

5. Обладнання робочого місця слюсаря
Для монтажу і ремонту машин випускають спеціальний стенд-верстат ОПР-1058Б, обладнаний лещатами, трубо-притискачем, електродрилем, заточувальним верстатом і плитою для правлення.
Раціонально організованим вважають таке робоче місце, на якому при мінімальних затратах сил і засобів найвища продуктивність праці, висока якість виробів та безпечні умови праці.
Лещата призначені для закріплювання деталей в потрібному положенні. Застосовують стільцеві, паралельні і ручні лещата. Стільцеві не забезпечують надійного кріплення деталей, бо губки їх розсовуються не паралельно. Тому для точних слюсарних робіт вони непридатні. їх застосовують для рубання, гнуття металу тощо.
Паралельні лещата поділяють на поворотні й неповоротні. В корпусі нерухомої губки паралельних лещат передбачено паз, в якому міститься гайка ходового гвинта. Обертанням його рухому губку лещат переміщують паралельно відносно нерухомої. Для подовження строку роботи лещат та надійного закріплення деталей робочу частину (накладні губки) їх виготовляють з інструментальної сталі У8. Поверхня накладних губок має хрестоподібну насічку, яка при натисканні залишає сліди на поверхні деталі. Щоб уникнути цього, на губки надівають спеціальні накладки з м'якого матеріалу (мідь, алюміній, дерево тощо).
Контрольно-вимірювальні інструменти. Щоб виготовити деталь відповідно до заданих розмірів і форми, крім основних робочих інструментів, якими обробляють поверхню деталей, використовують контрольно-вимірЮвальні: масштабні та лекальні лінійки, рулетки, штангенциркулі, мікрометри, індикатори та ін.
Рулетку застосовують для вимірювання великих лінійних розмірів. При неточних вимірюваннях застосовують складні металеві метри. Для перенесення розмірів з деталі на масштабну лінійку для відліку або з масштабної лінійки на деталь застосовують кронциркулі та нутроміри. Зовнішні розміри деталі вимірюють кронциркулем, а внутрішні — нутроміром. Прямолінійність площин перевіряють лекальними лінійками, прямі кути — косинцями.
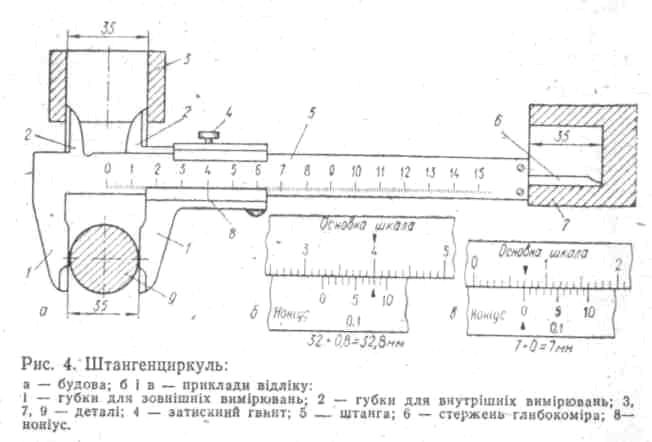
Найпоширенішим вимірювальним інструментом при слюсарній обробці металу є штангенциркуль. Він складається (рис. 4, а) із штанги і пересувної рамки з губками. Вздовж штанги нанесені міліметрові поділки. Один кінець штанги має нерухомі губки, а на іншому передбачено стержень для вимірювання глибини отворів. Внутрішні розміри деталей вимірюють верхніми губками, зовнішні — нижніми, а глибину — стержнем, що прикріплений до пересувної рамки.
Точно вимірюють розміри деталі за допомогою ноніуса— спеціальної шкали, нанесеної на скошену грань рамки. Шкала ноніуса довжиною 19 мм поділена на 10 рівних частин. Отже, кожна поділка становить 1,9 мм, що на 0,1 мм менше відстані між двома поділками (2 мм) штанги. Відлік цілих одиниць міліметрів здійснюють за шкалою штанги. Якщо нульова поділка ноніуса збігається з поділкою штанги (рис. 4,6), то це вказує на розмір цілого числа, а якщо ні, то знаходять число цілих міліметрів по штанзі. Поділка ноніуса, яка збігається з будь-якою поділкою штанги, вказує на число десятих частин міліметра (рис. 4, в). Для точніших вимірювань користуються штангенциркулем з точністю відліку за ноніусом 0,05 мм.
Для точного вимірювання глибини отворів, пазів, канавок тощо застосовують штангенглибиномір. Його вимірювальними поверхнями є плоска основа (прикріплена до рухомої рамки) і торець штанги. Штанга, як і в штангенциркулі, має міліметрові поділки. Шкала ноніуса розміщена на рухомій рамці. Відлік розмірів здійснюють так, як і під час вимірювання розмірів за допомогою штангенциркуля. Для точного вимірювання висоти, наприклад співвісності з'єднання приводного електродвигуна з валом машини, та розмічання застосовують штангенрейсмус. Його штанга
приварена до масивної основи, а до рухомої рамки прикріплено змінні ніжки.
Для точного вимірювання зовнішніх розмірів деталей застосовують мікрометри з ціною поділки 0,01 мм. Один кінець скоби мікрометра (рис. 5) має п'ятку, інший — втулку-стебло, всередині якого вкручено мікрометричний гвинт. Торцеві поверхні п'ятки і гвинта є вимірювальними поверхнями мікрометра. Зовнішня поверхня стебла має поздовжню лінію з поперечними поділками. Поділки, розміщені нижче поздовжньої лінії, відповідають цілим одиницям міліметрів, поділки над лінією — 0,5 мм. На конічній частині барабана, жорстко з'єднаного з мікрометричним гвинтом, нанесена шкала (ноніус). Для забезпечення сталого тиску гвинта на вимірювальну деталь до головки мікрометричного гвинта прикріплено тріскачку. Після досягнення певного вимірювального зусилля тріскачка просковзує, припиняючи обертання гвинта. Крок мікрометричного гвинта становить 0,5 мм. Отже, за один повний оберт барабана поздовжнє переміщення дорівнює 0,5 мм. Ноніус барабана має 50 поділок. Отже, при прокручуванні барабана на одну поділку ноніуса поздовжнє переміщення гвинта відповідає 0,01 мм.
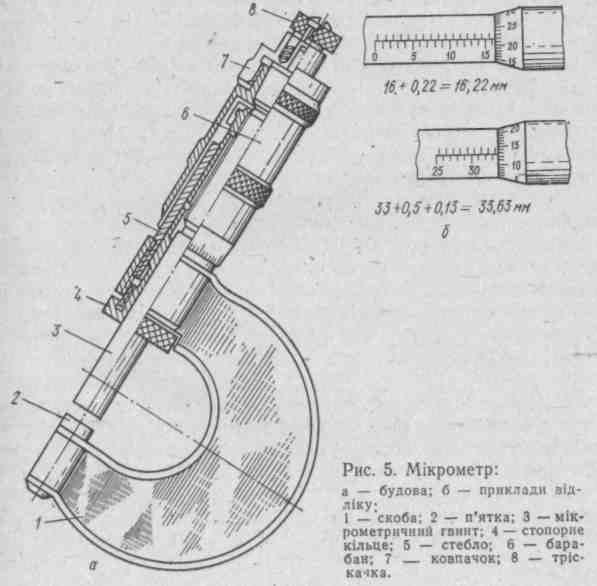
Під час вимірювання відлік цілих чисел міліметрів здійснюють за нижньою шкалою стебла, напівміліметри— за верхньою шкалою, а соті частини міліметра — за ноніусом барабана (рис. 5).
Мікрометри випускають з різною межею вимірювань (від 0...25 мм до 500...600) і кожен призначений для вимірювання лише у межах вказаних на його скобі.
Для вимірювання зазорів між деталями застосовують щупи (набір стальних пластинок різної товщини). Товщина кожної пластинки позначена цифрою на її поверхні. Випускаються чотири набори щупів, які відрізняються кількістю пластинок і їх товщиною. Радіусні щупи (шаблони) застосовують для вимірювання радіусів-заокруглень опуклих і увігнутих поверхонь деталей.
За допомогою різьбомірів (різьбових шаблонів) визначають профіль і крок різьби. Різьбомір складається з набору стальних пластинок з зубцями, що відповідають профілю і кроку різьби. На корпусі різьбоміра вибите число, яке вказує кут різьби комплекту набору — 60° (метрична різьба) і 55° (трубна і дюймова різьба). Прикладанням пластинок із зубцями визначають її крок.
В ряді випадків доцільно вимірювати не весь розмір деталей, а лише відхилення дійсного розміру від потрібного. Такі вимірювання називаються відносними. їх найчастіше виконують індикаторами, індикаторними нутромірами та ін. В індикаторі годинникового типу поступальний рух вимірювального стержня за допомогою зубчастих передач перетворюється в обертальний рух стрілки. Переміщення великої стрілки на одну поділку відповідає 0,01 мм, а повний її оберт — 1 мм.
Щоб контролювати конусність та овальність внутрішніх циліндричних поверхонь (циліндри, гільзи тощо), застосовують важельні нутроміри. У напрямній втулці нутроміра встановлено нерухомий та вимірювальний стержні. Під час вимірювання рух цього стержня через систему важелів передається на стержень індикатора.