

3.3. Зажимные элементы
3.3.1. Винтовые зажимы
Винтовые зажимы применяют в приспособлениях с ручным закреплением заготовки, в приспособлениях механизированного типа, а также на автоматических линиях при использовании приспособлений-спутников. Они просты, компактны и надежны в работе.
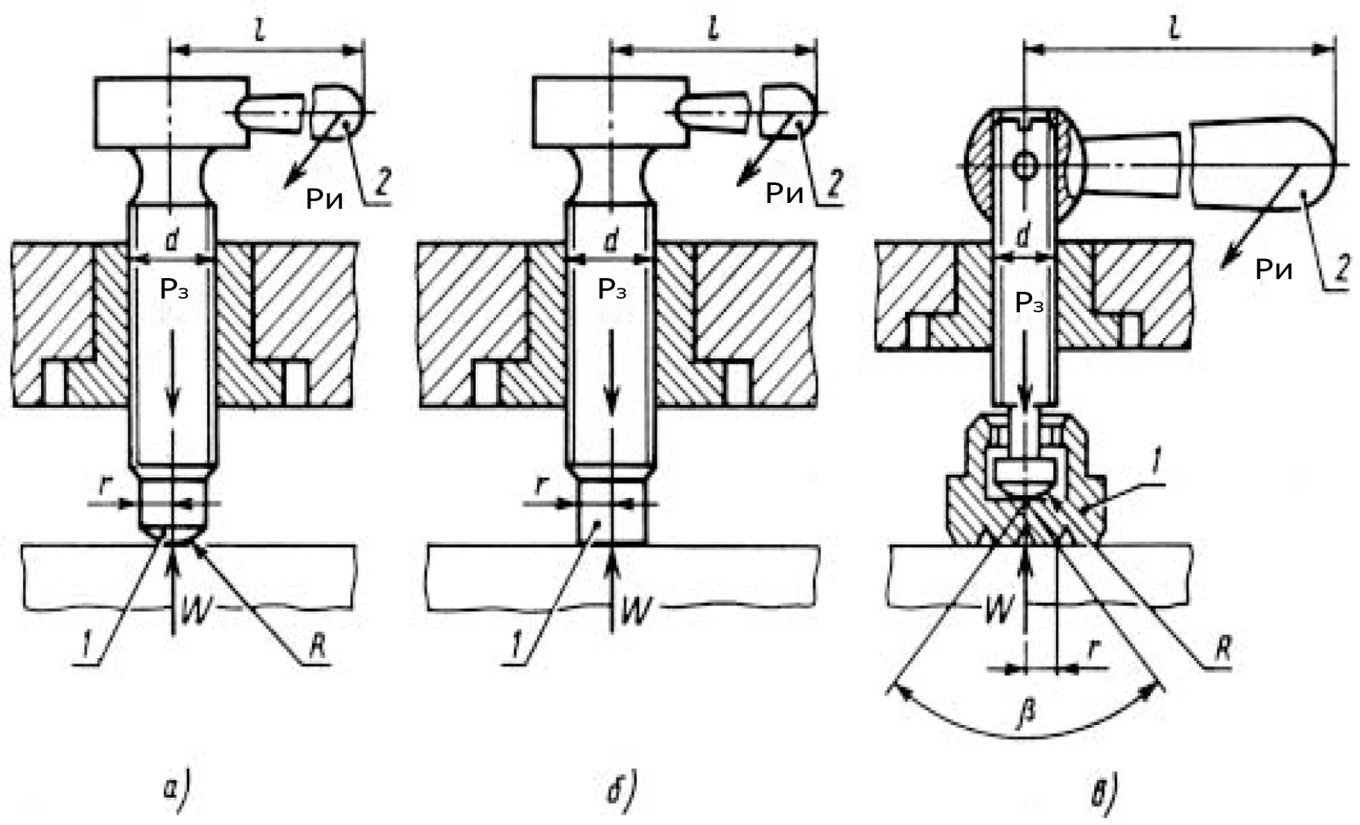
Рис. 3.2. Винтовые зажимы:
а – со сферическим торцом; б – с плоским торцом; в – с башмаком. Условные обозначения: Ри - сила, приложенная на конце рукоятки; Рз - сила зажима;W – сила реакции опоры; l - длина рукоятки; d - диаметр винтового зажима.
Расчет винтового ЭЗМ. При известной силе Р3 вычисляют номинальный диаметр винта

где d — диаметр винта, мм; Р3 — сила закрепления, Н; σр — напряжение растяжения (сжатия) материала винта, МПа
Таблица 3
Основные параметры винтовых ЭЗМ
Диаметр винта, мм |
М8 |
М10 |
М12 |
М16 |
М20 |
М24 |
М30 |
М36 |
М42 |
Шаг резьбы, мм |
1,25 |
1,5 |
1,75 |
2 |
2,5 |
3 |
3,5 |
4 |
4,5 |
Рз |
3100 |
4900 |
7000 |
12500 |
19600 |
28000 |
44000 |
63500 |
86400 |
Примечание. Сила Р3 вычислена при σр = 100 МПа. Между Р3 и σр существует линейная зависимость; например, винтом диаметром Ml6, изготовленным из стали с σр = 200 МПа, можно создать силу Р3 = 25000 Н
Вычисленный диаметр округляют до ближайшего большего значения (см. табл.3).
Исходя из условий закрепления заготовки, выбирают конец нажимного винта (торец гайки), вычисляют КПД (η) механизма и крутящий момент Mкp, который нужно приложить к винту для надежного закрепления заготовки. Если η < 0,4, винтовой ЭЗМ надежен против самоотвинчивания; в противном случае для винта следует выбрать резьбу с мелким шагом. По моменту Mкp выбирают форму рукоятки с учетом требований эргономики.
3.3.2. Клиновые зажимы
Клиновые зажимные механизмы отличаются простотой конструкции, удобством наладки и эксплуатации, способностью к самоторможению, постоянством силы зажима. К недостаткам этих механизмов относятся сосредоточенный характер силы зажима и низкая надежность, которая зависит от характера клинового сопряжения.
Клин применяется в следующих конструктивных вариантах:
1) плоский односкосый клин.
2) двускосый клин.
3) круглый клин.
4) кривошипный клин в форме эксцентрика или плоского кулачка с рабочим профилем, очерченным по архимедовой спирали;
5) винтовой клин в форме торцевого кулачка. Здесь односкосый клин как бы свернут в цилиндр: основание клина образует опору, а его наклонная плоскость - винтовой профиль кулачка;
 На
рис. 3.3. показан стандартизованный
клиновой зажимной механизм с ручным
приводом для закрепления заготовки на
столе станка. Зажим заготовки
осуществляется клином 1,
перемещающимся относительно корпуса
4.
Положение
подвижной части клинового зажима
фиксируется болтом 2,
гайкой 3
и
шайбой; неподвижной части — болтом
6,
гайкой 5
и
шайбой 7.
На
рис. 3.3. показан стандартизованный
клиновой зажимной механизм с ручным
приводом для закрепления заготовки на
столе станка. Зажим заготовки
осуществляется клином 1,
перемещающимся относительно корпуса
4.
Положение
подвижной части клинового зажима
фиксируется болтом 2,
гайкой 3
и
шайбой; неподвижной части — болтом
6,
гайкой 5
и
шайбой 7.
Для надежного закрепления обрабатываемой заготовки в приспособлении клин должен быть самотормозящийся, т.е. зажимать заготовку после прекращения действия на клин исходной силы Ри (рис. 3.4. а). Клиновые зажимы применяют в качестве промежуточного звена в сложных зажимных системах. При расположении передаваемых сил односкосным клиновым механизмом между силами Ри и Рз получается зависимость, определяемая из силового многоугольника (рис. 3.4. б). Условные обозначения: Ри – исходное усилие; Рз – усилие зажима; F1, F2, F3 - коэффициенты трения; N1, N2, N3 - нормальные составляющие от действующих сил; φ1, φ2, φ3 - углы трения; α - угол клина.

знак «+» относится к закреплению клина, а знак «-» к откреплению.
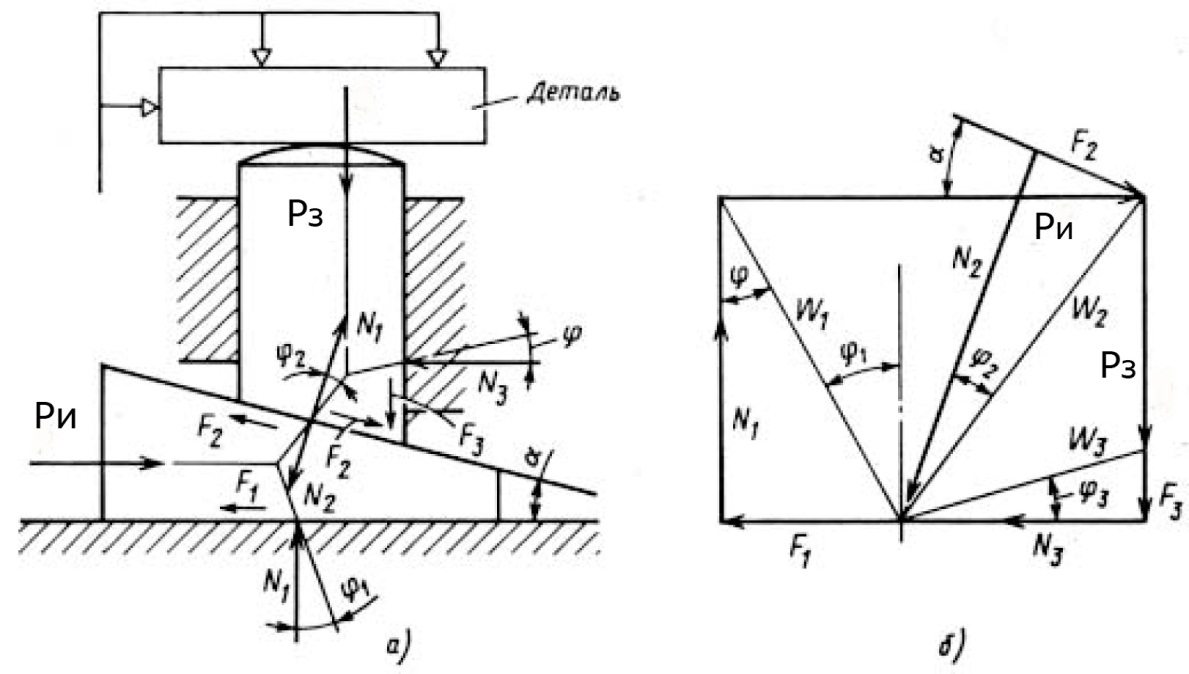
Рис. 3.4. Схема расчета клинового зажима
Самоторможение клина обеспечивается малыми углами α наклона его поверхности и получается при

φ1, φ2, φ3 – углы трения, f – коэффициент трения;
 ;
;

3.3.3. Эксцентриковые зажимные механизмы
Э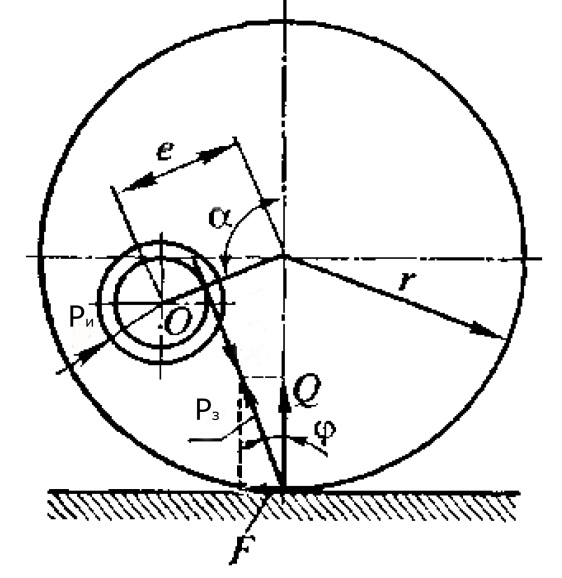 ксцентриковые
зажимные механизмы являются
более быстродействующими по сравнению
с винтовыми, но развивают меньшую силу
зажима.
Обладают свойством самоторможения.
Основные недостатки: не могут надежно
работать при значительных колебаниях
размеров между установочной и зажимаемой
поверхностью обрабатываемых деталей;
ненадежность зажима при работе с ударами
или вибрациями. Рабочая поверхность
эксцентриков может быть частью окружности,
эвольвентой или спиралью Архимеда.
ксцентриковые
зажимные механизмы являются
более быстродействующими по сравнению
с винтовыми, но развивают меньшую силу
зажима.
Обладают свойством самоторможения.
Основные недостатки: не могут надежно
работать при значительных колебаниях
размеров между установочной и зажимаемой
поверхностью обрабатываемых деталей;
ненадежность зажима при работе с ударами
или вибрациями. Рабочая поверхность
эксцентриков может быть частью окружности,
эвольвентой или спиралью Архимеда.
Рис. 3.5. Круглый самотормозящийся эксцентрик и силы, действующие на него:
F— сила, направленная вдоль поверхности контакта эксцентрика с заготовкой;
Круглый эксцентрик (рис. 3.5) представляет собой диск или валик, поворачиваемый вокруг оси О, смещенной относительно геометрической оси эксцентрика на некоторую величину е, называемую эксцентриситетом. Ри – исходное усилие; Рз – усилие зажима; F— сила, направленная вдоль поверхности контакта эксцентрика с заготовкой;
Условие самоторможения
эксцентрика:

D−диаметр эксцентрика, e−эксцентриситет
Исходными данными для расчета основных размеров круглого эксцентрика является: Рз − сила закрепления заготовки, Н; d − допуск на размер заготовки от ее установочной базы до места приложения силы закрепления, мм; α − угол поворота эксцентрика от нулевого положения.
Если угол поворота эксцентрика не ограничен, то
е = (d + S1 + S2 + Рз /J)/2,
где е − эксцентриситет; S1−- зазор для свободного ввода заготовки под эксцентрик; S2 − запас хода эксцентрика, предохраняющий его от перехода через мертвую точку;
J − жесткость зажимного устройства, Н/мм.
Для случая, когда угол поворота α значительно меньше 180º,
е = (d + S1 + Рз /J)/(1 - соs α ).
3.3.4. Устройства для зажима деталей типа тел вращения
В зависимости от способа установки и центрирования обрабатываемых деталей указанные зажимные устройства можно подразделить на следующие виды:
1) жесткие (гладкие) оправки для установки деталей с зазором или натягом;
2) разжимные цанговые;
3) клиновые (плунжерные, шариковые);
4) с тарельчатыми пружинами;
5) самозажимные (кулачковые, роликовые);
6) с центрирующей упругой втулкой.
Р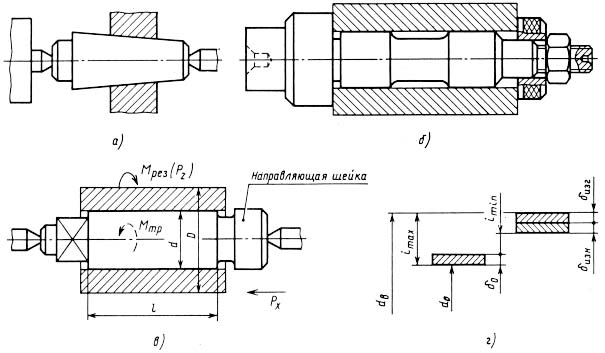 ис.
3.6. Центровые оправки для установки
цилиндрических заготовок в центрах на
токарном станке:
а - конусная
для высокой точности центрирования; б
- оправка для установки заготовки с
гарантированным зазором; в -
оправка под запрессовку. Условные
обозначения: Мтр - момент
трения, Мрез - момент
резания, Рх - сдвигающая
сила (сила сопротивления подаче); г
- расположение полей допусков соединения
оправка-заготовка.
Условные
обозначения: изн
- допуск на износ оправки; изг
- допуск на изготовление оправки; imim,
imax - зазор между деталью
и оправкой; 0
- допуск на отверстие; d0 -
диаметр отверстия; dв -
диаметр вала.
ис.
3.6. Центровые оправки для установки
цилиндрических заготовок в центрах на
токарном станке:
а - конусная
для высокой точности центрирования; б
- оправка для установки заготовки с
гарантированным зазором; в -
оправка под запрессовку. Условные
обозначения: Мтр - момент
трения, Мрез - момент
резания, Рх - сдвигающая
сила (сила сопротивления подаче); г
- расположение полей допусков соединения
оправка-заготовка.
Условные
обозначения: изн
- допуск на износ оправки; изг
- допуск на изготовление оправки; imim,
imax - зазор между деталью
и оправкой; 0
- допуск на отверстие; d0 -
диаметр отверстия; dв -
диаметр вала.
Цанги представляют собой пружинящие гильзы. Их применяют для установки заготовок по наружным и внутренним цилиндрическим и шлицевым поверхностям. Цанги обеспечивают концентричность установки 0,02 − 0,05 мм и представляют собой разрезные пружинящие гильзы (рис. 3.7.). Они выполняются из высокоуглеродистой стали У10А и подвергаются термической обработке в местах губок до твердости НRC 59...63 и в хвостовой части до НRC 40...46. Цанги выполняются также из легированных сталей, содержащих 0,6 - 0,7% С; 1% Mn и 0,5% Cr. Марганец и хром придают цангам высокую твердость и износостойкость.
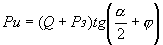
где: Pз – сила закрепления заготовки; Q – сила сжатия лепестков цанги; φ− угол трения между цангой и втулкой.
Р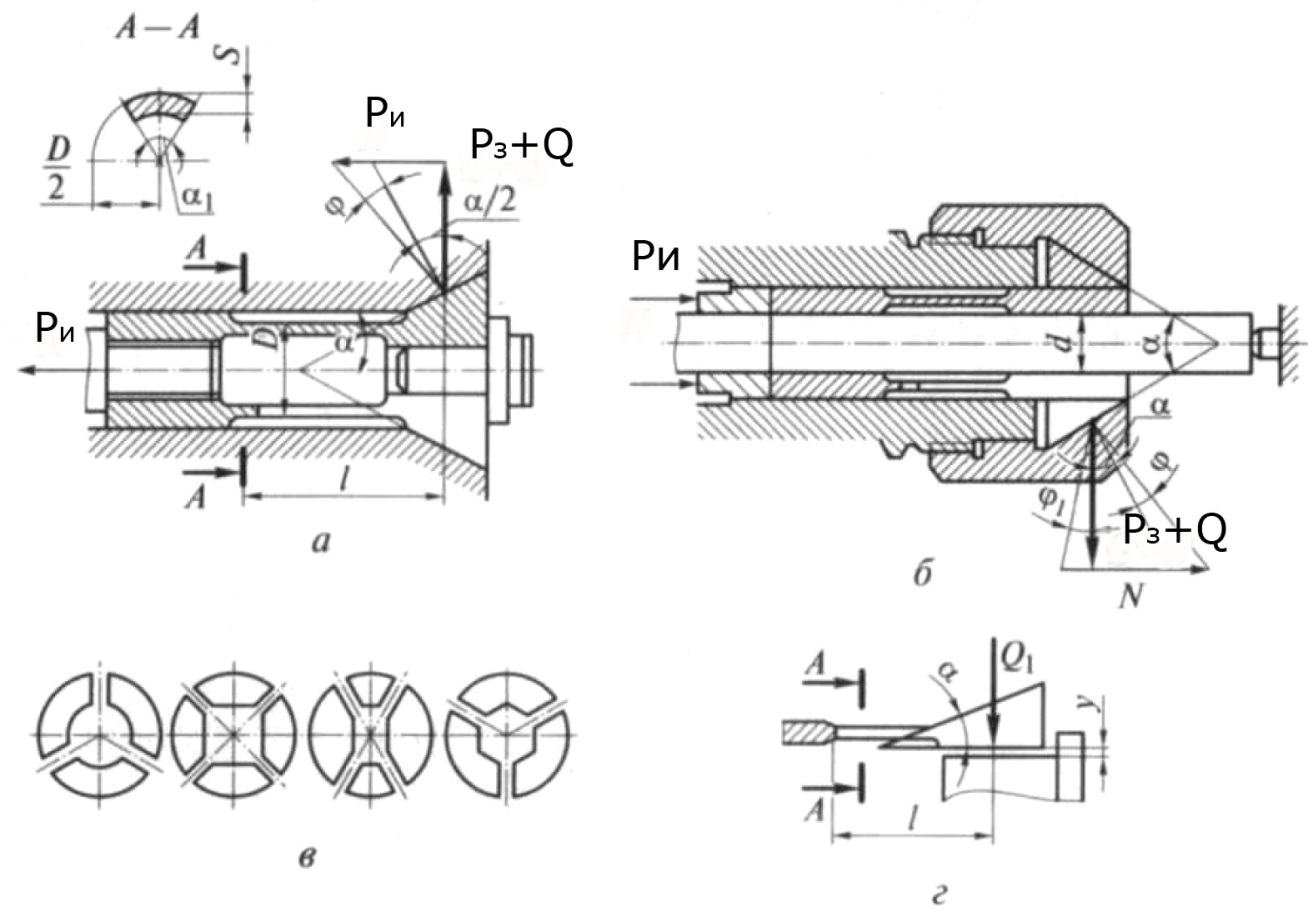 ис.
3.7. Цанговые зажимы
а,
б
— конструкции
с тянущей и толкающей цангами для
закрепления соответственно штучных
заготовок и пруткового материала;
ис.
3.7. Цанговые зажимы
а,
б
— конструкции
с тянущей и толкающей цангами для
закрепления соответственно штучных
заготовок и пруткового материала;
в — число и форма лепестков; г — схема для расчета сил в лепестке цанги
На рис. 3.7. а, б приведены примеры конструкции цанг для центрирования по наружному диаметру. Если конструкцию на рис. 3.7, а с тянущей цангой применяют для закрепления штучных заготовок, то конструкцию на рис. 3.7, б с толкающей цангой применяют чаще всего для закрепления пруткового материала. Для фиксации прутка в осевом направлении перед цангой установлен упор.
Число лепестков цанги (рис. 3.7, в) зависит от ее рабочего диаметра d (см. рис. 3.7, б) и профиля базовой поверхности заготовки или собираемой детали. При d < 30 мм цанга имеет три лепестка, при 30 < d < 80 мм — четыре, при d > 80 мм — шесть. Если базовая поверхность — шлицевая, то число лепестков равно числу шлицов и форма лепестка повторяет профиль впадины шлица.
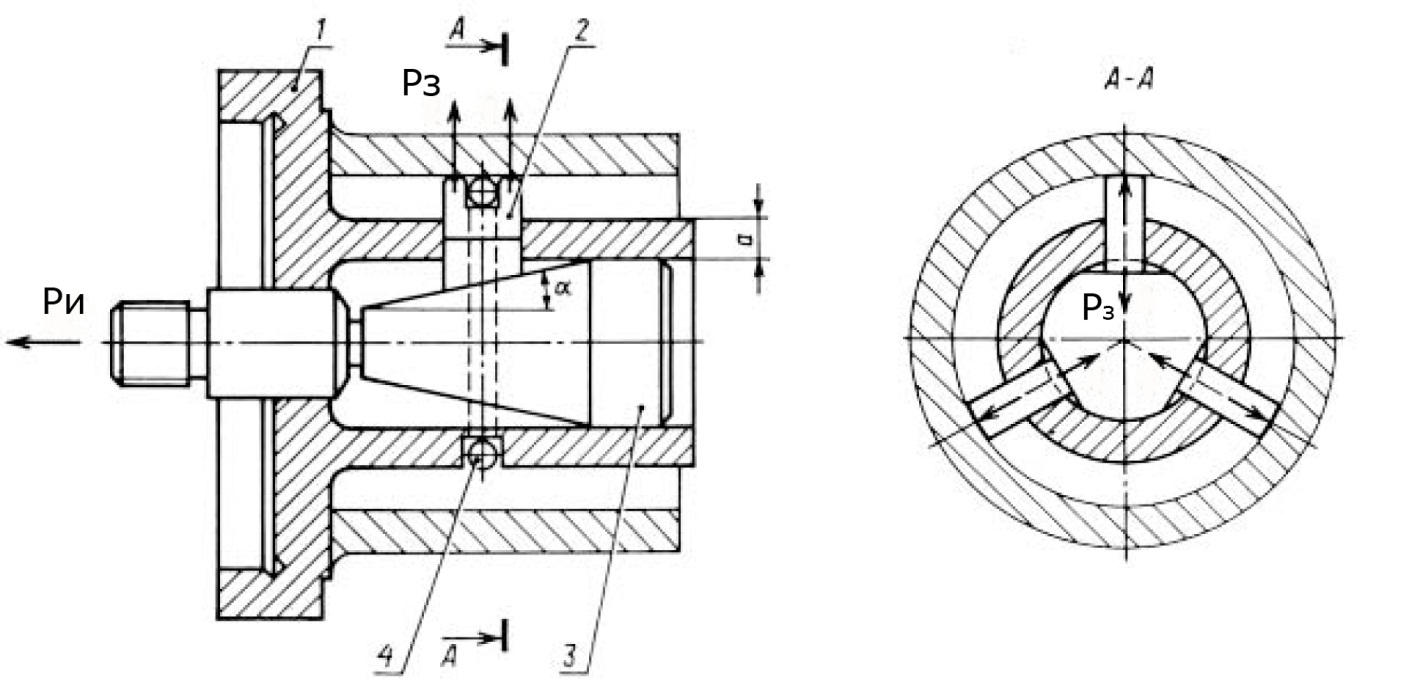
Рис. 3.8. Схема клиноплунжерного токарного патрона (1 - корпус; 2 - плунжер; 3 - клин; 4 - шарик).
Условные обозначения: Рз − усилие зажима одним плунжером; Ри − сила тяги привода; − угол наклона конуса клина; а − толщина гильзы корпуса.
Рис. 3.9. Оправка кулачковая шпиндельная. Условные обозначения: Ри - осевая сила на тяге; D - диаметр посадочный; d - диаметр кулачков; d1 – диаметр тяги; l - длина оправки.
Оправки и патроны с тарельчатыми (пластинчатыми) пружинами применяют для установки заготовок по внутренним или наружным поверхностям. Они обеспечивают прочное закрепление и точное центрирование в пределах 0,01 ...0,02 мм. Высокую точность центрирования обеспечивают шлифованием наружной поверхности предварительно сжатых пружин.
На рис. 3.10. а показана консольная оправка для закрепления заготовки 2 по внутренней цилиндрической поверхности. Втулка 4, установленная в корпусе 1 оправки, затягивается винтом 5. При этом для закрепления заготовки осевые силы способствуют сплющиванию тарельчатых пружин 3 и их частичному распределению, что увеличивает наружный диаметр пружин на 0,1 ...0,4 мм в зависимости от их размеров.
 Тарельчатые
пружины (рис. 3.10, б)
изготовляют
из пружинной стали марки 60С2А, термически
обработанной до твердости 40... 45 HRC.
Толщина S
пружины составляет 0,5... 1,25 мм. При отжатии
винта 5
(см. рис. 3.10, а)
пружины
3
возвращаются
в исходное положение, а заготовка 2
легко
снимается с оправки.
Тарельчатые
пружины (рис. 3.10, б)
изготовляют
из пружинной стали марки 60С2А, термически
обработанной до твердости 40... 45 HRC.
Толщина S
пружины составляет 0,5... 1,25 мм. При отжатии
винта 5
(см. рис. 3.10, а)
пружины
3
возвращаются
в исходное положение, а заготовка 2
легко
снимается с оправки.
Базовую поверхность заготовки выполняют с точностью не грубее 11-го квалитета. Максимальное сплющивание пружин допускается в пределах 3/4 их полной высоты.
При установке заготовок с протяженной наружной базовой поверхностью применяют оправки с двумя пакетами симметрично расположенных тарельчатых пружин. Значение осевой силы для закрепления заготовки составит:

где N1 — сила, необходимая для выборки радиального зазора между пружинами и базовой поверхностью заготовки; N2 — сила закрепления. Размеры тарельчатых пружин нормализованы, поэтому их выбирают по справочным таблицам.
Патроны и оправки с самоцентрирующими тонкостенными втулками, наполненными гидропластмассой, применяют для установки по наружной или внутренней поверхности деталей, обрабатываемых на токарных и других станках.
На приспособлениях с тонкостенной втулкой обрабатываемые детали наружной или внутренней поверхностью устанавливают на цилиндрическую поверхность втулки. При разжиме втулки гидропластмассой детали центрируются и зажимаются.
Н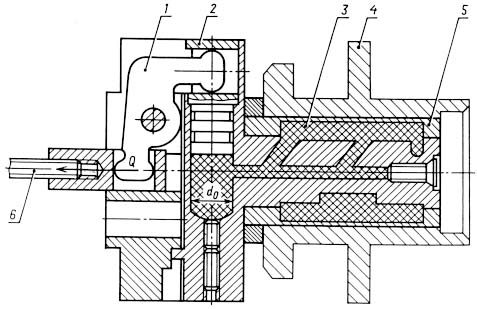 а
рис. 3.11. показана консольная оправка с
тонкостенной втулкой и гидропластмассой.
Обрабатываемую деталь 4
базовым
отверстием устанавливают на наружную
поверхность тонкостенной втулки 5.
При подаче сжатого воздуха в штоковую
полость пневмоцилиндра поршень со
штоком перемещается в пневмоцилиндре
влево и шток через тягу 6
и рычаг 1
передвигает
плунжер 2,
который нажимает
на гидропластмассу 3.
Гидропластмасса
равномерно давит на внутреннюю поверхность
втулки 5,
втулка
разжимается; наружный диаметр втулки
увеличивается, и она центрирует и
закрепляет обрабатываемую деталь 4.
а
рис. 3.11. показана консольная оправка с
тонкостенной втулкой и гидропластмассой.
Обрабатываемую деталь 4
базовым
отверстием устанавливают на наружную
поверхность тонкостенной втулки 5.
При подаче сжатого воздуха в штоковую
полость пневмоцилиндра поршень со
штоком перемещается в пневмоцилиндре
влево и шток через тягу 6
и рычаг 1
передвигает
плунжер 2,
который нажимает
на гидропластмассу 3.
Гидропластмасса
равномерно давит на внутреннюю поверхность
втулки 5,
втулка
разжимается; наружный диаметр втулки
увеличивается, и она центрирует и
закрепляет обрабатываемую деталь 4.
Рис. 3.11. Консольная оправка с гидропластмассой .

Мембранные патроны применяют для точного центрирования заготовок по наружной и внутренний цилиндрической поверхностям. В зависимости от воздействия на мембрану штока механизированного привода — тянущего или толкающего действия — мембранные патроны подразделяются на разжимные и зажимные.
Мембранный патрон состоит из круглой, привертываемой к планшайбе, мембраны 1 (рис. 3.12, а) с симметрично расположенными кулачками 2, число которых n = 6... 12. Внутри шпинделя станка проходит шток 3 пневмоцилиндра, который при движении вперед прогибает мембрану 1 и раздвигает кулачки 2. При обратном ходе штока 3 мембрана 1, выпрямляясь, сжимает кулачками 2 заготовку 4. При откреплении заготовки шток раздвигает кулачки (рис. 3.12, б, схема раскрытого патрона).
Материал мембраны — сталь марок 65Г, ЗОХГС или У7А, закаленная до твердости 40...45 HRC. Конструкции и основные параметры мембранных патронов стандартизованы.
Мембранные патроны обеспечивают точность центрирования 0,003...0,005 мм, для чего кулачки должны быть отшлифованы по внутреннему диаметру на месте в установленном на станке патроне.
Форма рабочей поверхности зажимных элементов, контактирующих с заготовкой, в основном такая же, как и установочных элементов. Графически зажимные элементы обозначаются согласно таблице 4
Таблица 4
Графическое обозначение зажимных элементов

Контрольные задания.
Задание 3.1.
Основные правила при закреплении заготовки?
Задание 3.2.
От чего зависит количество точек зажима детали при обработке?
Задание 3.3.
Преимущества и недостатки применения эксцентриков.
Задание 3.4.
Графическое обозначение зажимных элементов.