

Прессвалковый прошивной стан оснащен специальным устройством для перевалки
рабочих валков. Оно состоит из держателя опорного подшипника, на котором смонтирован фиксатор стержня оправки и суппорт направляющей проводки. Продолжительность замены валков составляет менее 15 мин (валки смонтированы в обойме, которая автоматически извлекается из клети). Настройка направляющей проводки, комплекта валков и зажима прошивной штанги производится вне стана на держателе опорного подшипника непосредственно перед его установкой в рабочее положение.
Прессвалковый прошивной стан фирмы "United States Steel" в Фэрфилде (США) имеет двухвалковую клеть с диаметром валков 1300 мм. Мощность привода 950 кВт, максимальная скорость прокатки 0,5 м/мин. Толкатель заготовки - реечного типа, аналогичная система управляет перемещением стержня оправки. Стан оснащен замкнутой системой смены стержней оправок, в которой в течение заданного времени осуществляется охлаждение, смазка и осмотр стержней и оправок. Извлечение стержня оправки из гильзы производится при помощи специального устройства вне стана. Перевалку валков в прессвалковом стане выполняют тележкой с гидравлическим приводом: на тележку опускают валки с подшипниками и подушками и выдвигают ее из клети. На другой, заранее подготовленной тележке, устанавливают новый комплект валков. Аналогичным образом производят быструю смену входных проводок стана. Перед станом установлено устройство для гидросбива окалины.
Для подачи заготовки в стан применяется вводная роликовая проводка, а также толкатель улучшенной конструкции (рис. 3.13, а, б). Трехроликовая самоцентрирующая проводка на выходной стороне прессвалкового стана обеспечивает точное центрирование гильзы с оправкой, исключая необходимость регулировки; дает возможность использовать поворотный рычаг для удаления оправки и зарядки новой, при этом устраняется необходимость применения мостовых кранов и других разгрузочных устройств (рис. 3.10 б).
Особое значение при прессвалковой прошивке имеет стойкость оправок. Стойкость их может быть повышена за счет правильного выбора формы и материала. Оправки можно изготавливать из обычных инструментальных сталей, однако обязательным условием получения высокой стойкости является образование на поверхности окисной пленки. Силовые параметры процесса прошивки зависят от формы оправок, материала прошиваемых заготовок, температуры прошивки, коэффициента вытяжки и др. Так, по мере увеличения угла конусности оправки, для обеспечения заданной скорости прошивки необходимо увеличивать усилие вталкивания. В то же время усилие прокатки от формы оправки не зависит. Повышение коэффициента вытяжки до 1,8 практически не влияет на интенсивность износа оправок, но вызывает существенное увеличение энергосиловых параметров процесса. Оптимальные значения энергосиловых параметров и величин износа оправки достигают при увеличении коэффициента вытяжки за счет увеличения поперечного сечения заготовки при неизменном диаметре оправки.
При использовании при прошивке различных смазок необходимо исключить повреждение окисной пленки и науглероживание внутренней поверхности заготовки под действием смазочных материалов. Хорошие результаты получены при использовании смазки из легкоплавких минеральных солей. Форма оправок при пресс-валковой прошивке оказывает влияние на поперечную разностенность гильз. Использование оправок с полукруглым, овальным и особенно плоским концом способствует уменьшению поперечной разностенности стакана – гильзы.
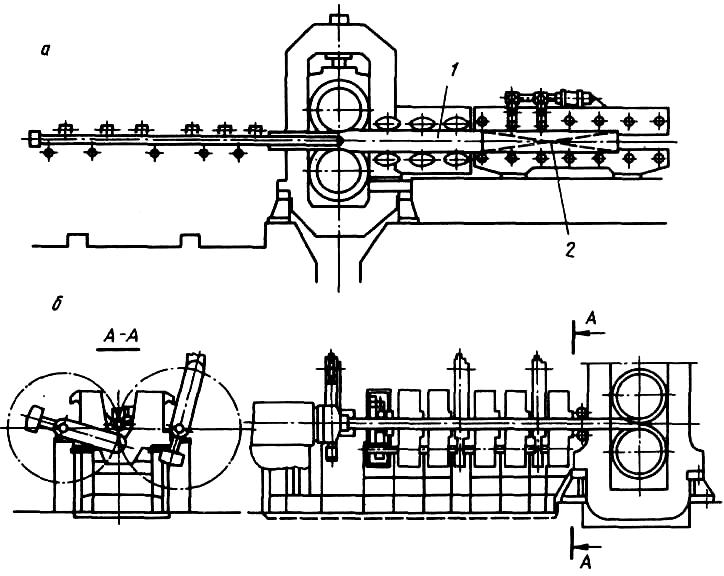
Рис. 3.14. Линия стана прессвалковой прошивки: а - толкатель заготовки (1 - заготовка, 2 - толкатель); б - выходная сторона пресс-валкового прошивного стана
Прессвалковый прошивной стан является, в определенной степени, универсальным агрегатом и может быть установлен перед непрерывным, пилигримовым, реечным, автоматическим и трехвалковым раскатным станами, а также, в определенных условиях, перед экструзионным прессом. В связи с высокой степенью эксцентричности гильзы, полученной на пресс-валковом стане, необходимым условием его применения является установка за ним элонгатора, а иногда и двух станов элонгаторов для обеспечения необходимой суммарной вытяжки.