

Билет 9
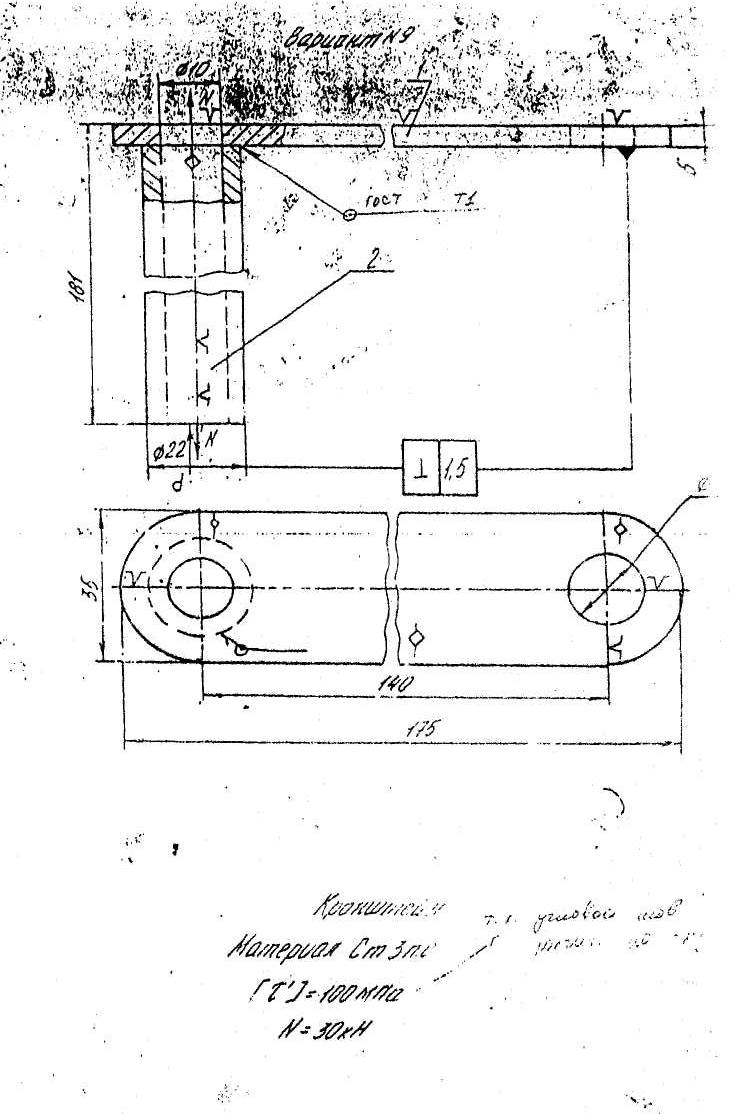
1.сталь Ст3пс – относится к низкоуглеродистым нелегированным сталям, индекс пс-полуспокойная, указывает на среднюю степень раскисления стали. Обладает очень хорошей свариваемостью на любом режиме, любым способом. Не имеет место образование горячих и холодных трещин. Не склонна к хрупкому разрушению. Используется как конструкционный материал для несущих конструкций. Принципиальных особенностей технологии сварки нет.
2.принимая в расчет несерийность изделия и относительно простую форму сварного шва – оптимально применить ручную дуговую сварку покрытым электродом марки: АНО-4.
3.требуемый катет сварного шва:
N-отрывное усилие, Н (30∙103); τ – предельно допустимое напряжение;
L =πd+2 = 3,14∙22+2=71-длина кольцевого шва,м (71∙10-3)
![]()
6мм – получено минимальное значение катета шва, для обеспечения запаса прочности К=7мм.
Обозначение сварного шва: ГОСТ 5264 – 80 –Т1-∆7.
4. сварочный ток: d – диаметр электрода, мм (4); I – допускаемая плотность тока,(14);
![]()
Напряжение на дуге: U = 20 + 0,04Icd =20+0,04∙175 = 27В
Для сварки стали Ст3пс допускается переменный ток – это условие может обеспечивать конденсаторный трансформатор ТСК-301, с номиналом тока 300А.
5.базирование проводится на 6 точках. Для нижней дает палец одного отверстия, и 1 точку палец второго отверстия. Для втулки 3 точки дает пластина и 2 точки палец отверстия, прижимное усилие создает винтовой прижим.
Приспособление: стол сборочный с двумя кольцами с межосевым расстоянием р-р 140мм.
6.резка заготовок на пиле и гильотинными ножницами, сверление деталей, сборка в приспособлении, сварка по контуру. Контроль визуальный.
Билет 10
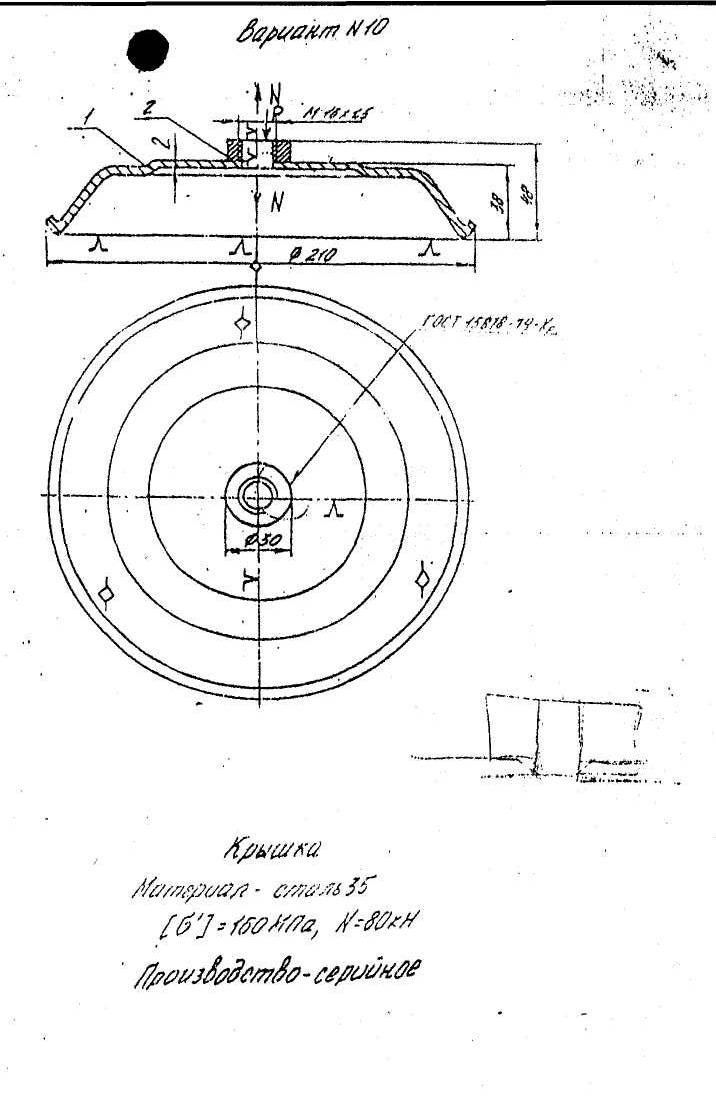
1.сталь 35 – среднеуглеродистая нелегированная сталь. Обладает удовлетворительной свариваемостью и повышенными механическими свойствами. Есть вероятность образования холодных трещин, преодолеть это можно предварительным подогревом, сваркой на мягких режимах и последующей термообработкой. В случае контактной сварки появление закалочных структур можно избежать введением термообрабатывающих импульсов тока через 1-2-с после сварочного импульса. Этот технологический прием так же дает возможность избежать хрупкого разрушения соединения в процессе эксплуатации. Используют для деталей .
2.сложная форма деталей изделия и наличие естественного рельефа позволяют применить единственно обоснованный способ контактной сварки – рельефную.
3.условие прочности сварного соединения: N-усилие отрыва, Н (80∙103);
D наружный диаметр втулки, м (30∙10-3); d – внутренний диаметр втулки, м(20∙10-3)
![]()
![]()
![]()
Обозначение соединения: ГОСТ 15878 – 79 – Кр – 30/20
4.рекомендованный режим сварки: сила тока=94кА, напряжение=14В, время сварки = 0,3с. Оборудование: НТР-100 02 – машина точечная рельефная с выпрямителем тока во вторичном контуре.
5.опорной поверхностью служит станина машины, фиксирующими элементами – ограничители на станине (палец проходящий через центр по окружности), имеющий высоту 45мм, прижимное усилие создается верхним электродом по оси пальца.
6.штамповка контура крышки, отрезка гайки, нарезка резьбы, сборка по центрирующему пальцу. Сварка в приспособлениях. Контроль визуальный и измерительный.