

Траектории 2D, 2.5D и 4D обработки (2D версия)
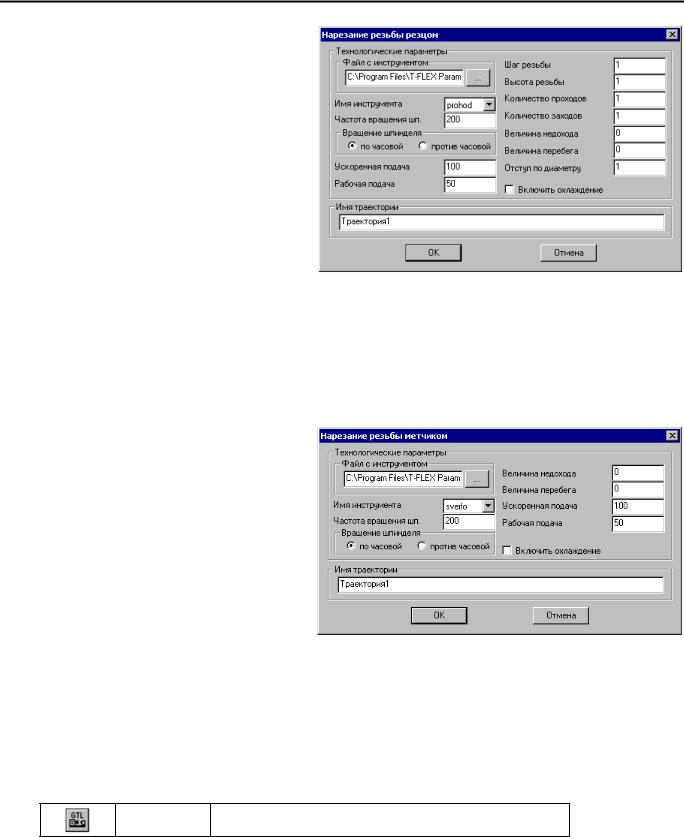
Шаг резьбы. Шаг, который заносится в управляющую программу;
Высота резьбы. Высота профиля резьбы;
Количество проходов. Количество проходов по высоте резьбы;
Количество |
заходов. |
Для |
многозаходных резьб; |
|
|
Величина недохода. Расстояние недохода до резьбы вдоль оси вращения;
Величина перебега. Расстояние перебега после резьбы вдоль оси вращения;
Отступ по диаметру. Расстояние от внешнего диаметра резьбы до исходной точки. Остальные поля диалога аналогичны предыдущим токарным обработкам.
Нарезание резьбы метчиком
Для нарезания резьбы метчиком необходимо нажать пиктограмму  и система перейдёт в режим выбора пути. Путь строится на оси вращения детали.
и система перейдёт в режим выбора пути. Путь строится на оси вращения детали.
После выбора пути появляется диалог параметров:
Величина недохода. Расстояние от начала пути до начальной точки траектории вдоль оси вращения (величина безопасности);
Величина перебега. Расстояние от конечной точки пути до конечной точки траектории вдоль оси вращения.
Остальные поля диалога аналогичны предыдущим токарным обработкам.
Траектории обработки для языка GTL
Отдельно необходимо остановиться на возможностях токарной обработки подготавливать траектории обработки для технологического языка GTL, который был достаточно популярен в 80-х годах и поставлялся в качестве системы обработки вместе с обрабатывающими центрами итальянской фирмы
«OLIVETTI».
Из указанного технологического языка в токарной обработке существуют следующие возможности: чистовое точение, точение с припуском, снятие припуска проходным резцом, точение канавок с фасками и со скруглениями. Для этого необходимо вызвать опцию:
<G> Обработка GTL
В автоменю появится набор опций для выбора типа обработки:
|
<C> |
Укажите путь для получистовой обработки контура |
|||||
|
GTL |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||
|
<F> |
Укажите путь для чистовой обработки контура GTL |
|
||||
|
|
|
|
|
|||
|
<R> |
Укажите путь для снятия припуска GTL |
|
|
|||
|
|
|
|
|
|
|
|
|
<1> |
Укажите базовую |
точку |
для |
точения |
канавки |
со |
|
скруглениями |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
<2> |
Укажите базовую |
точку |
для |
точения |
канавки |
с |
|
фасками |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
|
<3> |
Укажите базовую точку для точения глубокой канавки |
|||||
|
|
|
|
|
|
||
|
<4> |
Укажите путь для точения POCK |
|
|
|
||
|
|
|
|
|
|
|
|
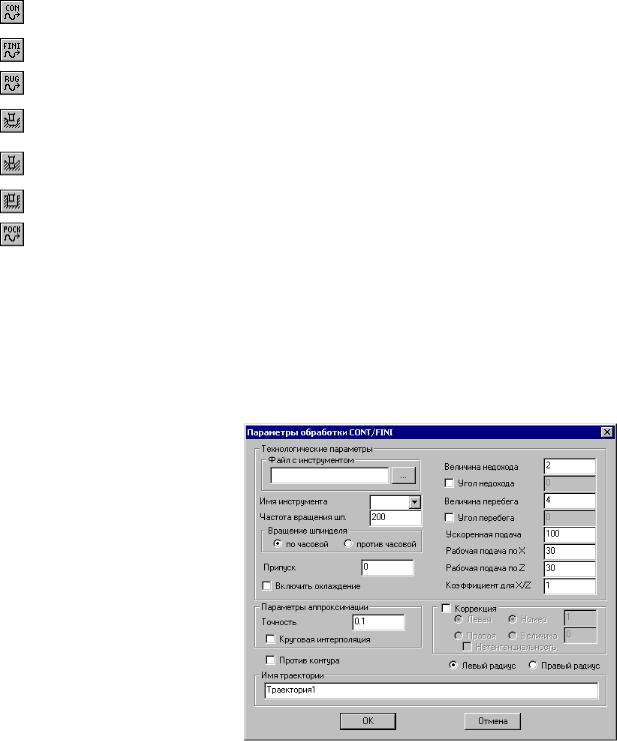
Получистовое точение
Для получистовой обработки путь строится сверху от оси вращения детали. Путь должен быть направлен против часовой стрелки для внешнего контура и по часовой стрелке для внутреннего контура. Путь имеет два дополнительных участка в начале и в конце, которые не участвуют в обработке, но показывают продолжение детали на этих участках.
Для этого необходимо выбрать опцию  и система предложит указать путь. После выбора пути появляется диалог параметров:
и система предложит указать путь. После выбора пути появляется диалог параметров:
Величина недохода. Расстояние от детали до режущей кромки инструмента до перемещения по исходному контуру;
Угол недохода. Угол между линией недохода и первой линией контура;
Величина перебега. Расстояние от детали до режущей кромки инструмента после перемещения по исходному контуру;
Угол перебега. Угол между линией перебега и последней линией контура;
Коэффициент для X/Z.
Используется для расчёта подачи при одновременном движении по Х и Z (подача по Х умножается на данный коэффициент);
Левый и правый радиус. При точении контура канавочным резцом позволяет выбрать для расчёта траектории левый или правый радиус инструмента.
Остальные поля диалога аналогичны предыдущим токарным обработкам.
Траектории 2D, 2.5D и 4D обработки (2D версия)
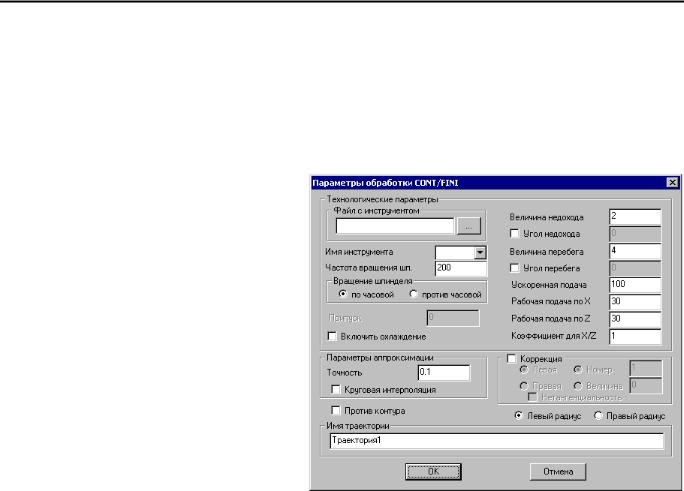
Чистовое точение
Для чистовой обработки путь строится сверху от оси вращения детали. Путь должен быть направлен против часовой стрелки для внешнего контура и по часовой стрелке для внутреннего контура. Путь имеет два дополнительных участка в начале и в конце, которые не участвуют в обработке, но показывают продолжение детали на этих участках.
Для этого необходимо выбрать опцию  . В результате система предложит выбрать путь. После выбора пути появляется диалог параметров:
. В результате система предложит выбрать путь. После выбора пути появляется диалог параметров:
Величина недохода. Расстояние от детали до режущей кромки инструмента до перемещения по исходному контуру;
Угол недохода. Угол между линией недохода и первой линией контура;
Величина перебега. Расстояние от детали до режущей кромки инструмента после перемещения по исходному контуру;
Угол перебега. Угол между линией перебега и последней линией контура;
Коэффициент для X/Z.
Используется для расчёта подачи при одновременном движении по Х и Z (подача по Х умножается на данный коэффициент);
Левый и правый радиус. При точении контура канавочным резцом позволяет выбрать для расчёта траектории левый или правый радиус инструмента.
Остальные поля диалога аналогичны предыдущим токарным обработкам.
Снятие припуска
Для снятия припуска необходимо построить два пути: первый путь описывает контур детали, второй путь контур заготовки. Пути строятся сверху от оси вращения детали. Пути должны быть направлены против часовой стрелки для внешнего контура и по часовой стрелке для внутреннего контура. Путь, описывающий контур детали, имеет два дополнительных участка в начале и в конце, которые не участвуют в обработке, но показывают продолжение детали на этих участках. Путь, показывающий контур заготовки, должен замыкать обрабатываемый контур.
Для этого необходимо нажать пиктограмму  . Система предложит выбрать путь. Пользователю необходимо указать путь, описывающий контур детали. Затем система выдаст запрос на выбор
. Система предложит выбрать путь. Пользователю необходимо указать путь, описывающий контур детали. Затем система выдаст запрос на выбор
второго пути, необходимо ещё раз нажать  и указать путь, описывающий контур заготовки. После выбора путей появляется окно диалога для задания следующих параметров:
и указать путь, описывающий контур заготовки. После выбора путей появляется окно диалога для задания следующих параметров:
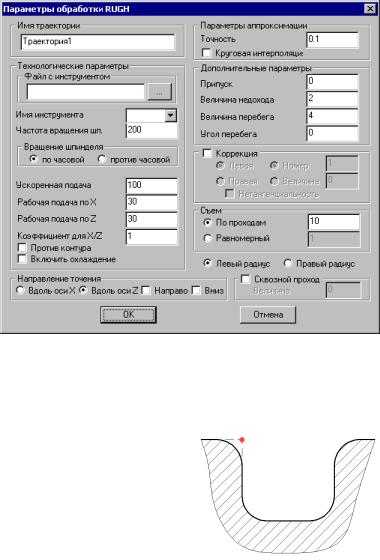
Направление точения. Используя данную опцию, можно выбрать направление проходов: - вдоль оси Х или вдоль оси Z, также можно выбрать направление точения слева направо, справа налево, сверху вниз или снизу вверх;
Величина недохода. Расстояние от детали до режущей кромки инструмента до перемещения по исходному контуру;
Величина перебега. Расстояние от детали до режущей кромки инструмента после перемещения по исходному контуру;
Съём. По проходам – задаётся количество проходов. Равномерный – задаётся глубина резания;
Левый и правый радиус. При точении контура канавочным резцом позволяет выбрать для расчёта траектории левый или правый радиус инструмента;
Сквозной проход. При активизации данной опции длина прохода инструмента увеличивается на задаваемую величину.
Остальные поля диалога аналогичны предыдущим токарным обработкам.
Точение канавки со скруглениями
Для точения канавки со скруглениями необходимо построить узел, являющийся базовой точкой, как показано на рисунке.
Положение базовой точки относительно канавки определяется схемами в диалоге обработки:
 -точение канавки на внешнем диаметре;
-точение канавки на внешнем диаметре;
 - растачивание канавки в отверстии;
- растачивание канавки в отверстии;
 - точение канавки на торце.
- точение канавки на торце.
Для того, чтобы использовать данную опцию, необходимо нажать пиктограмму  . Система предложит указать базовую точку. Пользователю необходимо указать ранее построенный узел. После указания узла появляется диалог параметров:
. Система предложит указать базовую точку. Пользователю необходимо указать ранее построенный узел. После указания узла появляется диалог параметров:
R1. Радиус скругления (согласно схемам в диалоге);
R2. Радиус скругления (согласно схемам в диалоге);
R3. Радиус скругления (согласно схемам в диалоге);
Траектории 2D, 2.5D и 4D обработки (2D версия)
R4. Радиус скругления (согласно схемам в диалоге);
Величина недохода. Расстояние от базовой точки до режущей кромки инструмента над канавкой;
Величина перебега. Величина отхода инструмента от нижней поверхности канавки;
Вторая коррекция. Коррекция на вторую режущую кромку инструмента;
Ширина. Ширина обрабатываемой канавки;
Глубина. Глубина обрабатываемой канавки;
Угол. |
Угол |
наклона |
обрабатываемой канавки. |
|
|
Остальные поля диалога аналогичны предыдущим токарным обработкам.
Точение канавки с фасками
Для точения канавки с фасками необходимо построить узел, являющийся базовой точкой.
Положение базовой точки относительно канавки определяется схемами в диалоге обработки:
 -точение канавки на внешнем диаметре;
-точение канавки на внешнем диаметре;
 - растачивание канавки в отверстии;
- растачивание канавки в отверстии;
 - точение канавки на торце.
- точение канавки на торце.
Для того, чтобы использовать данную опцию, необходимо нажать пиктограмму  . Система предложит выбрать базовую точку. Пользователю необходимо указать ранее построенный узел. После указания узла появляется диалог параметров:
. Система предложит выбрать базовую точку. Пользователю необходимо указать ранее построенный узел. После указания узла появляется диалог параметров:
R1. Радиус скругления (согласно схемам в диалоге);
R2. Радиус скругления (согласно схемам в диалоге); A1. Угол фаски (согласно схемам в диалоге);
A2. Угол фаски (согласно схемам в диалоге);
L1. Длина фаски (согласно схемам в диалоге);
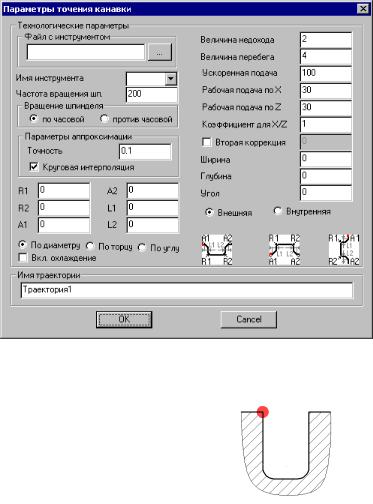
L2. Длина фаски (согласно схемам в диалоге);
Величина недохода. Расстояние от базовой точки до режущей кромки инструмента над канавкой;
Величина перебега. Величина отхода инструмента от нижней поверхности канавки;
Вторая коррекция. Коррекция на вторую режущую кромку инструмента;
Ширина. Ширина обрабатываемой канавки;
Глубина. Глубина обрабатываемой канавки;
Угол. |
Угол |
наклона |
обрабатываемой канавки. |
|
|
Остальные поля диалога аналогичны предыдущим токарным обработкам.
Точение глубокой канавки
Для точения глубокой канавки необходимо построить узел, являющийся базовой точкой.
Для того, чтобы использовать данную опцию, необходимо нажать
пиктограмму  . Система предложит задать базовую точку. Пользователю необходимо указать ранее построенный узел. После указания узла появляется диалог параметров:
. Система предложит задать базовую точку. Пользователю необходимо указать ранее построенный узел. После указания узла появляется диалог параметров: