

Способы удаления поврежденных обмоток и намотка новой обмотки, применяемые материалы.
Поврежденную обмотку можно удалять механическим способом. Для этого корпус электродвигателя с пакетом статора и обмоткой устанавливают на токарный или фрезерный станок и резцом или фрезой обрезают одну из лобовых частей обмотки. Затем при помощи электро- или гидропривода удаляют (вытягивают) из пазов оставшуюся часть обмотки (крюком за оставшуюся лобовую часть обмотки). Однако при этом в пазах остаются частицы изоляции и необходима работа по их удалению. Иногда статор после обрезки лобовой часта обмотки подвергают обжигу в печи при температуре 300... 350 °С в течение нескольких часов. После такой дополнительной операции оставшаяся часть обмотки легко удаляется из пазов, а пазы остаются практически чистыми и не имеют остатков изоляции. Такой способ удаления повреждений обмотки называется термомеханическим.
На ряде ремонтных предприятий лобовые части поврежденных обмоток не обрезают, а обмотки только обжигают — термический способ удаления обмотки. Но при этом обмотку из пазов удаляют после обжига только вручную.
Равномерное тепловое поле получить в обжиговой печи очень трудно. Нередко в печи происходит возгорание изоляции обмотки, приводящее к местным перегревам. Последнее, в свою очередь, может привести к ухудшению структуры обмоточной меди и невозможности в дальнейшем восстановить обмоточный провод, а также к короблению алюминиевых корпусов электродвигателей. Поэтому для электродвигателей с алюминиевыми корпусами такой способ удаления обмотки практически неприменим.
При обжиге выгорают лаковые пленки между пакетом стали и корпусом двигателя, а также между отдельными листами пакета статора, что может привести к нарушению тугой посадки пакета стали в корпусе двигателя. Обычно после 2... 3 обжигов пакет начинает проворачиваться в корпусе, уменьшается и прессовка пакета, что недопустимо.
Более прогрессивен обжиг изоляции обмоток в расплавах солей (каустика или щелочи) при температуре 300°С, если корпус алюминиевый, и 480°С, если чугунный. При термохимическом методе разрушения изоляции обмотки ее опускают в раствор каустической соды или щелочи и выдерживают 8... 10 ч при температуре раствора 80...100°С. После этого обмотка легко удаляется из пазов машины. Способ особенно оправдывает себя при масляно-битумной изоляции.
Изоляция поврежденной обмотки может быть удалена (разрушена) химическим методом при помощи моющей жидкости типа МЖ-70. Технология при этом такова: загрузка ремонтируемых машин с поврежденными обмотками в емкость, герметизация емкости, заполнение ее моющей жидкостью МЖ-70, процесс реакции (обычно в ночное нерабочее время), удаление жидкости, продувка емкости чистым воздухом, разгерметизация и открытие емкости, выемка машин и удаление обмотки из пазов. Необходимо соблюдать правила техники безопасности, так как жидкость летучая и токсичная.
Изоляцию поврежденной обмотки можно обжечь и индукционным способом, помещая статор с поврежденной обмоткой в нагреватель (на стержень однофазного трансформатора с подъемным верхним ярмом), в котором он является практически вторичным замкнутым накоротко контуром — витком трансформатора (рис. 1). Протекающий по активной стали и корпусу статора ток нагревает их, выжигая при этом пазовую и витковую изоляцию.
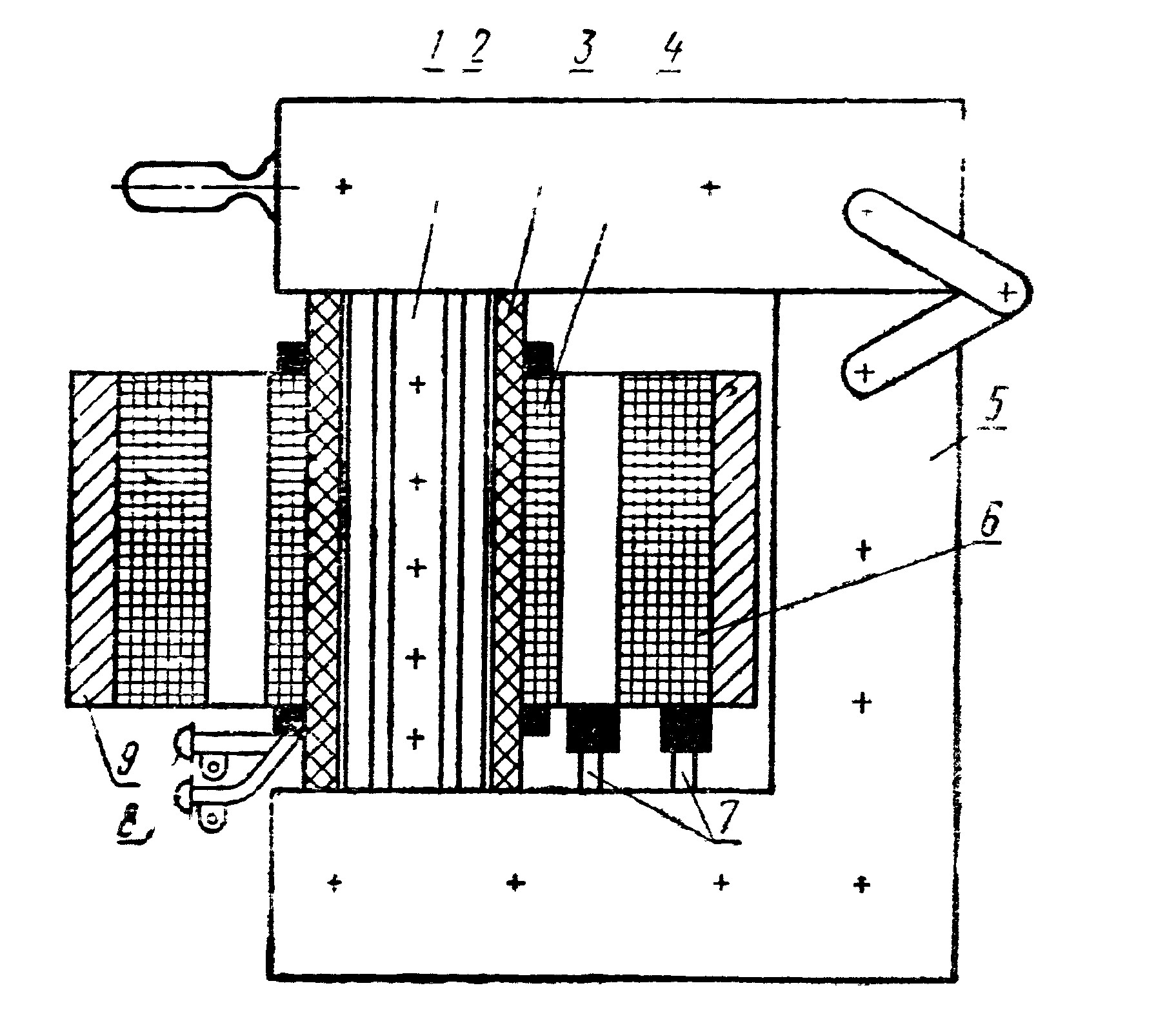
Индукцнонный нагрев изоляции обмоток статоров:
1 – откидное ярмо; 2 — сменный стержень, 3 —изоляционный цилиндр; 4 —обмотка 5 — неподвижное Г - образное ярмо; 6 — статор; 7 — подставки корпуса двигателя 8 — выводы обмотки; 9 — корпус двигателя.
Эта установка работает следующим образом. По внутреннему диаметру статора подбирают сменный стержень с таким расчетом, чтобы между внутренним диаметром статора и стержнем был минимальный зазор.
Для увеличения коэффициента мощности и КПД желательно иметь одинаковые длины обмоток стержня, нагревателя и корпуса двигателя. В некоторых случаях для этой цели на стержень надевают два или несколько одинаковых корпусов. Подобрав сменный стержень, его устанавливают на неподвижное ярмо так, чтобы размеры магнитной цепи были минимальными (стержень двигают по неподвижному ярму, сокращая размеры магнитной цепи, и фиксируют в нужном положении). Затем на сменный стержень надевают один или несколько одинаковых статоров двигателей, и откидное ярмо закрывают, образуя замкнутую магнитную цепь. На обмотку нагревателя подают напряжение, процесс выжига длится от 60 до 120 мин. Температура выжига при индукционном способе достигает 500 °С. Этот способ безопасно применять и для двигателей с алюминиевым корпусом, так как самовоспламенений изоляции не наблюдается.
После обжига изоляции статор промывают в моечной машине. Для замены обмотки из пазов статора извлекают старую обмотку и продувают пазы сухим сжатым воздухом при помощи шланга со специальной насадкой.
Намотка и укладка новой обмотки. . После извлечения старой обмотки из пазов и их обработки (продувка сжатым воздухом), в пазы укладывают заранее подготовленную главную изоляцию (гильзование пазов) и обмотку, одновременно междуфазную изоляцию и фазовые клинья. Затем соединяют обмотку статора в соответствии со схемой, сваривают с помощью графитового электрода и трансформатора.
Обмотки статора асинхронных электродвигателей, состоящие из катушек, укладывают («всыпают») в полузакрытые пазы в один или два слоя. Катушки из мягкой проволоки наматывают на универсальные шаблоны, а затем укладывают в пазы, формируют лобовые части бандажи вручную.
Чтобы не повредить изоляцию катушек при их укладке, необходим специальный инструмент: деревянные молотки, фибровые или текстолитовые доски и клинья.
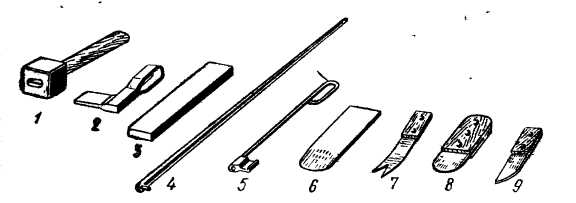
Инструмент для обмотчика:
1 — молоточек; 2,4 и 5 —сапожки; 3 и 6 — оправки; 7— специальный нож для обрезки изоляции в пазах машины; 8 и 9 — монтерские ножи..
В асинхронных двигателях с фазным ротором применяют катушечные обмотки («всыпные и с укладкой в протяжку») и стержневые. В машинах небольшой мощности используют «всыпные» обмотки; технология их изготовления такая же, как статорных.
Перед двух, трехкратной пропиткой изоляцию обмоток испытывают повышенным напряжением относительно корпуса и между фазами, проверяют, нет ли межвитковых замыканий и правильно ли собрана схема.
Обмотку сушат в электропечи с автоматическим регулированием температуры.
Температура и продолжительность сушки зависит от марки применяемых лаков и класса нагревостойкости изоляции двигателя. Для ускорения сушки в печи должна быть циркуляция воздуха.
После укладки, соединения, пропитки и сушки проводят межоперационный контроль обмоток.
В качестве главной межфазной изоляции в настоящее время применяется пленкоэлектрокартон, пленкоасбокартон, стекломеканит или синтетические пленки (трацетные или полиэтилентермоталатные) типа ПЭТФ толщиной 0,2-0,35 мм с высокими диэлектрическими и механическими характеристиками.
Обмотки выполняют проводами ПЭВ2, ПЭМ2, ПЭТВ и ПЭТ 11 с высокопрочной изоляцией. У них высокая электрическая прочность при очень малой толщине изоляции (максимальная до 0,09мм, у провода ПБД 0,17-0,44мм).
В машинах небольшой мощности пленочную изоляцию применяют даже вместо пазового клина (в электродвигателях с изоляцией класса нагревостойкости Е - буковый пазовый клин, классов В, F - стеклотекстолитовый).
Обмотки бандажируют электроизоляционными чулками типа АСЭЧ. Для выводных концов используют высококачественные установочные провода марок ПТЛ200, РКГМ и др.; для изоляции выводов катушек, соединений внутри машин и мест паек - электроизоляционные трубки ТЭЧ и ТКС.
Для пропитки обмоток применяют высококачественные лаки МЛ-92, ПЭ-933, а электроизоляционные эмали ГФ-92ГС, ЭП91 используют в качестве защитного покрытия. Это повышает электрическую и механическую прочность, влаго-, химо- и теплостойкость и теплопроводность обмоток.