

Билет 7.
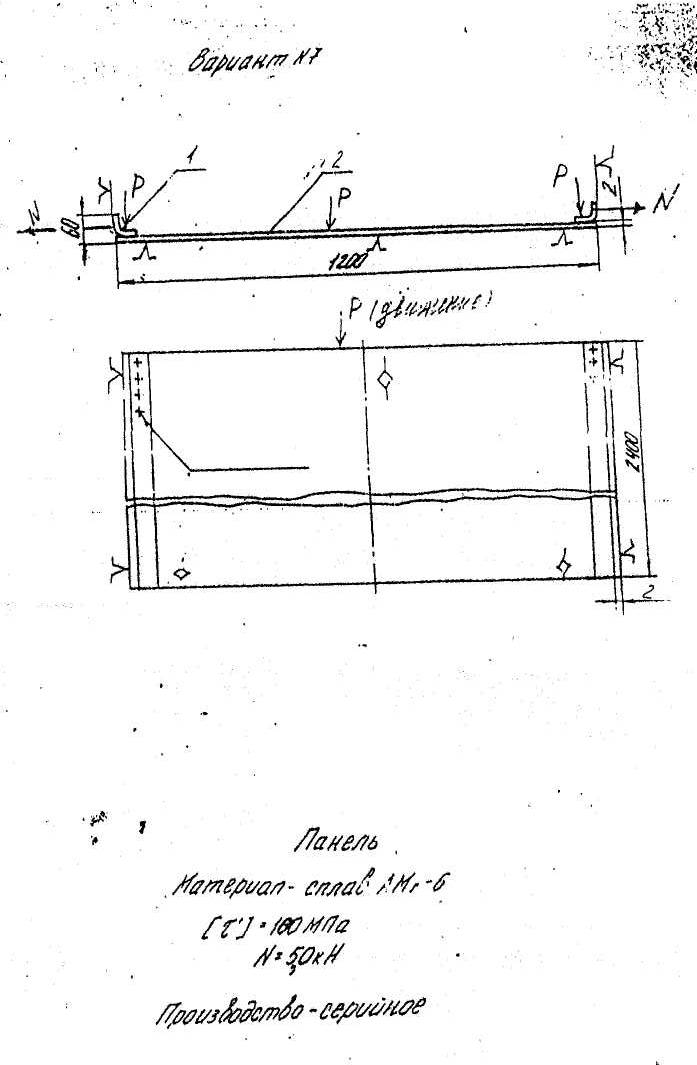
1.сплав АМг-6 – сплав алюминия с магнием с процентом Mg=5-6%. Обладает хорошей свариваемостью неплавящимся электродом в среде аргона. При сварке контактными способами возникает сложность с мощностями источника питания,т.к.требуется большие значение токов из-за малого электрического сопротивления Al и его сплавов. Сварное соединение и основной металл неравнопрочны. Склонность к образованию трещин отсутствует. Нежелательно проявление неоднородности сварного шва, т.к. снижает прочность. Хрупкое разрушение маловероятно, но имеет место слабое сопротивление сварки.
2.исходя из конструктивных особенностей изделия (L=2,4м) наиболее оптимальным способом сварки является контактная шовная, для обеспечения контактного сопротивления участка деталь-деталь допускается покрыв места контакта специальным грунтом.
3.условие прочности сварного соединения: N-срезающее усилие, Н (50∙103);
S=L∙B, где L-длина шва, м (2,4),В-ширина шва
![]()
Условие прочности выполняется.
Обозначение соединения: ГОСТ 15878 – 79 – Н4 – Кш – 3
4.рекомендованный режим сварочный ток = 26кА, напряжение = 12В, скорость сварки = 1,2м/мин.
Оборудование МШ-3201-машина однофазная переменного тока.
5.так как изделие в процессе сварки имеет одно движение, то базирование проводится по 5-ти точкам. 2 дают ролики машины, 2 точки дает опорный стол и 1 точку: направляющая. Приспособление: направляющая движения сварки.
6.резка заготовок на гильотинных ножницах, гибка на прессе углового профиля, сборка на станине контактной машине, последовательная сварка. Контроль – визуальный на предмет наличия непроваров.
Билет 8.
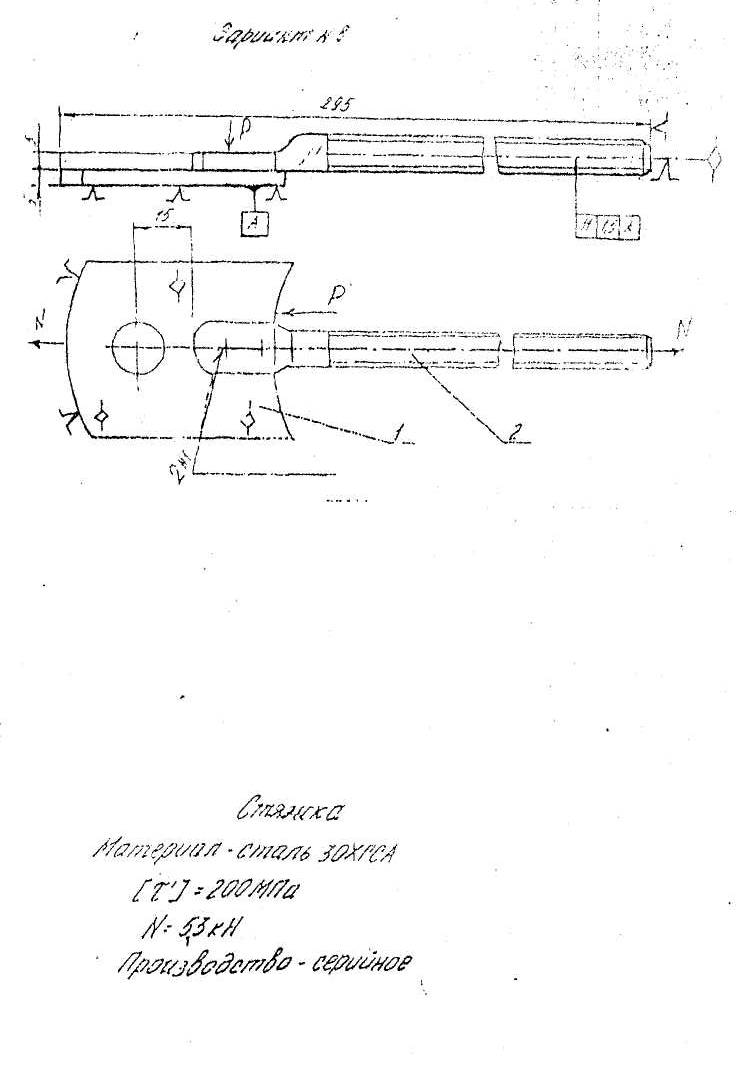
1.сталь 30ХГСА – среднеуглеродистая среднелегированная сталь. Обладает хорошей свариваемостью и повышенными механическими свойствами. Но есть вероятность появления горячих и холодных трещин. Предотвращается защитой дуги от вредных примесей .Холодные трещины предотвращаются применением мягких режимов сварки и предварительным подогревом. При сильных динамических нагрузках возможно хрупкое разрушение соединения, избежать этого можно термообработкой после сварки, что измельчит структуру шва и несколько снизит хрупкость. При контактной сварке необходимо применение мягкого режима сварки и предусмотреть после сварочного импульса тока применение 1 или 2 термообрабатывающих импульсов.
2. исходя из конструктивных особенностей изделия единственным способом его получения является контактная точечная сварка.
3.условие прочности сварного соединения: τ ≤ τ΄,
N-срезающее
усилие, кН (53); ![]() )-по
рекомендации; n
– количество точек, работающих на срез,
шт (2)
)-по
рекомендации; n
– количество точек, работающих на срез,
шт (2)
![]()
Обозначение соединения: ГОСТ 15878 – 79 – Н1 – Кт – 13
4.рекомендованный режим: ток = 12кА, напряжение = 8В, время сварки = 0,4с. Оборудование:МТ-2102 –машина точечная однофазная переменного тока.
5.опорной поверхностью служит станина контактной машины, фиксирующие элементы – это ограничители на станине; прижимное усилие создается сварочными электродами.
Приспособление: ограничители на станине машины.
6.резка заготовок на комбинированных и гильотинных ножницах, фрезеровка контура, кузнечная обработка торца цилиндра, нарезка резьбы. Сборка изделия на станине машины, сварка двух точек. Сверление отверстий. Контроль визуальный и измерительный.