

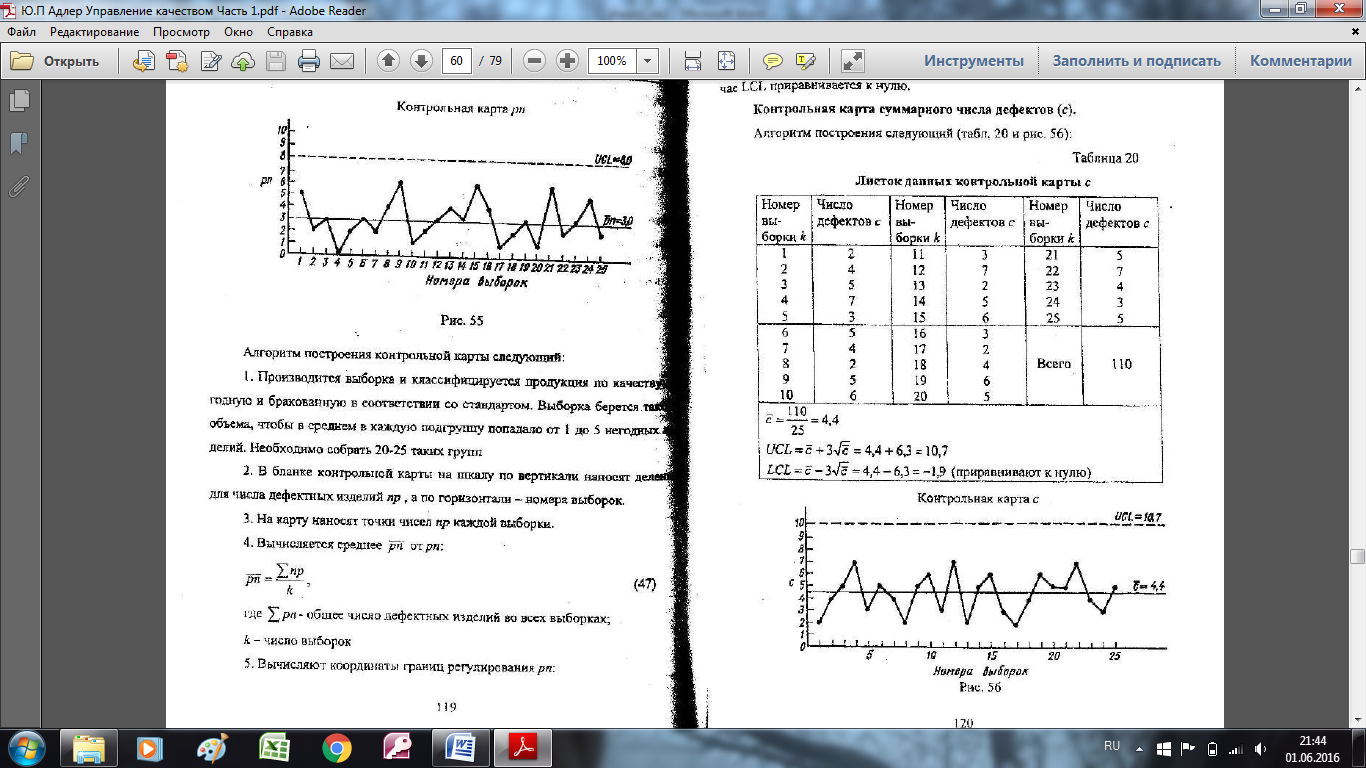
3) Контрольная карта np
1. Проводится
выборка и классификация продукции по
качеству на годную и бракованную в
соответствии требований стандартов.
Выборка берётся такого объёма n,
чтобы в среднем в каждую подгруппу
попадало 1-5 негодных изделий, общее
количество групп должно составлять
20-25
2. Бланки
контрольной карты по вертикале строят
шкалу для числа дефектных изделий np,
по горизонтали для номеров выборок
3. На карту
наносят точки соответствующих значений
np
для каждой выборки
4. Вычисляется
np
средняя
5. Вычисляются
границы регулирования
CL=
UCL=
LCL=
Если LCL
отрицательное, то оно равно 0
5) Контрольная карта суммарного числа дефектов с-карта

1. Берут 20-25
выборок имеющих постоянный объём
измерения, определяют число дефектов-с
в каждой выборке при этом объём выборки
выбирается таким образом чтобы число
дефектов было 1-5
2. В бланк
контрольной карты по вертикали наносят
шкалу для числа дефектов с,
а по горизонтали- номера выборок
3. Наносят точки,
соответствующие числам дефектов
4. Вычисляюс с
среднее
5. Вычисляют и
наносят границы регулирования и среднюю
линию

UCL= +3
+3
LCL= -3
-3
6) Контрольная карта числа дефектов на единицу продукции u-карты

1. Способ
построения карты u
практически идентичен способу составления
с-карты. Но так как объём выборки не
постоянен сначала вычисляют число
дефектов u,
приходящихся на каждую единицу объёма
выборки для каждой отдельной выборки,
а затем вычисляют границы регулирования
2. Определяют
долю дефектности u=c/n
3. В бланк
контрольной карты наносят точки u
4. Вычисляют u
среднее
5. Вычисляют
границы регулирования и среднюю линию

UCL=
LCL=
Критерии
рассмотрения и использования показаний
контрольных карт для своевременного
выявления отклонений технологических
процессов.
1) выход точек
за контрольные пределы
2) серия- это
проявление такого состояния, когда
точки неизменно оказываются по одну
сторону от средней линии. Число таких
точек называется длиной серии. Серия
длиной более 7 точек рассматривается
как ненормальная
3) тренд (дрейф)
если точки образуют непрерывно
повышающуюся или понижающуюся кривую,
то имеет место тренд
4) приближение
к контрольным пределам. Рассматриваются
точки, которые приближаются к 3сигмавыс
контрольным предклам. При чем если 2-3
точки оказываются за 2 сигмовыми линиями,
то такой случай следуют рассматривать
как ненормальный
5) приближение
к центральной линии. Когда большинство
точек концентрируется внутри центральных
1,5 сигмовыми линии.Это обусловлено
неподходящими разбиениями на
подгруппы.Приближение к центральной
линии вовсе не означает, что достигнуто
контролируемое состояние процесса, это
значит что в подгруппах смешиваются
данные из различных распределений
поэтому нужно изменить способ разбиения
на подгруппы.
6) периодичность.
Когда кривая повторяет структуру “то
подъем, то спад” с примерно одинаковым
интервалом времени, это тоже ненормально
18.Контрольные листки
Контрольный листок- это бумажный бланк, на котором заранее напечатаны контролируемые параметры с тем, чтобы можно было легко и точно записать данные измерений.Его главное назначение- облегчить процесс сбора данных и автоматически упорядочить данные для облегчения их дальнейшего использования.
Виды контрольных
листков :
-
Контрольный листок для регистрации распределения измеряемого параметра в ходе производственного процесса
F.Ex: выявление измерений в размере детали, подвергающейся механической обработке
2. Контрольный
листок локализации дефектов
В листках такого рода есть эскизы или схемы, на которых делаются пометки, показывающие местонахождение дефекта
3. Контрольный листок причин дефектов.
F.Ex:В
контрольном листе для регистрации
дефектов ручек, изготовленные методом
литья учитывают такие факторы, как:
оборудование, рабочие, дата изготовления,
тип дефекта 
!!! В контрольных листках всех типов должны быть указаны такие данные, как: наименование изделия (партии), дата, фамилия контролёра, номер партии, общее число проконтролированных изделий.