

2 Проектирование поточной линии механической обработки детали
2.1 Особенности и преимущества поточного производства
Дать характеристику поточного производства, назвать его особенности и преимущества перед традиционными.
Поточное производство – это производство, при котором станки располагаются в последовательности технологических операций, установленных для деталей, обрабатываемых на данной станочной линии.
Преимуществами поточного производства перед традиционными является:
непрерывность работы;
принцип параллельности;
легко планировать процесс производства;
ритмичный выпуск продукции;
уменьшение времени на производство.
2.2 Расчеты такта (τ) поточной линии
Дать пояснение такта поточной линии как основного показателя ее работы.
Такт поточной линии – это промежуток времени, через которое выходят из поточной линии готовые детали.
Такт поточной линии определяется по формуле:
τ
=
 ,
(2.1)
,
(2.1)
где Фдоб – суточный фонд времени: (8х2)·60=960 мин., при 8-часовом рабочем дне в два смены;
Вр – регламентированные затраты времени на техническое обслуживание станка, принять Вр=60 мин.;
Nдоб – суточная программа выпуска, шт.
Суточная программа выпуска рассчитывается по формуле:
 ,
(2.2)
,
(2.2)
где Nр – заданная годовая программа выпуска, шт.;
nрд – количество рабочих дней в году.
2.3 Расчеты количества оборудования, его загрузки и степени синхронизации операций технологического процесса
Расчеты количества оборудования для каждой операции проводится по формуле:
 ,
(2.3)
,
(2.3)
где nрi – расчетное число станков на i-той операции, шт.;
tштi – штучное время на и-ту операцию, мин.;
τ – такт поточной линии, мин./шт.
Округляем nрi к первому большему или ближайшее целоe числу – получим принятое количество станков nпрi.
Загрузка оборудования ηзi определяем для каждой i – ой операции по формуле:
 (2.4)
(2.4)
Загрузка
оборудования на отдельных операциях
не должно превышать 85 – 90% для создания
резерва оборудования с целью обеспечения
бесперебойной работы поточной линии.
Если при расчетах
![]() окажется
высшим за 85 – 90%, то следует увеличить
количество станков.
окажется
высшим за 85 – 90%, то следует увеличить
количество станков.
Для эффективной работы оборудования на поточной линии необходимо, чтобы загрузка оборудования на большинстве операций не было выше чем 60 – 70%. Низкая загрузка допустима лишь на отдельных операциях ( чаще всего – сверлящих, резьбонарезных, слесарных и т.і.). Если загрузка оборудования оказывается на большинстве операций ниже 60 – 70%, то необходимо пересмотреть годовую программу выпуска деталей и согласовать ее с руководителем проекта.
Студент должен привести в объяснительной записке пример расчетов количества оборудования и других показателей для одной операции, а результаты расчетов по остатку операций свести к таблице 2.1. В таблицу 2.1 заносятся также результаты расчетов степени десинхронизации операций, порядок расчетов которого приведен ниже.
Таблица 2.1 - Расчеты оборудования на поточной линии
№ операции |
Название операции |
tштi, мин. |
nрi,шт. |
nпрi, шт. |
ηзі, % |
tштi/nпрi |
Степень несинхро-нізації, Сии |
|
|
|
|
|
|
|
|
Вместе |
|
|
|
|
|
|
|
Средняя загрузка оборудования ηз сэр рассчитывается по формуле:
 ,
(2.5)
,
(2.5)
где m – число операций.
Степень не синхронизации операций рассчитывается по формуле:
 ,
(2.6)
,
(2.6)
где
![]() – рабочий такт на и-той операции;
– рабочий такт на и-той операции;
 – средний рабочий такт поточной линии.
– средний рабочий такт поточной линии.
Средний рабочий такт поточной линии находится по формуле:
 (2.7)
(2.7)
По полученным результатам строится график синхронизации операций (рисунок 2.1) и график загрузки оборудования (рисунок 2.2).

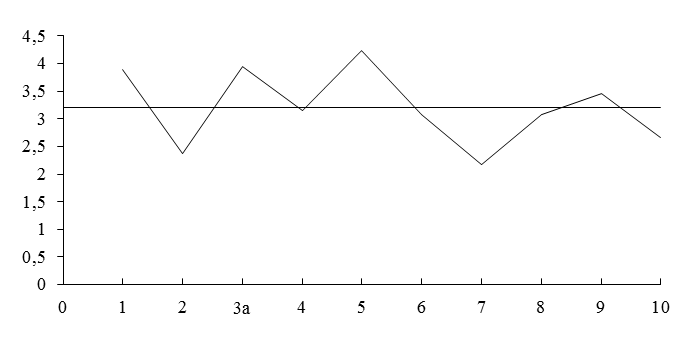
Рисунок 2.1 - График синхронизации операций

Рисунок 2.2 - График загрузки оборудования на операциях
По степени синхронизации операций на поточной линии определяется тип поточной линии, от которого зависит организация работ и выбор транспортных средств.
Если
на всех операциях степень десинхронизации
не превышает
![]() ,
то такая линия является синхронизированной
непрерывно-поточной. Если же хотя бы на
одной операции степень десинхронизации
превышает указанную величину, то такую
линию следует называть несинхронизированной.
,
то такая линия является синхронизированной
непрерывно-поточной. Если же хотя бы на
одной операции степень десинхронизации
превышает указанную величину, то такую
линию следует называть несинхронизированной.