

Билет 20
1.сталь 14ГФ – низкоуглеродистая низколег. Обладает хорошей свариваемостью и повышенными механическими свойствами, сто позволяет использовать ее в широком спектре машиностроительной и строительной отраслей. Не имеет склонности к образованию горячих и холодных трещин. Не имеет склонность к хрупкому разрушении при нормальном температурном режиме. Имеет механическую прочность на 20-30% выше, чем у нелегированных сталей с аналогичным содержанием С. Особенностей технологии сварки нет.
2.принимая в расчет серийность производства, размеры изделия и форму шва следует применить полуавтоматическую сварку в среде защитного газа СО2 и сварочная проволока Св08Г2С – сходная по химсоставу и наиболее распространенная в производстве.
3.требуемый катет сварного шва:
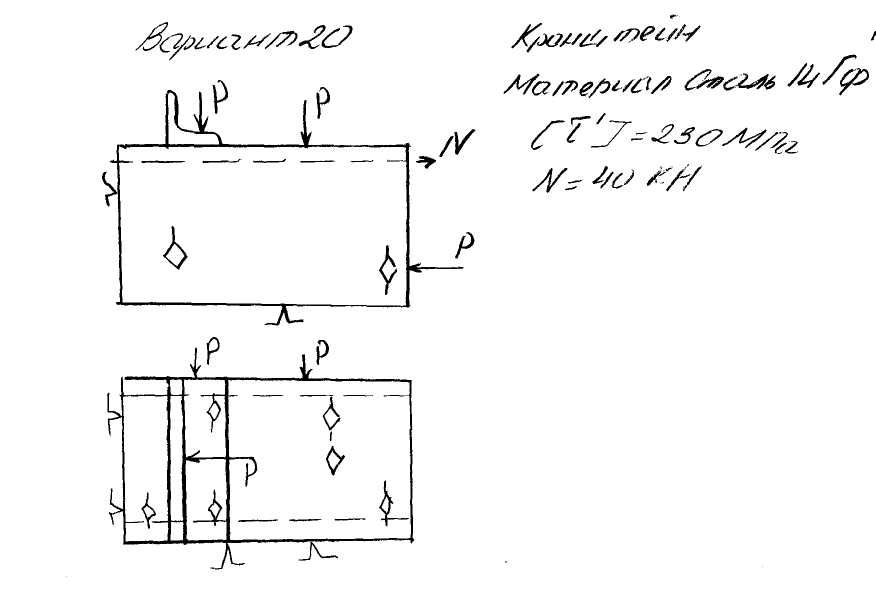
N-срезающее усилие, Н (44∙103); τ – предельно допустимое напряжение;
L – суммарная длина сварных швов,м (0,12)
![]()
3мм – получено минимальное значение катета шва, для обеспечения запаса прочности К=3мм.
Обозначение сварного шва: нахлесточного шва ГОСТ 14771-76-Н1--∆3-ПУП-ω
4. Сварочный ток: Kп – коэффициент пропорциональности, для сварки в СО2 для dэ =1,2 – (1,75)
глубина проплавления
![]()
Напряжение на дуге: U = 19 + 0,037Icd =19+0,037∙140 = 24В
Для сварки в СО2 требуется постоянный ток и жесткая характеристика, что могут обеспечить выпрямитель ВДУ-306 и подающий полуавтомат ПДГ-306.
5.нижний уголок базируется по опорной поверхности, которая определяет 3 точки, 2 точки определяет пазовый упор, 1 точка упорный палец с торца уголка. Прижатие осуществляется винтовыми прижимами.
6.резка заготовок на пиле и комбинированных ножницах, зачистка кромок, сборка в приспособлении поэтапная сварка. Контроль – визуально-оптический поверхности сварного шва.