

Фгбоу впо Московский Государственный Строительный Университет
Факультет: МиАС
Специальность: 270101
Кафедра: МОДМиТМ
Расчетная работа по дисциплине «Технологические комплексы и линии для производства строительных материалов и изделий»
На тему: Выбор и компоновка оборудования технологической линии (комплекса) для производства бетонных и железобетонных изделий.
Выполнил:
Гаскаров Р.Р.
группа МиАС 4-1
Руководитель:
Ильин А.С.
Проверил:
Ильин А.С.
Москва 2012 г.
Введение.
Главной задачей расчётной работы является разработка технологической линии по производству многопустотных изделий. Производится подбор, компоновка основного и вспомогательного оборудования, а также расчет технико-экономических показателей производства изделий.
В работе рассчитывается линия по производству многопустотных плит перекрытия по поточно-агрегатному способу производства. Этот способ производства заключается в следующем: технологические операции последовательно осуществляются последовательно на отдельных рабочих местах. Часть операций обычно выполняют одновременно, например, операции распалубки изделий и осмотра, подготовки форм совмещают с формованием изделий. Формование производится на виброплощадках в одиночных и групповых формах, с пустотообразователями без вибромеханизмов, на формовочных установках с использованием пустотообразователей, оснащенных вибромеханизмами; на роликовых и ременных центрифугах и разъемных и неразъемных формах на специальном оборудовании для вибропрессования на ударных столах в металлических формах, агрегатах вибрационного действия с применением вакуумирования.
В состав технологической линии входят формовочный агрегат с бетоноукладчиком; установки для заготовки и натяжения арматуры, формоукладчик; камеры твердения, участки распалубки, остывания изделия, их отделки и технического контроля; пост чистки и смазки форм; площадки под запасник арматуры, закладных деталей, утеплителя, складирования форм, их оснастки и текущего ремонта, стенд для испытания готовых изделий. Поточно-агрегатные линии преобладают в производстве, что объясняется гибкостью и универсальностью, что, в конечном счете, позволяет изготовить изделия большей номенклатуры при относительно малых партиях. Многопустотными выполняются плиты покрытий, вентиляционные блоки и другие изделия из сборного железобетона. Наличие в плитах пустот круглого, овального или прямоугольного сечения обуславливает некоторую специфику формующего оборудования. Требуется наличие в формовочной машине каретки с пустотообразователями. Каретка перемещается по рельсам, к ней шарнирно крепятся пустотообразователи. Пустообразователи опираются на поддерживающие ролики. После установки формы каретка перемещается приводом в крайнее правое положение. При этом пустотообразователи через отверстия в торцевых бортах формы вводятся внутрь формы. После этого форма заполняется бетонной смесью и производится ее уплотнение. По завершении уплотнения привод каретки извлекает пустотообразователи переводит их в крайнее положение, а в плите остаются пустоты. Уплотнение бетонной смеси в форме осуществляется на виброплощадках. При этом используются пассивные пустотообразователи, которые не имеют собственного вибрационного привода. Также часто применяются активные пустотообразователи, у них есть вибропривод. Чаще всего используются активные пустотообразователи с дебалланснопланетарными вибровозбудителями.
2. Определение основных параметров изделий
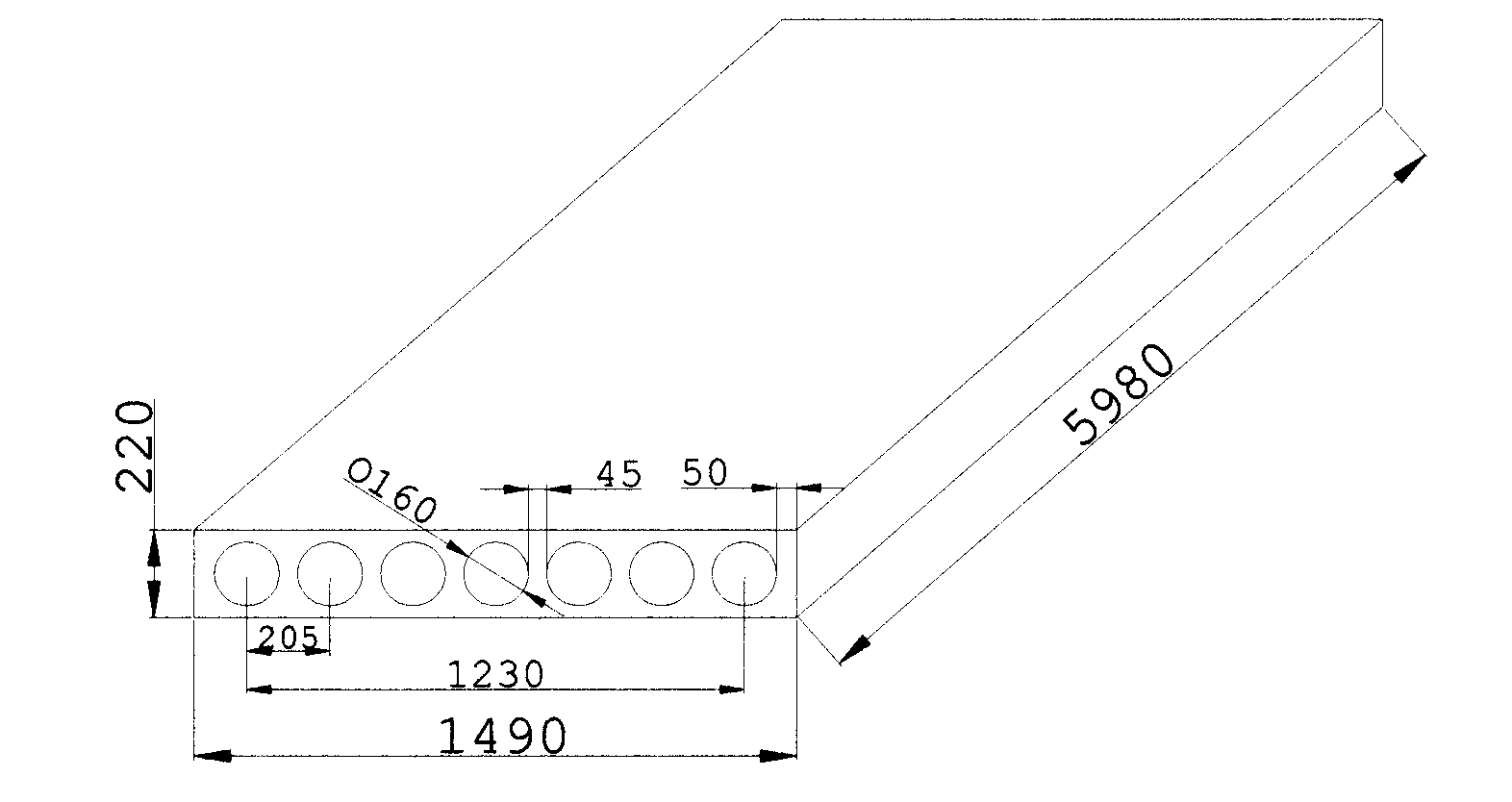
2.1 Ширина изделия
А = dпуст · Zпуст + 2 · 50 + 6 · 45 = 1490
dпуст = 160
Zпуст = 7
2.2 Объём изделия
Vизд = V – Vпуст
где V = А·В·Н – объём без учёта пустот
V = 1,49 · 5,98 · 0,22 = 1,96 м3

Vпуст = 0,842 м3
Vизд = 1,119 м3
2.3 Масса изделия
mизд = Vизд · ρбет = 1,119 · 2,6 = 2,908 т.
ρбет = 2,6 т/м3
3.1 Расчет годового фонда рабочего времени линии
Тгод= (Дк - Дпр - Двых)* Zсм *tсм * Кв
,где
Дк - количество календарных суток в году; Дк = 365
Дпр - количество праздничных суток в году; Дпр = 10
Двых - количество выходных дней в году; Двых = 104
Zсм - количество рабочих смен в сутках; Zсм = 2
Кв - коэфф использования оборудования по времени; Кв = 0.9
Режим работы: круглогодичный, двухсменный.
tсм = 8 час
Таблица 1
Режим работы завода |
Расчетное время |
Коэф использ оборудования по времени, Кв |
Годовой фонд рабочего времени, ч |
||||
Дней в году |
Смен в сутки, Zcv |
Часов в смену |
Часов в сутки, tс |
Часов в год,Тр |
|||
Круглогодичный двухсменный |
251 |
2 |
8 |
16 |
4016 |
0,87 |
3494 |
Тгод = (Дк - Дпр - Двых )* Zсм *tсм * Кв
Тгод = 3.494 * 103 час