

3.3.5 Составление плана установов и переходов технологического маршрута
План отображает технологическую последовательность восстановления детали в соответствии с принятым технологическим маршрутом.
Обозначение операций, установов, переходов |
Наименование операций установов, переходов |
Содержание операций установов, переходов |
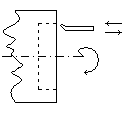
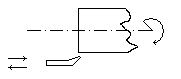
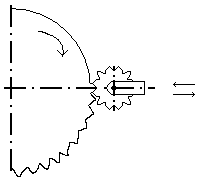
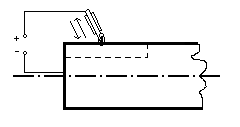
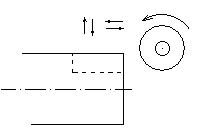
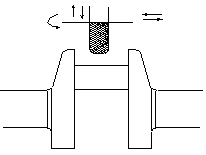
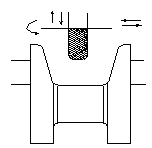
Эскиз установов, переходов |
005 |
Токарная |
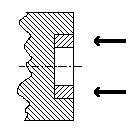
Расточить отверстие под подшипники ведущего вала КПП от Ø20,4 до Ø24 мм |
|
Проточить шейку под шестерню и шкив коленчатого вала от Ø23,9 до Ø22 мм |
|
||
010 |
Накатка |
Накатать поверхность фланца от Ø 119,6 до Ø 120 мм |
|
015 |
Наплавить |
Заварить шпоночный паз ручной сваркой |
|
020 |
Запрессовка ДРД |
Запрессовать втулку в отверстие под подшипник ведущего вала коробки переключения передач |
|
025 |
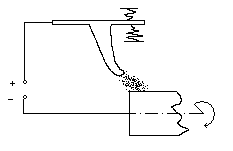
Наплавка |
Наплавить шейку под шестерню и шкив коленчатого вала от Ø22 до Ø27 мм |
|
030 |
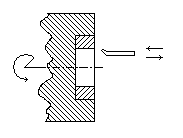
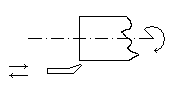
Токарная |
Расточить втулку в отверстии под подшипник ведущего вала коробки переключения передач до Ø20 мм |
|
Проточить шейку под шестерню и шкив коленчатого вала от Ø 27 до Ø 25 мм |
|
||
035 |
Фрезерная |
Фрезеровать шпоночную канавку под углом 180° к изношенному шириной 4 мм |
|
040 |
Шлифовальная |
Шлифовать шатунные шейки до Ø41,5 мм |
|
Шлифовать коренные шейки до Ø49,5 мм |
|
||
045 |
Контрольная |
Контролировать наружную поверхность фланца Ø120 мм |
________________ |
Контролировать отверстие под подшипник ведущего вала коробки переключения передач Ø20 мм |
|||
Контролировать шатунные шейки Ø41,5 мм |
|||
Контролировать коренные шейки Ø49,5 мм |
|||
Контролировать шейку под шестерню и шкив коленчатого вала Ø25 мм |
|||
Контролировать шпоночную канавку по ширине 4 мм |
3.3.6 Выбор оборудования, приспособлений и инструментов
Для токарной операции применяем:
Токарный станок 16Л20:
Наибольший диаметр
над станиной 400 мм.
над суппортом 210 мм.
Наибольшая длина обрабатываемой заготовки 1500 мм.
Частота вращения шпинделя 16-1600 об/мин.
Число скоростей шпинделя 21.
Наибольшее перемещение, мм:
продольное 1440
поперечное 240
Мощность электродвигателя главного привода 3,8 кВт.
Подача, мм/об:
продольная 0.05-2.8
поперечная 0.025-1.4
Габаритные размеры, мм:
длина – 2505
ширина – 1190
высота – 1500
Масса, кг - 2835
Токарный проходной упорный отогнутый резец с углом в плане 90° (левый) с пластинами из твердого сплава ГОСТ 18879-73.
Для накатки применяем:
Рифленый цилиндрический ролик;
Токарный станок.
Для фрезерования применяем:
Горизонтально-фрезерный станок модели 6Р81:
Размер рабочей поверхности стала – 250х1000 мм
Наибольшее перемещение стола:
продольное – 630 мм
поперечное – 200 мм
вертикальное – 320 мм
Расстояние от оси горизонтального шпинделя до поверхности стола – 50‑370мм
Число скоростей шпинделя – 16
Частота вращения шпинделя – 50‑1600 об/мин
Мощность электродвигателя – 5,5 кВ/ч
Габаритные размеры:
длина – 1480 мм
ширина – 1990 мм
высота – 1630 мм
Масса, кг – 2280
Фреза для пазов сегментных шпонок (по ГОСТ 6648-79)
Номинальный размер шпонок
диаметр х ширина 22 х 6,0
d-23,8
l-6,0
L-63
Число зубьев-8
Для ручной сварки применяем:
Источник тока – выпрямитель (ВДГ-301, -302, -303, ВДУ-505).
Плавящиеся электроды с обмазкой.
Для вибродуговой наплавки применяем:
Токарный станок с редуктором для снижения числа оборотов шпинделя согласно требованиям технологии (до 1 об/мин).
Наплавочная головка с кассетой для подачи электродной проволоки (с высоким содержанием углерода 0,7-0,8%).
Источник питания электрическим током.
Электрораспределительный шкаф.
Резервуар – отстойник.
Для шлифования применяем:
Круглошлифовальный станок мод. ЗМ174Е:
Наибольшие размеры устанавливаемой заготовки:
диаметр ‑ 400 мм
длина ‑ 2000 мм
Рекомендуемый диаметр шлифования:
наружного - 120 мм
Высота центров над столом - 210 мм
Наибольшее продольное перемещение стола - 2000 мм
Наибольший размер шлифовального круга:
наружный диаметр ‑ 750 мм
высота- 100 мм
Частота вращения шпинделя шлифовального круга - 1270 об/мм
Мощность электродвигателя привода главного движения - 30 кВт
Габаритные размеры:
длина - 2505 мм (фрезерование шпоночных пазов)
ширина - 3100 мм
высота - 2100 мм
длина- 6710 мм
Масса, кг- 11500
Шлифовальный круг ПП200х25х85 14А30СТ17К5 35 м/с АI Кл 2424-83
Центр вращающийся ГОСТ 8742-75; центр упорный ГОСТ 13214-79