

6.4 Герметизация в корпусах
Герметизация в корпусе производится не только для защиты РЭС от воздействия влаги, морского тумана, брызг, пыли, агрессивных химикатов, а также, чтобы избежать уменьшения электрической прочности воздуха при снижении внешнего атмосферного давления. Основные методы герметизации приведены на рис. 6.2. Затраты на герметизацию изделия в корпусе составляет до 30% от общей трудоемкости и стоимости изделия.
Рис. 6.2 - Методы герметизации
Неразъемная герметизация осуществляется сваркой плавлением, плазменной, роликовой, электронно-лучевой и лазерной.
Демонстрируемая сварка производится плазменным или лазерным способом. Для обеспечения возможности демонтажа герметизирующий шов выполняется на высоком бортике (рис. 6.3).
При характерных размерах tсв=0,2…0,4 мм и tб=3…4 мм соединение можно демонтировать фрезерованием до 6-8 раз.
Другим методом демонтируемой герметизации является пайка по шву.
В менее ответственных случаях герметизация осуществляется с помощью уплотнительных прокладок (свинец, медь, резина). Этот способ представлен на рис. 6.4.
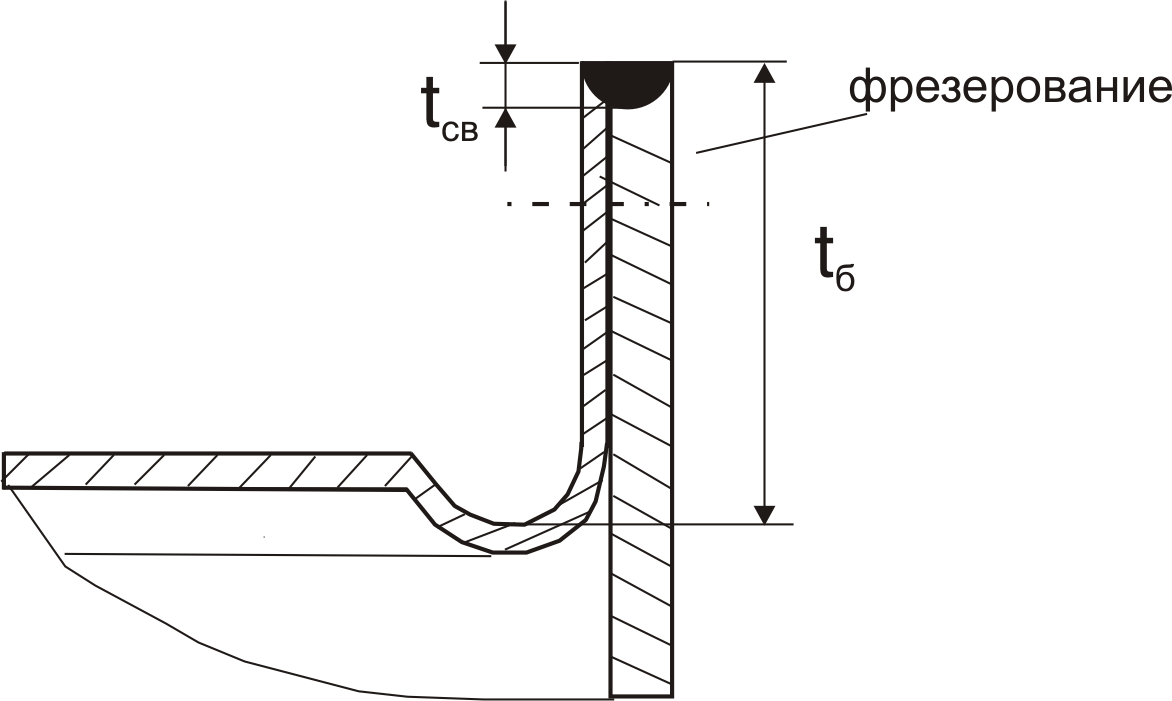
Рис. 6.3 - Конструкция демонтируемого шва
Важнейшим требованием при использовании резиновых уплотнителей является сохранение резиной своих упругих свойств в широком диапазоне рабочих температур. Это обеспечивается правильным выбором марки резины, наличием необходимого объема пространства гермосоединения, правильным выбором числа точек крепления и расчетом требуемого усилия обжатия. Следует учитывать также, что коэффициент объемного расширения у резины в 10 раз больше, чем у стали, что может привести к разрыву узла уплотнения при его малой прочности.
Размеры, обозначенные на рисунке 6.4, должны удовлетворять следующим требованиям
![]() ,
,
Впр ≥ 2 мм.
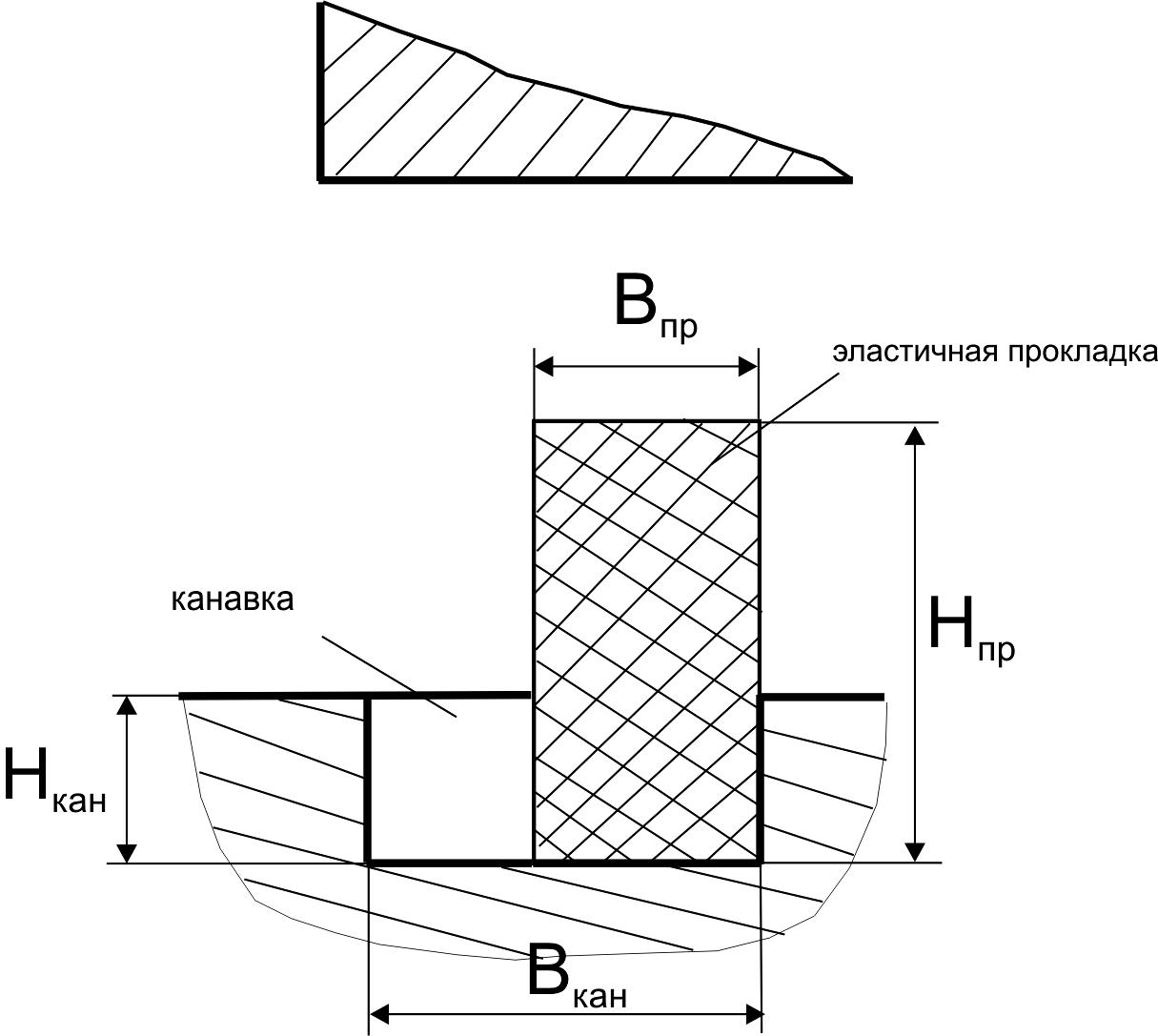
Рис. 6.4 - Уплотнительная прокладка в канавке до соединения деталей
При любом способе
герметизации блока ее качество
оценивается степенью натекания газа
![]() .
.
 ,
,
где - степень натекания газа;
Рат – атмосферное давление;
Рбл – давление газа внутри блока;
![]() - вязкости азота
и воздуха;
- вязкости азота
и воздуха;
К = 0,1 – коэффициент запаса;
Q - допустимая скорость натекания газов из корпуса.
![]() ,
,
где Vбл – внутренний объем блока;
![]() -
время герметичности конструкции (для
«пайки на шву» нормативный срок службы
обычно 5-8 лет).
-
время герметичности конструкции (для
«пайки на шву» нормативный срок службы
обычно 5-8 лет).
Допустимые значения Q должны выбираться из таблицы 6.2.
Таблица 6.2
Объем блока, дм3 |
Вид герметизации |
Способ герметизации |
Допустимая скорость натекания Q, дм3, Па/с |
до 0,5 |
неразъемная |
сварка |
|
0,5-5 |
демонтируемая |
сварка |
|
пайка |
|||
более 3 |
разъемная |
уплотнительные прокладки |
|
Степень герметизации в неразъемных и демонтируемых (вакуум-плотных) корпусах зависит от качества сварного или паяного шва, вальцовки или герметичности заливки шва компаундом. При этом ТКЛР материалов, образующих шов, а также герморазъемов и проходных изоляторов из стекла или керамики должны быть совместимы с ТКЛР материала корпуса. Кроме того, выходы валов и осей органов управления должны быть уплотнены сальниками из фетра или фторопласта, а сами органы управления (тумблеры, кнопки) — герметизированы с помощью резиновых колпачков.
После герметизации внутри корпуса через откачную трубку создают разряжение до 1,3 Па и проверяют качество герметизации. Затем корпус заполняют сухим азотом, аргоном или гелием до получения давления 0,1 ...0,15 МПа, после чего трубку обжимают, запаивают или заваривают.