

2.2.2.5 Механизмы поштучной выдачи заготовок. Первичное и вторичное базирование.
Механизмом поштучной выдачи заготовок условно называют иногда от-секатель и питатель автоматической загрузочной системы. Условность термина заключается в том, что загрузка может производиться не поштучно, а по несколько заготовок.
Отсекатели загрузочных систем (бункерных и магазинных) предназначены для отделения одной или нескольких заготовок (деталей) от общего их потока, поступающего из магазина (лотка-магазина), с целью дальнейшего их перемещения в питатель станка-автомата в дискретном технологическом процессе.
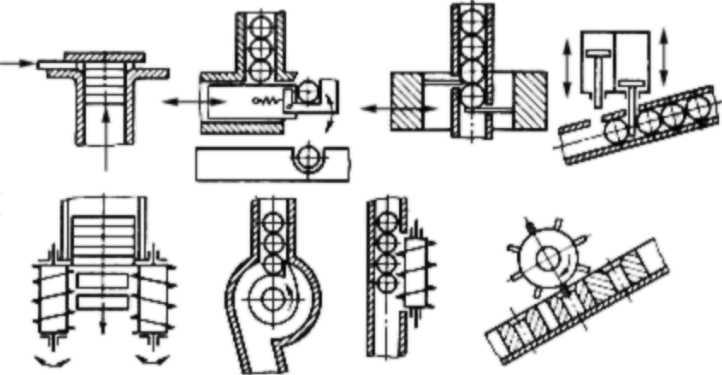
Работа отсекателя синхронизирована прямо или косвенно с работой технологического автомата. Процесс отсечки заготовок может протекать при механическом воздействии, при использовании энергии сжатого воздуха, магнитных или электромагнитных сил. В качестве отсекателей (рис. 2.23) могут использоваться всевозможные по конструкции механизмы, совершающие различной сложности прямолинейные, вращательные, маятниковые и другие движения.
Отсекатели работают совместно с питателями и достаточно часто конструктивно представляют с ними единый механизм. В качестве отсекателей могут выступать так называемые отсекающие поверхности питателей (также можно говорить и о том, что некоторые отсекатели выполняют и функцию питателя).
Типы питателей загрузочных систем. В системе автоматической загрузки питатели выполняют функцию перемещения окончательно ориентированных штучных заготовок, отделенных отсекателями от общего их потока, в рабочую зону технологических машин.
По конструктивному принципу питатели подразделяются на:
револьверные;
шиберные и секторные;
грейферные;
комбинированные (автооператоры).
54
Револьверные питатели в большинстве случаев выполняются как неотъемлемая часть автомат1гческой технологической машины. Такие питатели (рис. 2.24) представляют собой барабанные или дисковые механизмы с несколькими захватными элементами, в которые западают заготовки из лотка-магазина.


![]()
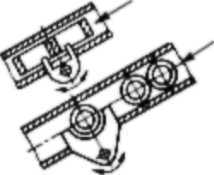
Рис. 2.23. Примеры конструкций отсекателеп МЗС и БЗС.
Дискретным поворотом питателя заготовки переносятся в рабочую зону автомата (на рис. 2.24 - круглопшифовальный автомат), где происходит процесс резания или сборки. При этом питатель остается в зоне обработки (сборки). Заготовка с помощью базирующе-зажимного приспособления (например, центров) выводится из контакта в захватными элементами питателя для предотвращения их износа, а после обработки - возвращается в питатель. В связи с
этой осооенностью револьверные питатели нашли применение в основном в сборочных автоматах и на шлифовальных операциях, где мелкая стружка и продукты износа инструмента (шлам) легко удаляются из зоны обработки (в том числе из захватных органов питателя) с маз очно-охлаждаю щеп жидкостью или сжатым воздухом.

Рис. 2.24. Револьверный питатель автоматической загрузочной системы круглошлифовального врезного автомата: 1 - лоток-магазин; 2 - питатель; 3 - храповой механизм; 4 - пневмо1р!линдр привода питателя; 5 - до-сылатель гштателя; 6 - шпиндельная бабка изделия; 7 - штшдель изделия; S -шлифовальный круг; 9 - шлифовальная бабка; 10 - пиноль задней бабки; 11 - отводной лоток; 12 - боковой кожух
На шиберные и секторные питатели подразделяются в зависимости от характера движения исполнительного органа - шибера или сектора. В первом случае совершается возвратно-поступательное движение заготовки в рабочую зону станка-автомата (рис. 2.25.а), а во втором - маятниковое движение сектора переносит заготовку по радиусной траектории (рис. 2.25,6). В обоих случаях питатели после выполнения функции загрузки освобождают рабочую зону технологической машины (в отличие от револьверного питателя), не создают помех рабочим органам и вспомогательным механизмам, сходу стружки при механической обработке.
Грейферные питатели применяются при автоматизации последовательных многопозиционных технологических машин линейной компоновки. Особенно широкое распространение получили в штамповочном автоматизирован-
56
ном производстве на многопереходных прессовых машинах. Рабочий орган питателя - грейферная линейка - может осуществлять движение трех видов (рис. 2.26):
![]()





Рис. 2.25. Шиберные (а) и секторный (б) питатели загрузочных систем технологических автоматов: 1 - лоток-магазин; 2 - питатель; 3 - отсе* кающие поверхности питателя; 4 - зажим (защелка)

J
п.
- однокоординатное возвратно-поступательное в одной плоскости;
57
двухкоординатное в одной или в двух взаимно перпендикулярных плос костях:
трехкоординатное - в трех плоскостях.
Комбинированные питатели применяются в том случае, когда обеспечить перемещение заготовки в рабочую зону автомата относительно простыми движениями с помощью перечисленных выше питателей не удается.

Рис. 2.27. Примеры комбинированных питателей загрузочных систем - автооператоров.
Такие комбинированные питатели, получившие название автооператоров, представляют собой достаточно сложные транспортные машины, работающие по жесткой программе. Они имеют один или более захватных органов.
58
в которых фиксируются заготовки, перемещаемые по достаточно сложной траектории из накопителя (лотка, магазина, отсекателя) в рабочую зону станка-автомата. Примером может служить схема автооператора, приводившаяся на рис. 2.3, а также схемы на рис. 2.27.
В качестве приводов в таких автооператорах применяются электродвигатели (с редукторами), пневмо- и гидроцилиндры, электромагниты. Из систем управления наибольшее распространение в автооператорах получили цикловые, в том числе и микропроцессорные - программируемые контроллеры.
Конструкции питателей применяются часто не только для выполнения функции загрузки, но и для выгрузки обработанных деталей из зоны обработки.