

МОНТАЖ
Работоспособность- это состояние объекта при котором он способен выполнять заданные функции сохраняя значения заданных параметров
Безотказность – это свойства объекта исправно сохранять работоспособность в течении некоторого промежутка времени
Долговечность – это свойства объекта сохранять работоспособность до наступления предельного состояния.
Интенсивность отказа- это вероятность отказа в единицу времени. Она имеет 3 характерных участка.
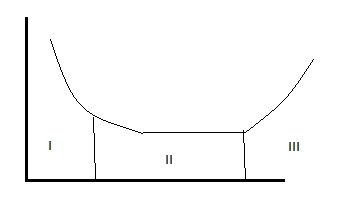
Период приработки
Период постоянной интенсивности отказа.
Увеличение интенсивности отказов из за старения машины.
Ремонтопригодность – свойства объекта заключающийся в приспособленности к предупреждению и обнаружению причин его отказа и устранение их последствий путём проведения ремонтов и ТО.
Тема: Режимы эксплуатация оборудования.
Эксплуатация- это совокупность всех фаз существование объектов. Процесс эксплуатации представляет собой упорядочение во времени последовательность типовых режимов:
Транспортирование, хранение, ожидание.
Контроль технического состояния.
Техническое обслуживание.
Ремонт
Подготовка к применению.
Применение по назначению.
Хранение- режим эксплуатации оборудования, обеспечивающий его содержание в определённом состояние с хранением техникоэксплутационых характеристик. В процессе хранения происходит физическое старение объекта и интенсивность этого старения зависит от условий хранения ( температура, влажность, сезонное колебание )
Контвроль тех состояния – режим эксплуатации объекта, оборудования для диагностирования оценки его пригодности к использованию с помощью инструментального контроля, других способов и достоверности оценки .
То- направленно на предупреждение возможных отказов , подержание заданных параметров эксплуатации ,повышение сохранности объектов. Ремонт – режим эксплуатации служащий для восстановления характеристик или технико-эксплуатационых свойств оборудования.
Подготовка к применению – режим предшествующий вводу в эксплуатацию заключающейся в монтаже , обвязке, расконсервации , проверки тех состояния, опробование холостую и нагрузку.
Подготовки к применению подвергаются объекты после Долгова простоя после ремонта или новые.
Применение по назначению- это режим эксплуатации характерной функционированию оборудования с обеспечением технико экономических показателей .
Техническое обслуживание. Ежесменные и периодические.
ТО – это комплекс работ для подержания работоспособности оборудования между ремонтами.
ТО проводится эксплуатационным персоналом ( аппаратчики , операторы , машинисты ) и дежурным персоналом ( дежурный слесарь), дежурный электрик , киповец. Под руководством начальника смен , участков , отделений , либо сменного мастера. В зависимости от характера и объёма работ различают :
Ежесменное ТО.
Периодическое ТО.
Ежесменное ТО(ЕО).
Основные работы при ЕО:
Осмотр наружных ;
Чистка , обтирка , смазка;
Подтяжка сальников и крепежа;
Проверка подшипников ;
Проверка фланцев ;
Проверка заземления и тепло изоляция ;
Частичная регулировка ;
Устранение мелких дефектов.
Эти виды работ проводятся без остановки оборудования. Выявленные дефекты фиксируются в сменном журнале.
ЕО является основным профилактическим мероприятием призванным обеспечить надёжную работу оборудования между ремонтами. На всех предприятиях должны быть в наличие чоткие инструкции по каждому рабочему месту. С исчерпывающими указаниями по ТО каждого вида оборудования входящего в технологическую схему.
Заступающий на смену должен:
провести внешний осмотр оборудования
Ознакомится с записями предыдущей смены
При обнаружение дефектов неотражённых в журнале должен сделать об этом соответствующую запись
Сменный журнал ведётся начальниками смен и помощниками мастеров. В сменном журнале должны фиксировать:
результаты осмотра закреплённого оборудования
Все дефекты , неисправности нарушающие нормальную работу оборудования либо безопасность .
Меры принятые для устранения дефектов с подписью лица устранившего неисправность.
Нарушение правил тех эксплуатации и фамилии нарушителей.
Подробный порядок устранение выявленных дефектов и неполадок а также порядок передачи смены должны устанавливаться инструкциями разработанными с учётом конкретных производственных условий.
ПЕРЕОДИЧЕСКОЕ ТЕХНИЧЕСКОЕ ОБСЛУЖИВАНИЕ
Пто – То установленых нармативах установлено наработки. Или через определенный интервал времени. Проводится в соответствии с годовым графиком ППР . Выполняется как правило после остановки оборудования . Которые не могут быть обнаружены или устранены на работающем оборудовании.
Очень важно является при ТО осмотр и определения технического состояния наиболее ответственных узлов и деталей для оценки объёма предстоящего ремонта.
Подготовка. ТО проводится во время плановой периодической остановки , либо на неработающем резервном оборудовании, либо в нерабочий период . Подготовка оборудования для проведения ТО проводится смен персонала. Принятые меры по ТБ , а также сдача оборудования ТО ремонтному персоналу, приёмка оборудования после ТО , должны фиксироваться в спецжурнале которые называются журнал сдачи приёмки оборудования.
Кроме того в обязательном порядке существует ремонтный журнал в котором фиксируются работы выполненные вовремя ТО. Типовой перечень работ для конкретного вида оборудования проводимых во время ТО составляется виде приложения ремонт.
Система СТО. Основные определения .
СТО и Р – комплекс организационный и технических мероприятий по обслуживанию и ремонту оборудования, система включает в себя планирование , подготовку , реализацию То и Р с заданными последовательностями и периодичностью. Для этого в системе То и Р предусмотрено нормативы продолжительности меж ремонтных периодов , ремонтных циклов, простое в ремонте и То, а также нормативы трудоёмкости ремонта, примерное содержание ремонтных работ отдельных видов оборудования и предусмотрено указание по организации ремонта и То.
Система То и Р призвана обеспечить :
Подержание оборудования в работоспособном состояние
И предовтращение неожиданного выхода его из строя
Повышение кофициента Тех использования оборудования.
Правильные организации То и Р оборудования.
Возможность выполнения ремонтных работ по графику согласованному с планом производства
Своевременная подготовка необходимых запасных частей и материалов
Для основного оборудования в основу системы То и Р положено сочетание ТО и ППР.
Сущность ППР заключается в том что все виды ремонта планируются и выполняются в строго установленных ремонтными нормативами сроки. Кроме того , особенно для вспомогательного оборудования применяется система ремонтов по техническому состоянию.
Виды и сроки ремонта по техническому состоянию определяет вовремя технических осмотров .
Всё оборудование находится в видение начальников цехов.
Начальники цехов несут полную ответственность за их нормальное рабочие состояние , эксплуатацию и ремонт в соответствие с правилами эксплуатации и правилами Тб. Кроме начальника цеха персональную ответственность несёт производственный персонал за состояние оборудования зоны обслуживаемой этим персоналом. Оборудование должно использоватся строго по назначению . Начальники цехов должны организовать учёт продолжительности работы и технического состояния каждой единицы оборудования . Для последоющего составления графика То и ТП. Кроме того начальники цехов должны организовать обучения эксплуатационного персонала перед допуском их самостоятельной работе , устройство , техническому обслуживанию и правильной эксплуатации оборудования со сдачей экзаменов без комиссии. Эксплуатационный персонал должен строго выполнять действующие инструкции , соблюдать правила по технической эксплуатации и правила подготовки оборудования к ремонту .
Подготовка оборудовании к ремонту.
Сдача оборудования в ремонт , осуществляется по посменному распоряжению начальника цеха в котором указана дата . время остановки оборудования , ответственное лицо ( зам начальника цеха , механик) . Оборудование должно быть освобождено от продукта , промыто пропарено , продуто воздухом или инертным газом , взято пробы воздуха на анализ .
Оборудование готовит к ремонту обслуживающий персонал . Оборудование должно быть отключено от коммуникаций ( устанавливаются заглушки.) обесточено ( выключен рубильник , вывешивается табличка , не включать работают люди) , вынуты вставки .
Назначения и виды ремонтов .
Ремонт – комплекс операций восстановлению работоспособности оборудования или его исправности а также восстановление ресурсов оборудования . В соответствии с особенностями повреждений и износа узлов и деталей оборудования , а также в зависимности от трудоёмкости ремонтных работ системы ТО и Р предусматриваются следующее виды ремонтов :
Текущий ремонт ( ТР)
Капитальный ремонт ( КР)
Кроме того в зависимости от назначения категории сложности оборудования и объёма ремонтных работ может быть ведён дополнительный вид ремонта - средний ремонт (СР)
Текущий ремонт .
ТР – ремонт выполняемый для обеспечения или восстановление работоспособности оборудование и состоящее в замене или восстановление отдельных узлов и деталей оборудования.
Состав работ выполняемых при ТР входят ;
Проведение операций ТО
Замена быстро изнашивающих узлов и деталей
Замена прокладок , набивка сальников , ревизия арматуры.
Проверка на точность элементов регулирования и контроля
Ремонт защитных покрытий.
Типовое перечень работ выполняемый подлежащий при выполнение ТР конкретного вида оборудования составляется руководителем ремонтного подразделения . Утверждается в установленных порядках и является обязательным приложением к ремонтному журналу
Капитальный ремонт.
КР выполняемый для восстановление исправности и полного ( близкого к полному ) восстановления ресурса с заменой или восстановление любых частей оборудования включая базовый
Ресурс – под базовой частью понимается корпус или станина оборудования предназначенное для компановки и установки других частей в объём КР входят следующие основные работы :
Частичная или полная разборка
Полный объём работ входящих в состав ТР
Замена или восстановление всех изношенных деталей и узлов.
Полное и частичное замена изоляции футеровки и антикаразионные защиты.
Полная выверка и центровка машин
Послеремонтные Испытания.
Циклы.
Межремонтный период – время работы оборудования между двумя последовательными ремонтами. Это время может быть выражено в календарных часах или косвенно через количество выпущенной продукции
Ремонтный цикл – наименьший повторяющейся период режима эксплуатации в течение которого осуществляется в определённой последовательности все основные виды ТО и ТР предусмотрены все системы То и Т время от окончания предыдущего КР или монтажа до окончания последующего КР , структура ремонтного цикла чередование ремонта в определенной последовательности и через определённый промежуток времени .
Нормативы СТО и Р.
В состав Нормативов входят :
Межремонтный период календарные часы
Время простоя в том или ином виде ремонта , час.
Трудоёмкость ремонта , человек в час. ( 4 разряд , слесаря ремонтники при 6 разрядной сетки. )
Нормативы являются обязательными и предназначены для предварительного планирования ремонтов и для предварительного расчёта потребностей в ремонтном персонале на тот или иной вид ремонта. Для контроля за соблюдением ремонтных нормативах должен вестись учёт времени работы и состояние оборудования по месяцам , годам с записью в ремонтном журнале . Принято считать что общее число работы оборудования в году ровно 8640 часов. В Месяцы 720 часов.
Они утверждаются техническим руководителем предприятия . Изменение нормативов или установление новых нормативах рассматривают в каждом конкретном случает . Например химические насосы , марки ХК должны подвергаться периодическому ТО через каждые 720 часов или ежемесячно ; текущему ремонту через каждый 2160 часов или через 3 месяца; КР через 17280 часов или один раз в 2 года. В соответствие с этими нормативами структура ремонтного цикла может быть представлена
ТО-ТО-ТР-ТО-ТО-ТР- 5 раз –ТО-ТО-КР
Ремонтные служба предприятия
По принципу организации ремонтная служба химпредприятия может быть централизованной децинтролизованнной и смешанной .
При централизованной системе и ТО и все виды ремонта выполняются силами ремонтной службы тоетсь весь персонал выведен из состава технологических цехов и объединён в общем случает в ремонтно механических цехах.
При децентролизованной системе все виды ремонта осуществляются персонала технологических цехов .
Наиболее распространён смешанный принцип организации ремонтной службы , когда ремонт выполняется как силами участков технологических цехов так силами РМЦ.
Кроме внутри заводской централизации ремонта в хим промышленности осуществляется меж заводская централизация ремонта .
Для этого создаются регианальные специализированные ремонтностроительные тресла которые проводят ремонт оборудования на различных предприятиях под рядом договорным способом .\
В Современных условиях существует специализированные подразделения :
По ремонту отдельных видов оборудования
Структура ремонтной службы.
Контроль соблюдение всех нормативов и ремонта а также техники безопасности .
Разработка и контроль за осуществлением планирования ремонтов по всему оборудованию цехов и производств, разработка и осуществление мероприятий по улучшению организации ремонта и эксплуатации оборудования , внедрение прогрессивных методов ремонта , сокращение трудоёмкости ремонтных работ.
Обеспечение правильного расходования средств запасных частей и материалов выделенных на ремонт оборудования. (огм) руководит Главный механик предприятия.
Главный механик обязан ;
Организовать планирование выполнение и контроль ППР оборудования в соответствии системы ТО и Р
Организовать обучение и проверку знания персонала по всем вопросом , соблюдение установленного порядка , допуска персонала к самостоятельной работе , обеспечит выполнение мероприятий предусмотрено актами расследования аварии и несчастных случаев , предписании , распоряжений контролирующих органов
Обеспечить правильное целевое использование средств на ремонт оборудования
Обеспечить правильное, оформление и ведение всей технической документации начиная от сменных журналов и кончая паспортами оборудования
Организовать контроль состояния всего оборудования , осуществлять модернизацию оборудования , работать по технике безопасности , внедрять передовые приёмы и методы эксплуатации и ремонт оборудования .
Ремонтная документация .
Ремонтные документы – организационно технические , нормативно технические , технологические и рабочие конструкские документы , необходимые для организации и выполнения работ направлен на восстановление исправностей и полного ( близко к полному ) ресурса оборудования ,номенклатура ремонтных документов требуемых для инженерной подготовки ремонтного производства и для выполнения работ в подготовительной остановочной и пусконаладочной периоды ремонта состоит из 13 – 15 наименований . Документально оформляеца все стадии ремонта состояния документации контролируеца ОГР состав и содержание документов определяется утвержденными положениями о системе ТО и Р и соответствующими нормативами каждой отрасли промышленности . Этими положениями установлены следующие формы документов :
Годовой график ППР оборудования
План – график отчёт ремонта оборудования на каждый месяц
Ведомость дефектов подлежащая устранению при каждом ремонте
Ремонтный журнал проведенный ППР на каждую отельную единицу оборудования
Сдачи оборудования в ремонт
Акт сдачи оборудования из ремонта в эксплуатацию
Ведомость работ подлежащих выполнению во время капитального ремонта
График остановки на КР отдельных цехов и производств
Титульный список КР
Ведомость затрат труда на ППР оборудования
Смета
Документ 1-7 составляется механиками и начальниками цехов , согласовываются с ОГМ и утверждается в остановленном порядке . Документ 8 -11 разрабатываются ОГМ и являются общезаводскими , подписываются и утверждается также в установленном порядке.
Годовой график ППР должен содержать сведения о типе , марке объекта подлежащего ремонту . В нём указывается вид ремонта , нормативы времени межремонтного пробега , времени простоя в ремонте, потребности в рабочей силе на производствах ремонтных работ , данные о дате последнего ремонта , о количестве годового простоя в ремонте и годового фонда рабочего времени .
В план графике указывается календарные дни , вид ремонта и продолжительность его проведения ведомость дифектов служит основанием для определения объёмов ремонтных работ по видам необходимым для ремонта материалов и запасных частей и выбора технологий ремонта.
Методы проведения ремонта :
При организации ремонта оборудования различают узловой и агрегатный метод ремонта . Кроме этих методов ремонта используется индивидуальный способ ремонта .
Агрегатный метод.
Является наиболее совершенным и заключается в том что ремонтируемое оборудование снимаеца с фундамента , заменяется новым или зарание отремонтированным аппаратам и отправляется специализированный цех для ремонта . Этот метод резко снижает себестоимость ремонта , сокращает простой технологической линией из за неисправности данного агрегата , позволяет равномерно загружать ремонтную базу предприятий в течение года избегая больших нагрузок при одновременной остановки нескольких технологических единиц .
Узловой метод.
Заменяется не весь агрегат , а только его изношенные узлы на новые или заранее отремонтированные . Этот способ требует чательного соблюдения принципа взаимозаменяемости.
При отсутствии условий для первых двух методов используют индивидуальный способ , заключающийся в том что изношенные узлы ремонтируют или восстанавливают только после разборки и выбора метода ремонта ( по месту ).
Планирование ремонта.
Планирование ремонта оборудования проводится с учётом следующих основных факторов :
Установление ремонтного цикла и его структуры .
Выполнение установленной программы выпуска товарной продукции выпуска товарной продукции .
Возможности ремонтной службы .
Взаимосвязи технологических свойств на предприятие
Периодичность освидетельствовании и испытания сосудов подведомственных ростехнадзор.
НА основании установленных нормативах и результатов эксплуатации в предыдущем периоде составляется проект годового графика ППР . На его основе составляется месячный план график – отчёт. Отступление от графиков определяются комиссии и должны быть не более +- 10 процентов от годового фонда времени .
Основание для остановки цеха на ремонт является приказ о предприятие в котором указываются сроки остановки , подготовки , ремонта и пуска .
Ответственые лица за организации и проведения ремонта , исполнители ремонтных работ
Для планирования ТР и КР при оставление годовых графиков и увязки их численности рабочих занято на ремонте необходимо располагать данные о трудоёмкость работы по ремонту оборудования .
Трудоёмкость ремонта зависит от типа конструкционных особенностей и размеров , а также от условий в которых оборудование работает .
Ремонт оборудования включает в себя подготовительные работы , собственно ремонт и заключительные работы .
Подготовительные работы необходимы для остановки оборудования , сброса давления , охлаждения, удаление продукции, промывки и нейтрализацию , проветривание установки заглушек .
Собственный ремонт включает время необходимое для выполнения объёма ремонтных работ и послеремонтное испытание.
Заключительный периуд включает время для подготовки пуска отремонтированного оборудования и вывода его на нормальный рабочий режим.
Централизованный склад запасных частей
Одним из важнейших условий хим предприятия и выполнения нормативов То и Р является наличие необходимого числа запасных частей узлов и деталей .
Для точного планирования потребностей предприятия в запасных частях , а также для повышения эффективности ремонтного производства необходимо условия являются изучение и обобщение фактического материала о сроках службы деталей на предприятиях и промышленности и разработка технически обоснованных норм расходах деталей .
При правильном расчёте норм расхода запасных частей и расходных материалов создаются предпосылки для более точного планирования потребности в запасных частях . Потребность предприятий в запасных частях к оборудованию обеспечивается засчёт :
Изготовление новых и восстановление бывших в употребление узлов и деталей на специализированных ремонтное механических заводах или РМЦ предприятий.2. Поставок по коаперации внутри отраслевой 3. поставок запасных частей отечественной промышленности .4. Поставок по импорту .
Основным местом хранения запасных частей на предприятиях является центральный склад запасных частей . В производственных цехах для хранения быстро изнашивающихся запасных частей должны быть предусмотрены кладовые . В функции централизованного склада входят :
Получение от ремонтномеханических цехов изготовленных узлов и деталей .
Приём поступающих со стороны запасных частей
Комплектование поступающих на склад деталей и узлов и организация их хранения
Выдача запасных частей по требованиям цеха .
Учёт движения запасных частей и оборудования .
Центральный склад запасных частей должен расположатся в специализированном помещение, оборудован подъемно-транспортными средствами , стойками , пирамидами , полками и стилажами
Монтаж
Монтаж оборудования – комплекс работ связанный с приведением оборудования в рабочие состояние . В процессе монтажа технологическое оборудование должно быть собранно , установлено проектное положение и включено в единую технологическую систему с помощью в соответствующих камуникаций. Технологическим процессом монтажа называется совокупность операций по установки , сборке , наладке и обкатке машин или огрегат проводимых в определённой последовательности . Монтаж является разновидностью технологического процесса сборки и должен обиспечивать определённое расположение мантируемого оборудования относительно других единиц оборудования в технологической нитке с требуемой степенью точноств . Сборка состоит в соединение в определённом порядке отдельных деталей сначала в сборочной единицы в их узлы затем узлов целый механизм или машин.
Монтаж кроме того включает в себя соединение машины или аппарата либо с полом здания , либо с фундаментом находящемся на грунте и самое главное с устройствами подводящими электроэнергию , рабочие среды ( пар , воду ) .
Подготовка к монтажу.
Начало монтажа крупных объектов включающих в себя большое количество сложных машин и аппаратов предшествует подготовительная работа представляющая собой проект организации монтажных работ в котором предусматривается :
План организации монтажных работ с обозначением положения монтируемого оборудования , размещение подёмнотранспортного оборудования, площадок для укрепления сборок и сетей энергоснабжений ( электроэнергии , пара , воды пожарнохозяйственного значения).
Схемы перемещение монтируемого оборудования в пределах монтажной площадки.
Графики производства строительных работ , поставка заказчикам оборудования , календарный график монтажа оборудования.
Ведомости детали поставляемых самой монтажной организации ( крепёжные детали , трубы , фитинги ) В пояснительной записке должны быть указаны ращиональные способы монтажа , средства механизации и вопросы техники безопасности.
За рабочим проектом из которого следует какой аппарат или машину следует установить на том или ином месте , с какими другими аппаратами из следует связать ,необходимо определить какими путями следует доставлять к месту монтажа собранный крупно гобаритный аппарат , либо доставлять их составные части для сборки на месте монтажа. Для этого выполняется проект организации монтажных работ , включающий :
План строительной площадки с местами расположения складов , подъездных путей и систем энергоснабжений .
План расположения монтируемого оборудования и исполнительные схемы и расположение фундамента и металлоконструкции наверняка обозначенно посадочные места для оборудования
Заводские рабочие и установочные чертежи , технические условия и инструкции по зборке и монтажу а также паспорта оборудования подёмнотранспортного оборудования которые могут быть использованы на данной монтажной площадке
Технические характеристики
Методы монтажных работ.
Индустриальный
Последовательный (крупноблочный)
Метод сборки по месту
1 .Индустриальный метод монтажа отвечает :
Выполнением максимального количества операций по изготовлению, сборки и испытания оборудования на заводах и мастерских монтажных заготовок .
Выполнение работ по защите аппарата от коррозии и термоизоляции до установки их на место на заводах , в мастерских или на специальных стендах .
Максимальная механизация монтажных работ
Проведение монтажных работ параллельно строительнмом по совмещённому графику
В идеальном случае монтаж должен производится с колёс то есть оборудование должно к определённому графику моменту поступать с завода изготовителя на монтажную площадку минуя склад и сразу же по прибытии устанавливаться на предназначенные для него место.
Метод монтажа блоками. Основными положениями этого метода является :
Получение с завода изготовителя оборудования виде блоков и укрепление полученных узлов и деталей до оборудования в полностью собранном виде .
Поставка оборудования в зону монтажа и сборки его из отдельных блоков , максимальная механизация сборочных и монтажных работ . Метод монтажа имеет много общего с индустриальным методом
Узлом называется часть оборудования состоящая из двух или более деталей . Блок называется часть оборудования с полностью монтированным в его пределы устройствами . Тогда при монтаже остаётся только его соединения с ранними монтированными частями оборудования. Крупные блоки называются такие блоки веса которых составляют значительную часть аппарата и близок к грузоподъемности механизма применяющего при монтаже оборудования .
Метод монтажа по месту . Характерен тем что оборудования , металлоконструкции , трубопровод собираются непосредственно на месте их установки .
Этим методом пользуются в том случае если транспортирование или монтаж собранном виде может вызвать поломку этого оборудования и его отдельных частей . Монтаж по месту может быть произведён при помощи простейших такелажных средств типа Талий , лебёдок , дамкратов и т.д. Он отнимает много времени требует высокой классификации монтажников т.к все сложные операции по подгонке и выгонки частей оборудования выполняется в процессе монтажа в неудобной и неприспособленном условиям .
Метод монтажа по месту следует применять только в тех случаях если невозможно применять индустриально или метод монтажа укреплённых блоком
Способы монтажа химического оборудования.
Способы выполнения монтажных работ :
Подрядный
Хозяйственный
Смешанный
Подрядный . Заказчик заключает со строителями организации подрядный договор на сооружения комплексов , включая выполнения всех строительных работ . В свою очертеть ген подрядчик заключает договор на производство отдельных видов работ со специализированными строительными и монтажными организациями ( субподрядчиками) Строительная организация осуществляется строительство зданий , дорог , каналов для трубопроводов . траншеи . монтажная организация производит монтаж технологического оборудования , трубопроводы .
Сантехмонтажники монтируют сети канала теплофикации и внутренних. Электромонтажник осуществляет прокладку электросети и подключение к ним электродвигателя .
Другие организации выполняют организации по терма и химзащите. Все эти организации возлагают на агент подрядчика.
Хозяйственный. Все работы выполняются самим предприятием. (ОГМ)
Смешанный. Предприятия и монтажные организации .
Для чёткой организации работ на стройплощадке необходимо следующие :
Наличие моментов производственных работ , проектной документации в полном объёме на весь объект строительства.
Тщательное изучение всей организации полученной проектной документацией и составление ими проектов производства работы.
Заглобовременное производство предварительных работ каждой из организации и временных сооружений.
Подготовка необходимых кадров , получение необходимых на ближайшее время оборудования и материалов , получение и подготовка необходимых машин и механизмов \ инструмента и приспособлений .
Безусловное соблюдение всеми организациями установленными календарных планов и сроков производства работы.
Доставка и подготовка к монтажу. ( Длина , ширина и высота) Оборудование делится на габаритное и негабаритное .
Габаритное можно перевозить по железнодорожным путям без всяких ограничений и поступая к заказчику в полнособранном виде .
Негабаритное оборудование делят на 3 категории :
Оборудование которое можно перевозить по железной дороге при соблюдение определённых согласованных с руководством Ж\д условий и мероприятий .
Оборудование которое можно перевозить по шоссейным дорогам или водным путём.
Оборудование которое невозможно переводить не каким видом транспорта В этом случает оборудование поставляется дровами т.е виде отдельных блоков и узлов при этом на заводе изготовителя все части оборудования подвергаются контрольной зборки с нанесением маркировки по которой на монтажной площадки происходит окончательная сборка . При приёмки оборудования осуществляется его наружный осмотр. При этом проверяют соответствия оборудования чертежа и техническим условиям , комплектность оборудования , наличие и полноту технической документации , отсутствие видимых дефектов , сдача – приёмка оборудования в монтаж оформляется по форме снипа указанные в Акте дифекты должны быть устранены заводом изготовителя
Способы подъёма при монтаже оборудования
Решаются следующие вопросы.
Выбирают способы подъёма и монтажа
Выбирают грузоподёманые машины и такелажные средствам для обеспечения данного способа
Проводят оценку экономической эффективности принятого способа монтажа.
Различают : 1. По пременяемоу оборудованию : Стреловыми кранами , в том числе с устройствами повышающими грузоподъёмность .
Монтажными такелажными устройствами ( монтажными мачтами ) порталами , гидроподъёмники
По способу подъёма : скальжение , поворотов вокруг шарниров .
При выборе грузоподъёмного оборудования руководствуется следующими соображениями :
С помощью кранов выполняют монтаж основной части основной части оборудования т.к краны грузоподъёмности до 16 тонн позволяют выполнять монтаж от 70 до 100% всего хим. оборудования . Наиболее часто используют пневмоколёсные и гусеничные краны грузоподъёмности 16 – 25 тонн , иногда для более тяжолого оборудования ведут подъём двумя кранам . Применение кранов уменьшает продолжительность работ 5-10 раз по сравнению с мачтой мачтовые подъёмники применяются в основном при подъёме тяжёло и крупногабаритного оборудования .Их применение требует большего объёма подготовительных работ : установка якорей , полиспастов , мачт лебёдок и др.работ .
Нижняя часть аппарата с помощью домкрата заводится поворотный шарнир , а верхняя часть приподнимается краном на сколько это возможно и укладывается на временную опору в качестве которой используется шпальная выкладка или металлические козлы. Вокруг аппарата устанавливают хомут , который в верхней части соединяют шарнир с толкателем. Второй конец соединён шарниром с тележкой которая установлена на рельсах. При подтягивание тележки полиспастами к опоре происходит выжимание . Плавное опускание аппарата на опору осуществляется тормозной системой.
Плюсы данной системы:
Требуется малая площадь для размещения
Меньшее количество монтажной оснастки
Минусы
Возникновение большего усилия примерно в 1,5 раза. Поэтому необходимо усиление шарнира, корпуса .
Подъём шеврон.
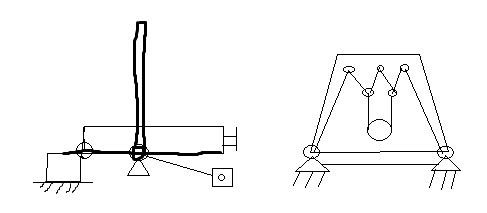
Подъём аппарата проводят с помощью шеврона который находится в начале в горизонтальном положение. Затем при натяжение канатов сначала поднимается шеврон , аппарат лежит неподвижно , а затем в системе возникают силы которые поднимают сам аппарат .
Подъём аппарата осуществляют двумя лебедками плавное опускание тормозной системы.
Данный способ целесообразно используется при реконструкции действующих предприятий когда монтаж приходится вести в стесненных условиях .
Монтаж горизонтальных аппаратов
Монтаж на открытых площадках в зависимости от массы и длины аппарата монтаж горизонтальных аппаратах может осуществляется :
Одним краном.
Двумя кранами.
Аппарат поднимают и монтируют одним краном , при наличие крана грузоподъёмность которого на требуемом вылете крюка выше массы аппарата .
Монтаж оборудования в цехах ( в здании под перекрытиями ) При сооружение новых цехов наиболее эффективно является совмещённый метод строительства и монтажа .
При реконструкции цехов монтаж оборудования приходится вести в уже построенном здании на разных этажах . При монтаже на первом этаже его подтаскивают к месту установки с помощью лебёдки для этого аппарат укладывают на сани или продоленно уложенные трубы.
Для снижения усилия лебёдки . Подъём и установку аппарата проектного положения в зависимости от его массы производят лебёдками , талинами ; При небольшой высоте фундамента домкратами . А в реальных случаях методами натаскивания на фундамента . При монтаже оборудования на втором и последующих этажах подача оборудования может вестись :
Путём оборудования кранами и мачтами и подачи их на сообтвествующий этаж в специальных проёмах стенах.
Подталкивание аппарата вместо установки проводятся лебёдками , подъём и установку проводит в основном первый этаж.
Путём затаскивания (втягивание оборудования на первый этаж и подъёма через проёмы межэтажные перекрытий) Для этого межэтажные перекрытия оставляются специальные проёмы закрываемые временными перекрытиями.
Основные виды износа .
Все промышленности условия эксплуатации оборудования определяются температурой давлением и физика химическими свойствами среды. Поэтому важной задачей является требования конструкции и к неизменности состояния оборудования в процессе эксплуатации .
Износ бывает Моральный и Физический.
Моральный износ определяется степенью отставания его технического и конструктивного состояния от уровня передовой техники , в результате эксплуатации в течение времени значительно превышающего срок службы оборудования .
Под физическим взносом следует понимать изменение формы , целостности и снижение физика механических свойств , деталей и узлов оборудования .
Различают следующие виды износа:
Механический
Каразионый
Тепловой посредственно
Обычно они проявляются комбинированно . Механизм каждого вида износа , и способы обнаружения , предупреждение и устранение различных
Механический износ может выражаться в поломке , поверхностном изнашивание и снижение механических свойств рассматриваемой детали . Полная поломка детали или появление на ней трещины является результатом превышение допустимых нагрузок . Иногда причина поломки кроется в несоблюдение технологий изготовлений , некачественное литьё , сварка поковка .Предпосылки которые могут привести к поломке стараются исключить путём стабилизации и ограничение нагрузок. Для обнаружение трещин начальной стадий необходимо проводить планомерные контроли и осмотр. При любых условиях эксплуатации и ухода неизбежен поверхностный износ деталей соприкасающихся с другими деталями различными средами или атмосферным воздействием.
Характер и величина износа зависят от различных факторов , основными из них являются:
Физика – механические свойства трущихся деталей и сред.
Удельные нагрузки испытываемые при взаимодействие деталей
Относительная скорость движение деталей и сред
Следственного абразивного стачивания твёрдыми примесями. Износ под действием сил трения представляет собой постепенно разрушение поверхности сопровождающейся отделение и переносов частиц одной детали на поверхность сопряжённой детали.
Истирание , задиры. Деформация смятия, усталостные выкраивания эрозионной износ.
Коррозионный износ.
В хим промышленности наиболее распространённый в следствии протекания физических и электрохимических процессов
Коррозия бывает сплошной местной и селективной.
При сплошной коррозии поверхность изнашивается относительно равномерно вызывает уменьшение толщины стенки . Разрушение охватывает отдельные участки поверхности , виды местной коррозии : Точечные , виде пятен. Под поверхностные. Селективные заключаются в разшерение одной или одновременно нескольких структурных составляющих металлов.
Тепловой Износ.
Значительная часть оборудования работает на высокой температуре в результате стальная конструкция с течением времени конструкция начинает ползти, релаксации и нарушение структуры метала. Заключается в медленном пластическом деформации элемента под действием неизменной нагрузки .
Релаксация.
Самопроизвольное снижение напряжения в деталях при неизменной величине деформации под действием высокой температуры )
Способы контроля и изменение велечины износа.
Для оценки каразионного разрушения применяют качественный и количественный метод
Качественный заключается в визуальном осмотре образца или осматрение его под микроскопом.
Количественный состоит в определение скорости коррозии, весовым способом и весовым способом за определённый промежуток времени.
На практике пользуются глубинным показателем коррозии.
Для обмена валов используют штангельциркули а более точно микрометром, колиброваные скобы. Для обмера отверстий применяются штангель циркули , колиброваные пробки.
Прямолинейность проверяется с помощью жёстких линеек , рейсмусов , индикаторных головок .
Сопряжение подшипников соединительных муфтов и других зазоров проверяют с помощью щюпов.
Для контроля износа пользуется разнообразными способами :
Проверкой внешним осмотром на ощупь и на слух определяется температура трущихся пар наболее характерны повышенная температура и недопустимая вибрация могут указать на усиленный износ .
Поломка движущихся частей или наличие повышенного износа легко устанавливаются по ступу или шуму или с помощью стетоскопа .
Для обнаруженияч поверхностным дифектом пользуются визуальным смотром после тчательной зачистки протирки , подозрительных поверхностей , лучше с лупой . Надёжным способом обнаружение трещин является способ обмазки меловым раствором . Поверхность смачивается киросином , затем вытирается и наносится раствор мела . После высыхания слоя мела на его поверхности отчётливо выступает киросин вырисовывая контуры трещин
Дефекты называются каждое несоответствие изделия требования установленным технической документацией .Дефекты бывают явными и скрытыми которые можно обнаружить только с помощью специальных методов и средств .
В зависимости от возможного влияния на рабочей характеристики деталей выявленные дефекты могут быть малозначительные , значительными и критическими.
Критические называются дефект при наличие которого использование изделия по назначению невозможно .
Значительный . Не является критическим но существенно влияет на долговечность изделия .
Малозначительный . Не оказывает влияние на безопасность , на надёжность и долговечность.
По происхождению дефекты подразделяются на производственные и эксплуатационные .
Производственные дефекты возникают при отливке прокатке или изготовление деталей любыми способами обработки .
Эксплуатационный возникает после некоторых наработок изделия в результате усталости материала , коррозии , износа а также в следствии не правильного То и Р.
Для обнаружения дефекта применяются механические испытания с разрушением образца и неразрушающие методы контроля .
Предел прочности на разрыв .
Неразрушающие методы контроля .
Визуальнооптический .
Капиллярный ( люминисцендный ).
Ультразвуковая.
Электроиндуктивный .
Магнитопорошковый .
Ренгеногемонрафический.
Упрочнение поверхностных слоёв материалов деталей .
К этим методом относятся термообработка стальных деталей в результате которой изменяется физика химические и физика механические свойства сталей . Так во всём объёме , так и в поверхностных слоях .
Объёмная закалка повышает прочность углеродистых сталей в 1,5 – 2 раза , а легированных в 2 – 3 раза.
Поверхностная закалка ТВЧ повышает усталостную прочность в 1,5 – 2 раза а износостойкость более чем в 2 раза .
В ремонтной практике для упрочнения поверхностных слоёв деталей широко применяется химика термическая обработка .
Цементация – насыщение поверхностей углеродом в результате чего повышается твёрдость в 2 раза повышается точность и в 3 раза усталостная прочность .
Азотирование – насыщение азотом , эффект тот же + повышенная каразионная стойкость
Цеонирование – насыщение поверхностей одновременно азотом и углеродом.
Алитирование – повышает долговечность сталей работающих при высоких температурах.
Хромирование – негальваническое , термодиффузионное насыщение деталей хромом, повышает износостойкость 8 -10 раз
Силицирование- насыщение кремнием , повышает каразионную стойкость , износостойкость , окалиностойкость при Т 900 градусов .
Методы електроэлетического восстановления .
К данным методом покрытия деталей относится , осаждение сплавов , хромирование , никелирование, омеднение , оцинкование и т.д
Чаще всего в ремонтной практике применяют Жилезнение и Хромирование. Максимальная толщина при хромирование 0,2 – 0,3 мм , а при Жилезнение 2-3 мм .
Жилезнение применяют в основном для создание подслоя при хромирования .
Хромирование повышает износостойкость деталей благодаря высокой твёрдости и износостойкости хрома . Хромированная поверхность обладает высококаразионные свойствами и выдерживают повышенные температуры . Перед хроированием детали шлифуются до выведения следов износа . А затем промываются в органических растворителях и протираются ветошью . Детали высовываются из ванны и промываются холодной водой . Последний процесс шлифование по размер .Припуск 0,08 – 0,10.
Ремонт обработки давлением основан на пластическом деформируемом материала. Ремонт этих методов проводят с нагревом и без него . Применяют следующие виды обработки давлением :
Осадку , давление , раздачу , обжатие , вытечку , правку и накатку .
При Осадке деталь деформирует в направление перпендикулярным усилием . Его применяют для увеличение поперечной площади сечения деталей за счёт сокращения длины , с износом по наружным и внутренниму деаметру . Высоту деталей можно уменьшать на 15 % .
Вдавливание . При ремонте вдавливание направление усилия и деформации также взаимо Но преобладает местная деформация деталей и её общие размеры неизменяются как при осадке. Вдавливание устанавливает изношенные боковые поверхности шлицом на валах .
При ремонте раздачей наружный деаметр полых целендрических деталей увеличивают без изменения , раздачу производят под постоянный размер шарика или поансона .
Ремонт обжатия . Применяют при решение задачи обратной раздачи , для чего деталь протягивает через матрицу меньшего диаметра придворительно подогрев до 800 – 900 градусов .
Ремонт вытешкой . Осуществляет для увеличения длины деталей засчёт местного уменьшения поперечного сечения . Её применяю для удлинения стержневых элементов.
Ремонт правка . Применяют для исправления искревлённых скрученных или покаробленных деталей . правкой ремонтируют валы , шитуны всевозможные рычаги и кранштейнеры.
Элементы конструкции . При небольшой деформации правку проводят в холодном состояние при большой в нагретом . Дл яправки используют прессы приспособления типа домкрата или вручную
Накаткой устанавливают шейки валов с Наружными размерами вместе с посадкой , её проводят острозубчатыми роликами создающими рифление с вытеснением метала и увеличение деаметра вала вместе с накраткой.
После всей операции ремонта обработкой давлением нужный размер деталей .
------
Особое внимание следует обращать исправность инструментов.
Каждому ремонту и ревизии перед монтажом предшествует разборка оборудования или разборка отдельных его узлов . Ремонтируемое оборудование отключается от электрической сети , камуникации и освобождается от содерюимого . Его рабочий объём промывают и по возможности просушивают . Разборку оборудования производят в соответствии с указаниями которые даются вместе с паспортом по ходу изготовления или специальные инструкции по монтажу и ремонту
ВО всех случиях разборку начинают со снятия предохранительных устройств , защитных кожухов и щитков . Ремонт или зборку при монтаже оборудования начинают после очистки деталей от грязи ,пыли или консистентной смазки . Особенно тщательно очищаются детали с трущиеся поверхностями. Обычно качество промывной жидкости используют керосин либо щелочь.
Рабочие занятые уборкой должны работать в защитных очках , фартуках , резиновых перчатках и соблюдать все требования по технике безопасности. Монтаж и эксплуатация осуществляется с их конструктированием и эксплуатационными условиями .
Валы и Оси.
Валы и Оси характеризуются большим разнообразием форм , размеров и материалов из которых они изготовлены .
Чаще всего встречаются фасонные валы а в аппаратах полые валы . Детали насаживают на вал и закрепляют на нём с помощью шпонок шлицев и посадов с гарантированным натягом . Валы снабжаются уступами ограничевающими перемещением деталей вдоль оси , для этова используют стопорные кольца . Конические участки вала. У всех заплечиков и уступов на валу должны быть предусмотрены плавные сопряжения с целендрическими плоскостями чтобы не было мест концентрации переходов от одного диаметра к другому. Валы п8г8одвержены значительно тепловым деформациям . Поэтому они должны фиксироваться в осевом направление в одном месте , где осевое смещение детали недопустимо . Валы и оси в зависимости от нагрузки и условий эксплуатаций изготовляются из стали марок , сталь 30 , 40 , 45.
Шейки валов отвергаются терма обработки или ХТО.
Основные Эффекты валов
Месный и илиобщий прогиб
Смятие и износ рабочей шейки
Разработка шпомочных каналов
Растяжение или срез резьбы
Способ и технология ремонта вала в каждом конкретном случие зависит от характера и размера дефекта а также технической оснащенности ремонтной базы
Прогиб , скручивание и полов валов является следствием перегрузки , либо выхода из строя подшипников или других деталей вызывающих заклинивания . Прогиб может быть также причиной продолжительной вибрации оборудования.
Износ поверхностей цап или рабочих шеек является условием трением валов ( Вал – набивка ) . Износ может быть равномерным или неравномерным .
Вогнутость вала обнаруживается в процессе эксплуатации по его биению . При биение разрушаются сопряжённые с валом детали в первую очередь подшипники . Погнутые валы воправляют механическим ударным способом в холодном состояние или при нагревании .
Поломонные валы можно исправлять сваркой но при этом они теряют до 60 % СВОЕЙ ПРОЧНОСТИ , и этот способ можно применять как временную меру .
Сильно изношенные шейки валов восстанавливаются с помощью сварки ( наплавки ) обычно электробоковой или в среде защитных газов.
Изношенную поверхность шейки вала предварительно протачивают на токарном станке , снимают стружку на полную глубину износа , это позволяет :