

Посадки в системі отвору
посадки
з зазором ![]() ,
,
посадки
з натягом ![]() ,
,
перехідні
посадки ![]() .
.
Посадки в системі валу
посадки
з зазором ![]() ,
,
посадки
з натягом ![]() ,
,
перехідні
посадки ![]() .
.
Абсолютні розміри основних відхилень та квалітетів наведені в таблицях згідно ГОСТ 25364-89 та ГОСТ 25347-82.
Крім допусків на розмір стандартом визначено допуски на форму та допуски на розміщення деталі (табл.4.1).
Таблиця 4.1.
Група допуску |
Вид допуску |
Позначення |
Допуск форми |
Допуск прямолінійності |
|
Допуск площинності |
|
|
Допуск круглості |
|
|
Допуск циліндричності |
|
|
Допуск профілю повздовжнього перерізу |
|
|
Допуск розміщення |
Допуск паралельності |
|
Допуск перпендикулярності |
|
|
Допуск нахилу |
|
|
Допуск співвісності |
|
|
Допуск симетричності |
|
|
Позиційний допуск |
|
|
Допуск перетинання осей |
|
|
Сумарні допуски форми та розміщення |
Допуск радіального биття, торцевого биття, биття в заданому напрямі |
|
Допуск повного радіального биття, повного торцевого биття |
|
|
Допуск форми заданого профілю |
|
|
Допуск форми заданої поверхні |
|
Лекція 8. Тема 4.4.
Шорсткість поверхонь деталей
На поверхні будь-якої деталі є сліди механічної обробки, які проявляються у вигляді сукупності виступів та впадин різних форм і розмірів (рис. 4.8). Критерій оцінки якості обробки поверхонь – це показник, який називається шорсткістю поверхні.
|
Рис. 4.8. Шорсткість поверхні. |
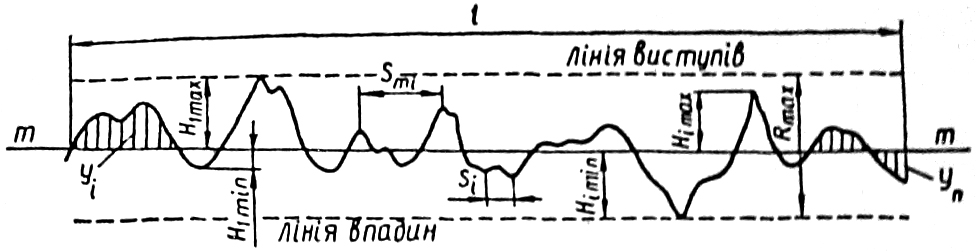
Згідно
з ГОСТ 2789-73 шорсткість поверхні оцінюється
такими параметрами (рис. 4.8):
![]() - середнє арифметичне відхилення профілю;
- середнє арифметичне відхилення профілю;
![]() - висота нерівностей профілю за десятьма
точками;
- висота нерівностей профілю за десятьма
точками;
![]() - найбільша висота нерівностей профілю;
- найбільша висота нерівностей профілю;
![]() - середній крок нерівностей;
- середній крок нерівностей;
![]() - середній крок місцевих виступів
профілю;
- середній крок місцевих виступів
профілю;
![]() - відносна опорна довжина профілю,
- відносна опорна довжина профілю,
![]() -
величина впадин,
-
величина впадин,
![]() -
величина виступів. Величини
та
вимірюються в мікронах (мкм).
-
величина виступів. Величини
та
вимірюються в мікронах (мкм).
Середнє
арифметичне абсолютних значень відхилень
профілю в межах базової довжини
![]() визначається за формулою:
визначається за формулою:
![]() ,
[мкм]
,
[мкм]
де
![]() - кількість вибраних точок профілю в
межах базової довжини;
- кількість вибраних точок профілю в
межах базової довжини;
![]() - відстань між і-ю
точкою профілю та середньою лінією
- відстань між і-ю
точкою профілю та середньою лінією
![]() .
.
Параметр - сума середніх абсолютних значень висот п’яти найбільших виступів профілю і глибин п’яти найбільших впадин профілю в межах базової довжини:
 ,
[мкм]
,
[мкм]
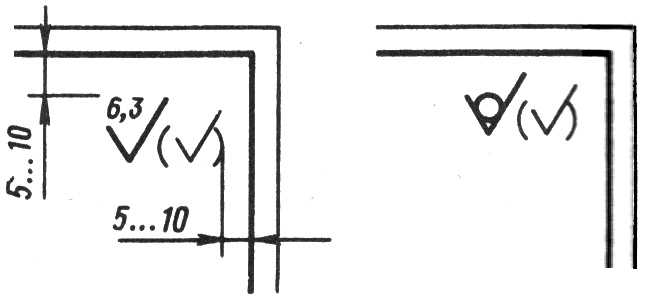
Для позначення шорсткості поверхні на кресленнях деталей використовують один із таких позначок:
![]() - вид механічної обробки конструктором
не встановлюється;
- вид механічної обробки конструктором
не встановлюється;
![]() -
поверхня утворена зніманням шару
матеріалу (обточування, фрезерування,
шліфування);
-
поверхня утворена зніманням шару
матеріалу (обточування, фрезерування,
шліфування);
![]() -
необроблена поверхня або оброблена без
знімання шару матеріалу (кування,
штампування, прокатування). Значення
параметра шорсткості вказують так:
- без символу, наприклад
-
необроблена поверхня або оброблена без
знімання шару матеріалу (кування,
штампування, прокатування). Значення
параметра шорсткості вказують так:
- без символу, наприклад
![]() ,
а для параметра
- із символом, наприклад
,
а для параметра
- із символом, наприклад
![]() . На кресленні в правому верхньому куті
позначають шорсткість по всім не вказаним
поверхням наступним чином
. На кресленні в правому верхньому куті
позначають шорсткість по всім не вказаним
поверхням наступним чином
 .
.
Вибираючи параметри шорсткості поверхонь, що вимагають механічної обробки, треба враховувати технологічні можливості різних методів обробки. Деякі орієнтовні дані з цього приводу наведені в таблицях 4.2 та 4.3.
Таблиця 4.2
Параметри шорсткості поверхонь для деяких методів механічної обробки
Вид поверхні |
Метод обробки |
Параметр шорсткості |
|||||||||
|
|
||||||||||
100 |
50 |
25 |
12,5 |
10 |
3,2 |
1,5 |
0,8 |
0,4 |
0,2 |
||
Зовнішня циліндрична |
Обточування: - попереднє - чистове - тонке |
Х |
Х |
Х |
Х Х |
Х |
Х |
Х |
Х |
Х |
|
Шліфування: - попереднє - чистове - тонке |
|
|
|
|
|
|
|
Х Х |
Х Х |
Х |
|
Внутрішня циліндрична |
Розточування: - попереднє - чистове - тонке |
Х |
Х |
Х |
Х Х |
Х |
Х |
Х |
Х |
Х |
|
Розгортання Протягування Свердління |
|
Х |
Х |
Х |
Х |
|
Х |
Х Х |
Х |
|
|
Шліфування: - попереднє - чистове |
|
|
|
|
|
|
|
Х |
Х |
Х |
|
Плоска |
Стругання: - попереднє - чистове |
Х |
Х |
Х |
Х |
Х |
|
|
|
|
|
Фрезерування: - попереднє - чистове |
Х |
Х |
Х |
Х |
Х |
Х |
|
|
|
|
|
Торцеве точіння: - попереднє - чистове |
Х |
Х |
Х |
Х |
Х |
Х |
|
|
|
|
|
Плоске шліфування: попереднє чистове |
|
|
|
|
|
|
|
Х |
Х |
Х |
|
Таблиця 4.3
Вид поверхні |
, мкм |
Посадочні поверхні валів і корпусів із сталі під підшипники кочення класу точності 0 при: d або D < 80 мм. d або D > 80 мм. |
1,25 2,5 |
Посадочні поверхні корпусів із чавуну під підшипники кочення класу точності 0 при: D < 80 мм. D > 80 мм. |
2,5 3,2 |
Торці заплічок валів і корпусів для встановлення підшипників кочення класу точності 0. |
2,5
|
Поверхні валів для з'єднань із натягом |
0,8 |
Торці заплічок валів для встановлення зубчастих, черв'ячних коліс при відношенні довжини отвору маточини до його діаметра:
|
1,6 3,2 |
Поверхні валів під гумові манжети |
0,63 |
Канавки, фаски, радіуси галтелей на валах |
6,3 |
Поверхні шпонкових пазів на валах: робочі неробочі |
3,2 6,3 |
Поверхні шпонкових пазів в отворах коліс, шківів: робочі неробочі |
1,6 3,2 |
Поверхні отворів маточин для з'єднань із натягом |
1,6 |
Торці маточин зубчастих, черв'ячних коліс, що базуються на торцях заплічок валів, при відношенні довжини отвору в маточині до його діаметра: < 0,7 0,7 |
1,6 3,2 |
Торці маточин зубчастих, черв'ячних коліс, які контактують з іншими деталями |
1,6 |
Вільні (неробочі) торцеві поверхні зубчастих, черв'ячних коліс |
6,3 |
Робочі поверхні зубів зубчастих коліс зовнішнього зачеплення: з
модулем
з модулем > 5 мм |
1,25 2,5 |
Поверхні виступів зубів коліс, витків черв'яків, зубів зірочок ланцюгових передач |
6,3 |
Фаски та виточення на колесах |
6,3 |
Робоча поверхня шківів пасових передач |
2,5 |
Поверхні отворів під болти, гвинти, шпильки |
12,5 |
Опорні поверхні під головки болтів, гвинтів, гайок |
6,3 |
Шорсткість
поверхонь, яка не вказана у таблиці,
можна визначити по формулі
![]() ,
де
,
де
![]() - допуск розміру.
- допуск розміру.