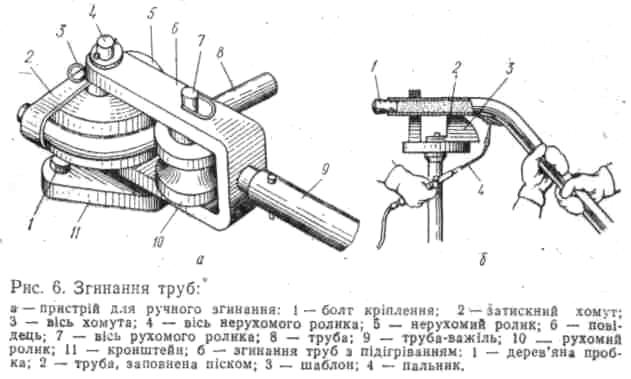
Труби з умовним проходом 15, 20 і 125 мм гнуть вручну за допомогою пристрою із змінними роликами (рис. 6). Для згинання труб підбирають ролики тільки певного діаметра. Труби пропускають між роликами й закріплюють хомутом. Повертаючи рукоятку, а разом з нею і рухомий ролик, притискують трубу до нерухомого ролика і гнуть її навколо нього. При гнутті в гарячому стані трубу заповнюють сухим піском, ущільнюють, а кінці труби забивають дерев'яними пробками. Для виходу газів в одній із пробок свердлять отвір. Нагрівають трубу до вишнево-червоного кольору і згинають її за шаблоном. Після цього видаляють пробки і пісок.
В поліетиленову трубку перед гнуттям встановляють гумовий шланг, заповнений піском. Трубу нагрівають у гліцерині за допомогою пари чи гарячого повітря.
Техніка безпеки при гнутті та правленні. При рихтуванні та правленні слід користуватись молотками і кувалдами, міцно закріпленими на ручках. Забороняється користуватися інструментом без ручок. При гнутті матеріал повинен бути надійно закріпленим в лещатах. Гнути труби дозволяється тільки в рукавицях на справних верстаках, при цьому потрібно міцно закріплювати труби в затискачах. Забороняється палити під час роботи з газогенераторами при нагріванні труб. Гаряче гнуття оцинкованих труб не допускається.
9. Різання
Інструмент і обладнання для ручного різання металу вибирають залежно від форми, розмірів і матеріалу заготовок або деталей. Метал можна розрізувати гострогубцями (кусачками), ножицями, ручними ножівками чи труборізами.
Гострогубцями розрізають стальний дріт діаметром до 5 мм. Виготовляють їх з інструментальної сталі У7, У8. Губки кусачок термічно обробляють.
Ножицями ріжуть листовий матеріал. Ручні ножиці використовують для різання матеріалу товщиною 0,5 - 1 мм. Стільцеві ножиці з ручкою, що має шип, прикріплюють до верстата і застосовують для різання листів товщиною до 5 мм.
Ручною ножівкою користуються при різанні штабового, круглого і профільного металу розміром у поперечнику 60...70 мм. Різальною частиною ножівки є полотно, яке вставляють у прорізи рамки, закріплюють двома штифтами і натягують гвинтом. Ножівкові рамки виготовляють суцільні (для ножівкових полотен однієї довжини) та розсувні (для полотен різної довжини). Для різання чавуну вибирають полотно з кроком 1,5 мм, для сталі— 1,25, кабелів і тонкостінних труб — 1, листового заліза і тонкостінних заготовок — 0,8 мм. Для зменшення тертя ножівкового полотна об стінки матеріалу зубці його розводять.
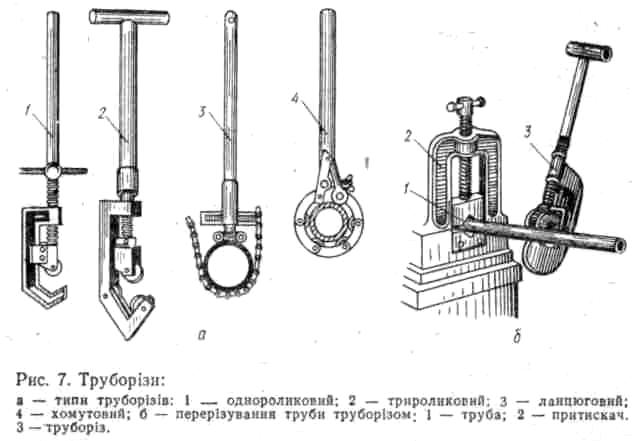
Труборіз використовують для різання труб. Він (рис. 7) являє собою скобу із закріпленими на осях роликах. По скобі за допомогою гвинтової пари переміщують повзуни з різальним роликом. При розрізуванні ролик підводять до труби, обертають труборіз навколо поздовжньої осі труби та вдавлюють ролик у метал. Випускають труборізи трьох типорозмірів: № 1 — для розрізування труб з умовним проходом 6...20 мм, № 2 —25...70 і № 3 —80...100 мм.
Основні прийоми різання ножицями. Спочатку перевіряють заточування ножниць і зазор між лезами. Матеріал перед розрізанням розмічують. У місцях перетину лінії різання свердлять отвори для виходу лез ножниць і цим запобігають утворенню тріщин на листі. Під час різання ножиці розкривають на 2/3 довжини леза, захоплюють метал і ріжуть його з найменшим зусиллям. Для вирізування криволінійних деталей користуються ножицями із спеціальними лезами. Щоб не допустити задирок, ножиці щільно притискують до кінця прорізу.
Техніка безпеки при різанні. При різанні необхідно виконувати такі вимоги з техніки безпеки:
надійно закріплювати в лещатах матеріал, який розрізають;
користуючись ручною ножівкою, звернути увагу на справність верстака, який повинен міцно утримувати ножівкове полотно. Наприкінці різання необхідно зменшувати натискання на ножівку і підтримувати відрізану частину, щоб вона не впала на ноги;
не працювати ножівкою без рукоятки;
під час роботи з ручними електричними машинами необхідно заземлювати їх корпус.