

Точение
Главным движением при точении является вращательное движение детали. Движение подачи придается режущему инструменту. Прямолинейное движение подачи может быть направлено вдоль или поперек оси вращения изделия, соответственно и подача называется продольной или поперечной.
Точение осуществляется на токарных станках. Характерным признаком его является непрерывность резания.
Методом точения можно выполнять следующие виды работ: обтачивание наружных и растачивание внутренних поверхностей, подрезание торцовой поверхности, фасонное точение фасонным резцом и копировальное точение по копиру.
В качестве режущего инструмента при точении используются резцы, конструкция, размеры и форма которых соответствуют выполняемой операции. Так, например растачивание производится расточными резцами, отрезка прутков или готовых деталей – отрезными и так далее.

Рис. 1. Геометрические параметры а) расточного и б) отрезного резцов
Независимо от вида резца его режущей части присущи все элементы режущего лезвия, рассмотренные ранее.
Расчет режима резания производится поэлементно в указанной выше последовательности. Глубина резания t назначается максимально возможной по условиям выполняемой операции. При черновой обработке она принимается равной припуску, при получистовой (Rz = 6 – 3 мкм): t = 0,5 – 2,0 мм; при чистовой (Rz = 1 – 3 мкм): t = 0,1 – 0,5 мм.
Подача s выбирается по таблицам справочной литературы в зависимости от требуемой чистоты обработанной поверхности, размера обрабатываемой детали и принятой величины глубины резания.
Скорость резания рассчитывается по эмпирической формуле:
![]() ,
м/мин.
,
м/мин.
Значение стойкости режущего инструмента T принимается для одноинструментальной обработки 30 – 60 минут, при многоинструментальной обработке и многостаночном обслуживание величина стойкости инструмента корректируется в сторону ее увеличения путем применения коэффициентов изменения стойкости.
После расчета режима резания производится расчет составляющих силы резания по формулам:
![]()
где Kp – общий поправочный коэффициент,
Мощность резания рассчитывается по формуле:
![]() ,
кВт.
,
кВт.
При одновременной работе нескольких инструментов мощность резания рассчитывают как суммарную.
После расчета мощности производится выбор станка, на котором будет выполнятся проектируемая операция. Если выбранный станок имеет ступенчатое регулирование скорости главного движения, производится корректировка режима резания по станку.
![]()
где np – расчетная частота вращения шпинделя, nст – частота вращения шпинделя, принятая по станку, vд – действительная скорость резания.
При корректировке режима резания частота вращения шпинделя (число его оборотов) принимается, как правило, ближайшей меньшей по сравнению с расчетной. Ближайшее большее число оборотов можно принимать лишь том случае, если действительная скорость резания увеличивается по сравнению с расчетной не более чем на 3%.
После расчета режима резания проводится расчет основного технологического времени. Основное технологическое время находится путем деления длинны пути прохода инструмента на скорость подачи. Общий путь прохода инструмента при точении складывается из длинны обрабатываемой поверхности, величины пути врезания резца и величины перебега его.
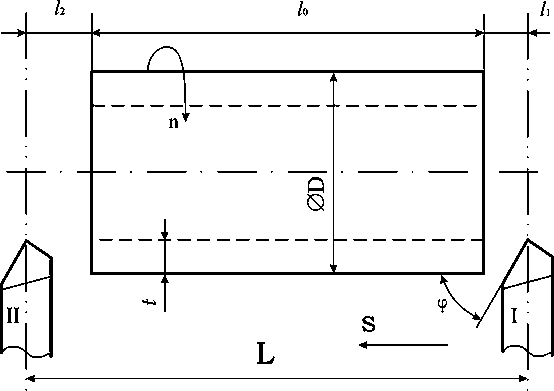
Рис. 2. Схема расчета основного технологического времени при точении
Основное технологическое время t0 рассчитывается по формуле:
![]() ,
,
где: L – длина прохода резца, мм,
n – частота вращения шпинделя, об/мин,
s – подача, мм/об;
![]()
lo – длинна обрабатываемой поверхности,
l1
– величина врезания,
![]() ,
,
l2 – величина перебега инструмента, назначается в зависимости от размера обрабатываемой детали.