

Лекция 3 Зажимные устройства приспособлений
3.1. Назначение зажимных устройств
Основное назначение зажимных устройств приспособлений — обеспечение надежного контакта (неотрывности) заготовки или собираемой детали с установочными элементами, предупреждение ее смещения в процессе обработки или сборки.
Зажимной механизм создает силу для закрепления заготовки, определяемую из условия равновесия всех сил, приложенных к ней
При механической обработке на заготовку действуют:
1) силы и моменты резания
2) объемные силы — сила тяжести заготовки, центробежные и инерционные силы.
3) силы, действующие в точках контакта заготовки с приспособлением – сила реакции опоры и сила трения
4) второстепенные силы, к которым относятся силы, возникающие при отводе режущего инструмента (сверла, метчики, развертки) от заготовки.
При сборке на собираемые детали действуют сборочные силы и силы реакции, возникающие в точках контакта сопрягаемых поверхностей.
К зажимным устройствам предъявляются следующие требования:
1) при зажиме не должно нарушаться положение заготовки, достигнутое базированием. Это удовлетворяется рациональным выбором направления и мест приложения сил зажима;
2) зажим не должен вызывать деформации заготовок, закрепляемых в приспособлении, или повреждения (смятия) их поверхностей;
3) сила зажима должна быть минимально необходимой, но достаточной для обеспечения фиксированного положения заготовки относительно установочных элементов приспособлений в процессе обработки;
4) сила зажима должна быть постоянной на всем протяжении технологической операции; сила зажима должна быть регулируемой;
5) зажим и открепление заготовки необходимо производить с минимальной затратой сил и времени рабочего. При использовании ручных зажимов усилие не должно превышать 147 Н; Средняя продолжительность закрепления: в трехкулачковом патроне (ключом) — 4 с; винтовым зажимом (ключом) — 4,5…5 с; штурвалом — 2,5…3 с; поворотом рукоятки пневмо-, гидрокрана — 1,5 с; нажатием кнопки — менее 1 с.
6) зажимной механизм должен быть простым по конструкции, компактным, максимально удобным и безопасным в работе. Для этого он должен иметь минимальные габаритные размеры и содержать минимальное число съемных деталей; устройство управления зажимным механизмом должно располагаться со стороны рабочего.
Необходимость применения зажимных устройств исключается в трех случаях.
1) заготовка имеет большую массу, по сравнению с которой силы резания малы.
2) силы, возникающие при обработке, направлены так, что не могут нарушить положение заготовки, достигнутое при базировании.
3) заготовка, установленная в приспособление, лишена всех степеней свободы. Например, при сверлении отверстия в прямоугольной планке, закладываемой в ящичный кондуктор.
3.2. Классификация зажимных устройств
Конструкции зажимных устройств состоят из трех основных частей: контактного элемента (КЭ), привода (П) и силового механизма (СМ).
Контактные элементы служат для непосредственной передачи зажимного усилия на заготовку. Их конструкция позволяет рассредоточить усилия, предотвращая смятие поверхностей заготовки.
Привод служит для преобразования определенного вида энергии в исходное усилие Ри, передаваемое силовому механизму.
Силовой механизм необходим для преобразования полученного исходного зажимного усилия Ри в усилие зажима Рз. Преобразование производится механически, т.е. по законам теоретической механики.
В соответствии с наличием или отсутствием в приспособлении этих составных частей зажимные устройства приспособлений разделяются на три группы.
К первой группе относятся зажимные устройства (рис. 3.1а), имеющие в своем составе все перечисленные основные части: силовой механизм и привод, который обеспечивает перемещение контактного элемента и создает исходное усилие Ри, преобразуемое силовым механизмом в зажимное усилие Рз .
Во вторую группу (рис. 3.1б) входят зажимные устройства, состоящие лишь из силового механизма и контактного элемента, который приводится в действие непосредственно рабочим, прилагающим исходное усилие Ри на плече l. Эти устройства иногда называют зажимным устройством с ручным приводом (единичное и мелкосерийное производство).
К третьей группе относятся зажимные устройства, которые в своем составе не имеют силового механизма, а используемые приводы лишь условно можно назвать приводами, так как они не вызывают перемещений элементов зажимного устройства и только создают зажимное усилие Рз , которое в этих устройствах является равнодействующей равномерно распределенной нагрузки q, непосредственно действующей на заготовку и создаваемой либо в результате атмосферного давления, либо посредством магнитного силового потока. К этой группе относятся вакуумные и магнитные устройства (рис. 3.1в). Применяются во всех видах производства.
Р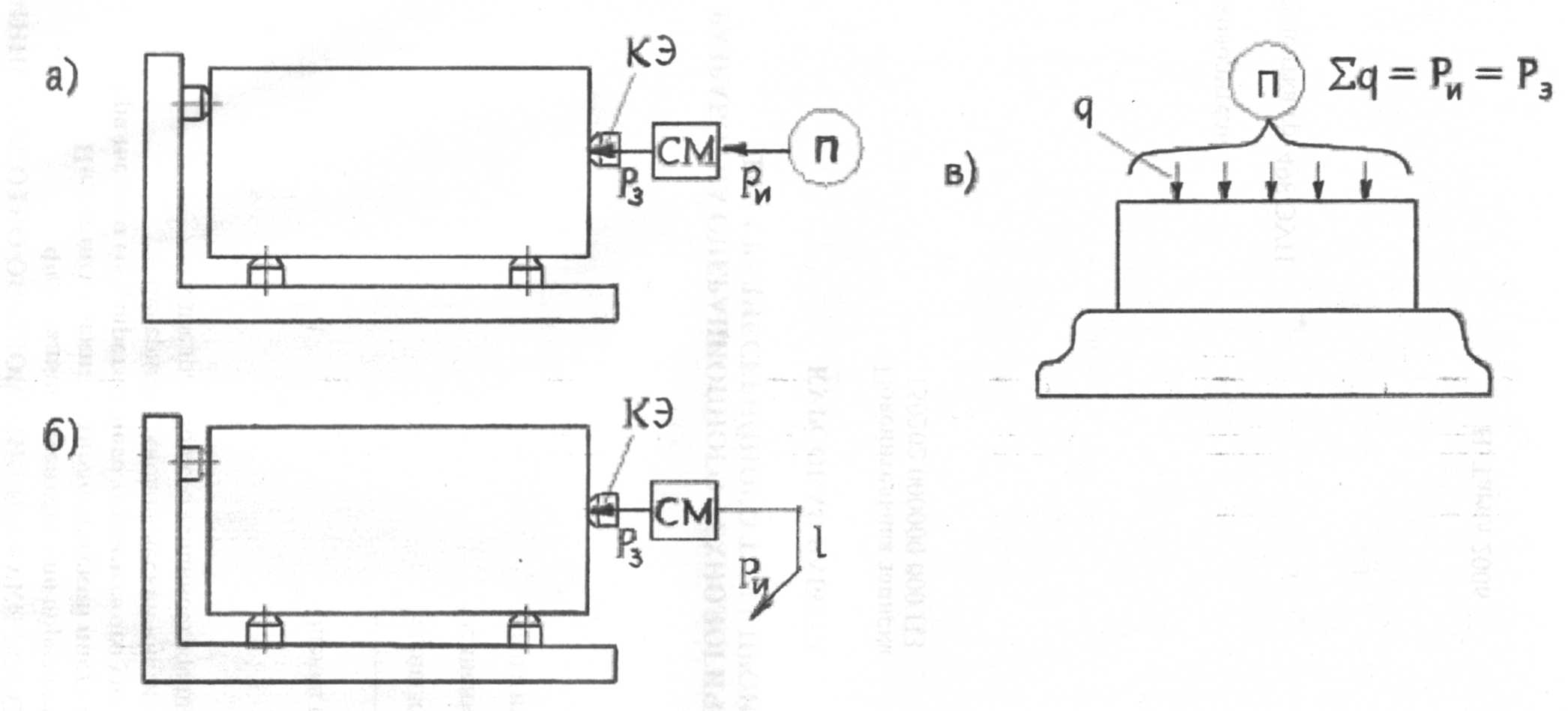 ис.
3.1. Схемы зажимных механизмов
ис.
3.1. Схемы зажимных механизмов
Элементарным зажимным механизмом называют часть зажимного устройства, состоящую из контактного элемента и силового механизма.
Зажимными элементами называют: винты, эксцентрики, прихваты, тисочные губки, клинья, плунжеры, прижимы, планки. Они являются промежуточными звеньями в сложных зажимных системах.
В табл. 2 приведена классификация элементарных зажимных механизмов.
Таблица 2
Классификация элементарных зажимных механизмов
ЭЛЕМЕНТАРНЫЕ ЗАЖИМНЫЕ МЕХАНИЗМЫ |
ПРОСТЫЕ |
ВИНТОВЫЕ |
Зажимные винты |
С разрезной шайбой или планкой |
|||
Штыковые или плунжерные |
|||
ЭКСЦЕНТРИКОВЫЕ |
Круглые эксцентрики |
||
Криволинейные по эвольвенте |
|||
Криволинейные по спирали Архимеда |
|||
КЛИНОВЫЕ |
С плоским односкосым клином |
||
С опорным роликом и клином |
|||
С двухскосым клином |
|||
РЫЧАЖНЫЕ |
Одноплечевые |
||
Двухплечевые |
|||
Изогнутые двухплечевые |
|||
КОМБИНИРОВАННЫЕ |
ЦЕНТРИРУЮЩИЕ ЗАЖИМНЫЕ ЭЛЕМЕНТЫ |
Цанги |
|
Разжимные оправки |
|||
Зажимные втулки с гидропластом |
|||
Оправки и патроны с пластинчатыми пружинами |
|||
Мембранные патроны |
|||
РЕЕЧНО-РЫЧАЖНЫЕ ЗАЖИМЫ |
С роликом зажимом и замком |
||
С коническим запирающим устройством |
|||
С эксцентриковым запирающим устройством |
|||
КОМБИНИРОВАННЫЕ ЗАЖИМНЫЕ УСТРОЙСТВА |
Сочетание рычага и винта |
||
Сочетание рычага и эксцентрика |
|||
Шарнирно-рычажный механизм |
|||
СПЕЦИАЛЬНЫЕ |
Многоместные и непрерывного действия |
По источнику энергии привода (здесь говорится не о виде энергии, а именно о местонахождении источника) приводы делятся на ручные, механизированные и автоматизированные. Ручные зажимные механизмы приводит в действие мускульная сила рабочего. Механизированные зажимные механизмы работают от пневматического или гидравлического привода. Автоматизированные устройства перемещаются от движущихся узлов станка (шпинделя, суппорта или патронов с кулачками). В последнем случае зажим заготовки и разжим обработанной детали производится без участия рабочего.