

Билет 5
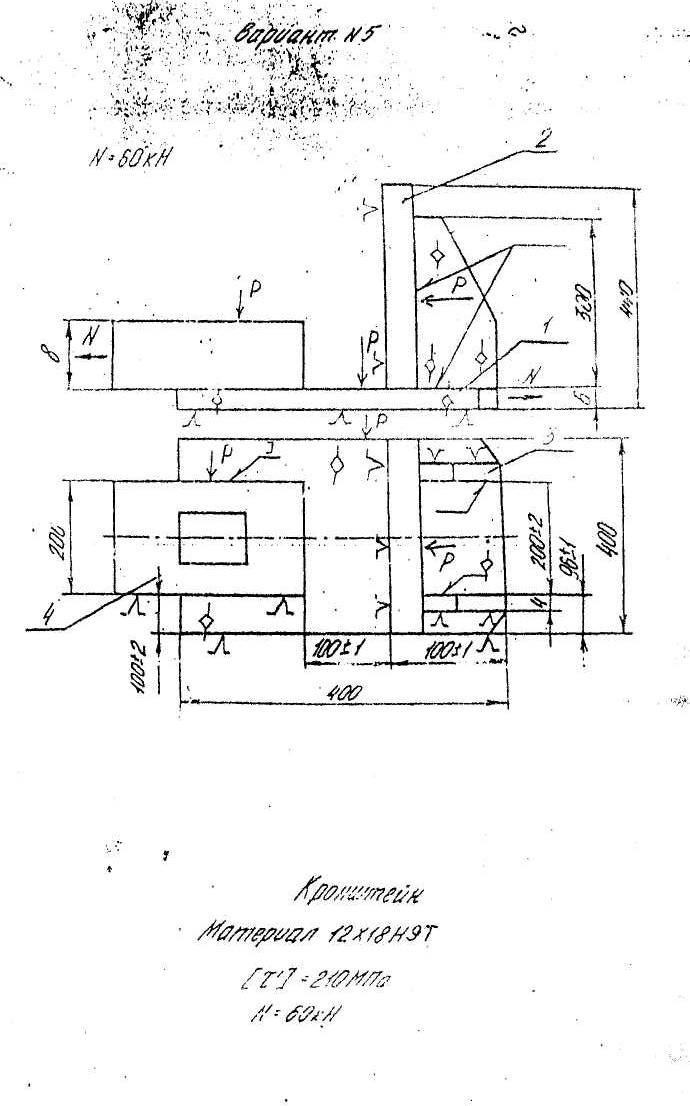
1.Сталь 12Х18Н9Т – относится к низкоуглеродистым, высоколегированным сталям. Обладает хорошей свариваемостью и повышенной коррозионной стойкостью. Не имеет склонности к образованию холодных трещин, в отдельных случаях образуются горячие трещины, но эта сложность легко преодолима. В сварных соединения нет вероятности хрупкого разрушения, т.к. сталь аустенитного класса, напротив имеют место высокая ударная вязкостью пластичность. Сварные соединения этой стали работают в агрессивных средах и в сложном температурном режиме. Технология сварки – покрытым электродом на постоянном токе обратной полярности или полуавтоматическая в среде инертного газа.
2.принимая в расчет несерийность производства и относительно сложную форму изделия, оптимально применить ручную дуговую сварку покрытым электродом марки ЦЛ-11, электродного типа Э48Х19Н9
3.условие прочности сварного шва: N-срезающее усилие, Н (60∙103); β – коэффициент медианы (0,7); k-катет сварного шва,м (5∙10-3)-принят конструктором; L =Lфл+ Lл =(400+200) = 600мм-длина шва, м (0,6)
![]()
Условие прочности выполняется. Обозначение шва: ГОСТ 5264 – 80 - Н1 - ∆5 – ω
4.сварочный ток: d – диаметр электрода, мм (4); I – допускаемая плотность тока,(12);
![]()
Напряжение на дуге: U = 20 + 0,04Icd =20+0,04∙150 = 26В
Для сварки стали 12Х18Н9Т необходим постоянный ток обратной полярности, что может обеспечить выпрямитель сварочный ВД-301 с номинальным током 300А.
5.нижняя пластина базируется на опорной поверхности, которая определяет 3 точки, 2 точки дает упорная поверхность и 1 точка упорный палец с торца пластины, прижимные усилия создаются винтовыми прижимами. Верхние пластины базируются аналогично, используя как поверхность нижнюю пластину.
6.резка заготовок на гильотинных ножницах, зачистка под сварку, гибка на прессе необходимых форм, последовательная сварка. Контроль – визуальный.
Билет 6.
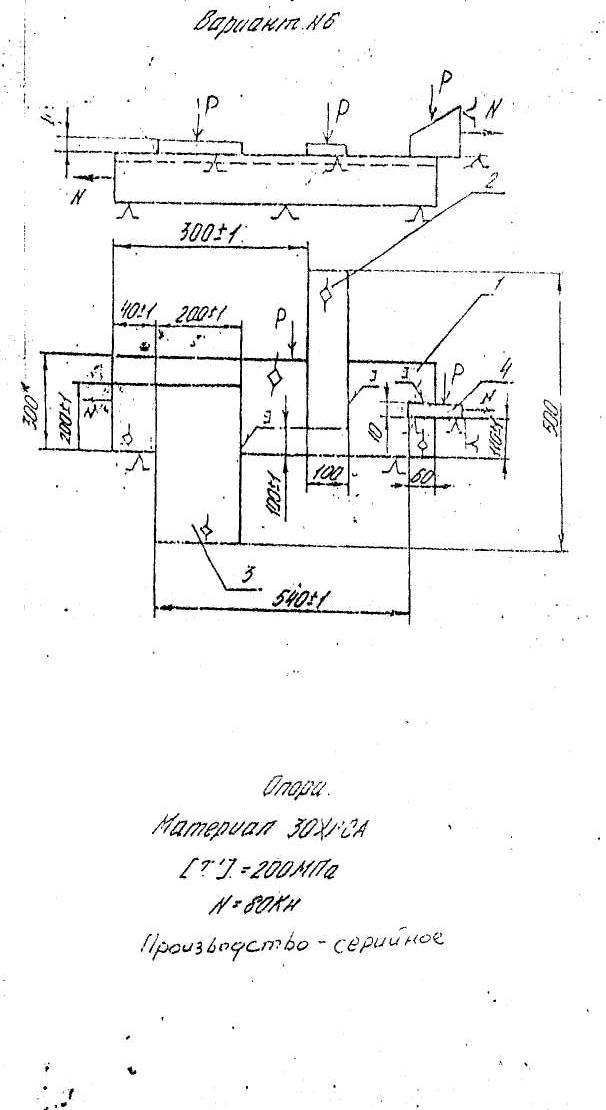
1.сталь 30ХГСА – среднеуглеродистая среднелегированная сталь. Обладает хорошей свариваемостью и повышенными механическими свойствами. Но есть вероятность появления горячих и холодных трещин. Предотвращается защитой дуги от вредных примесей. Холодные трещины предотвращаются применением мягких режимов сварки и предварительным подогревом. При сильных динамических нагрузках возможно хрупкое разрушение соединения, избежать этого можно термообработкой после сварки, что измельчит структуру шва и несколько снизит хрупкость. При контактной сварке необходимо применение мягкого режима сварки.
2. исходя из значительного количества сварных швов изделия, простоты и серийного производства – оптимально применить полуавтоматическую сварку в среде инертного газа, который защитит дугу от вредных примесей. Сварочная проволока Св12Х5ТСМТ и защитный газ аргон.
3.требуемый
катет сварного шва:
![]()
N-срезающее усилие, Н (80∙103); τ – предельно допустимое напряжение;
L =Lл +Lфл = 10+120 = 130∙10-3
![]()
Таким образом, для выполнения условия прочности необходимо принять катет шва =5мм, лобовой шов можно исключить.
Обозначение:ГОСТ14771
– 76 – Т3 -![]() – ИП –
– ИП –
4. Сварочный ток: Kп – коэффициент пропорциональности, для сварки в аргоне для dэ =1,6 – (1,55)
![]()
![]()
Напряжение на дуге: U = 19 + 0,03Icd =19+0,04∙380 = 33В
Для сварки в среде инертного газа требуется постоянный ток и падающая характеристика, что могут обеспечить выпрямитель ВДУ-506 и подающий полуавтомат ПДГ-508.
5.нижняя пластина базируется на опорной поверхности, которая определяет 3 точки, 2 точки дает упорная поверхность и 1 точка упорный палец с торца пластины, прижимные усилия создаются винтовыми прижимами. Верхние пластины базируются аналогично, используя как поверхность нижнюю пластину.
6.резка заготовок на гильотинных ножницах, зачистка под сварку, гибка на прессе необходимых форм, последовательная сварка. Контроль – визуальный.