

8. Анализ чертежа детали по нормам точности
Анализ чертежа детали проводится на занятии и методическим указаниям, разработанными кафедрой [4]. Для самостоятельной работы каждому студенту выдается чертеж детали, анализ которой приводится в рабочей тетради в следующей последовательности в виде нескольких таблиц.
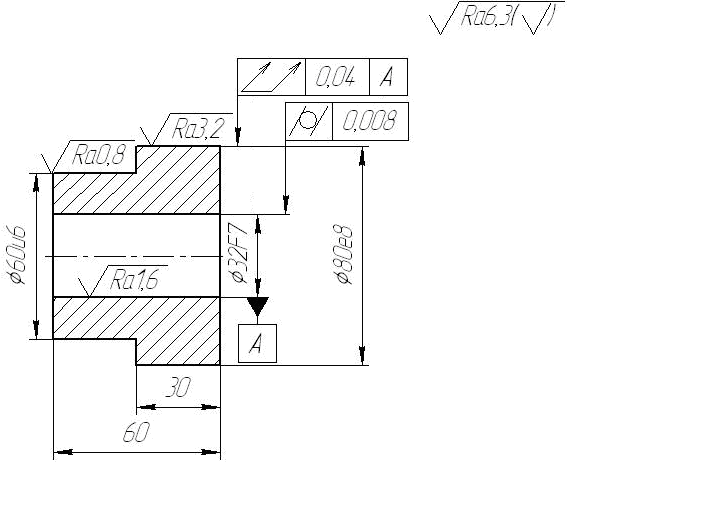
Выполнен анализ чертежа детали втулка, представленной на рис. 20.
Общие допуски по ГОСТ30893.2-mК
|
Рис. 20. Эскиз детали «втулка» Таблица 10 |
Системы посадок исполнительных размеров
Исполнительный размер (ГОСТ 25346-89) |
Предельные отклонения |
Система посадок |
Ø80e8 |
es=-0,06 мкм ei=-0,106 мкм Td=46; 8 квалитет Основное отклонение es=e |
Вал в системе отверстия |
|
ES=+50 мкм EI=+25 мкм TD=25 мкм Основное отклонение EI=F |
Отверстие в системе вала |
|
|
|
|
|
|
|
|
|
Таблица 11
Общие допуски линейных размеров по гост 30893.1 – 2002
Размер |
Класс точности |
Обозначение класса точности |
Предельные отклонения |
60 30 |
средний |
m m |
±0,3 ±0,2 |
|
|
|
|
|
|
|
|
|
|
|
|
Таблица 12
Анализ соответствия требований к шероховатости и форме поверхностей допуску размера
Исполни-тельный размер поверхности |
Заданные параметры |
Расчётные значения и принятые по стандартам |
||
Tф |
Ra |
Tф |
Ra |
|
Ø32F7 TD =25 мкм |
8 мкм |
1,6 мкм |
0,3*25=7,5 округляем до 8мкм |
0,05*25=1,25 Округляем до 1,6 мкм |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Проверку выполнять для определенного уровня относительной геометрической точности. Наиболее часто в машиностроении используется уровень А; однако изменять(ухудшать качество) нельзя, так как конструктор, зная назначение детали, может использовать уровни В и С. Надо проверить их соответствие по форме и шероховатости.
Таблица 13
Анализ допусков расположения
Заданный допуск расположения |
Базовая поверхность |
Контролируемая поверхность |
Погрешность базирования |
Принятые изменения |
|||
|
Отверстие Ø32F7 Lбаз=60 TD=25 мкм |
Вал Ø80е8 Lкон=30 |
|
Ø32F6 TD=16 мкм Ra=0.8 мкм Tф =5 мкм
|
|||
|
|
|
|
|
|||
|
|
|
|
|

Таблица 14