3.1. Анализ информации рабочего чертежа детали и моделирование
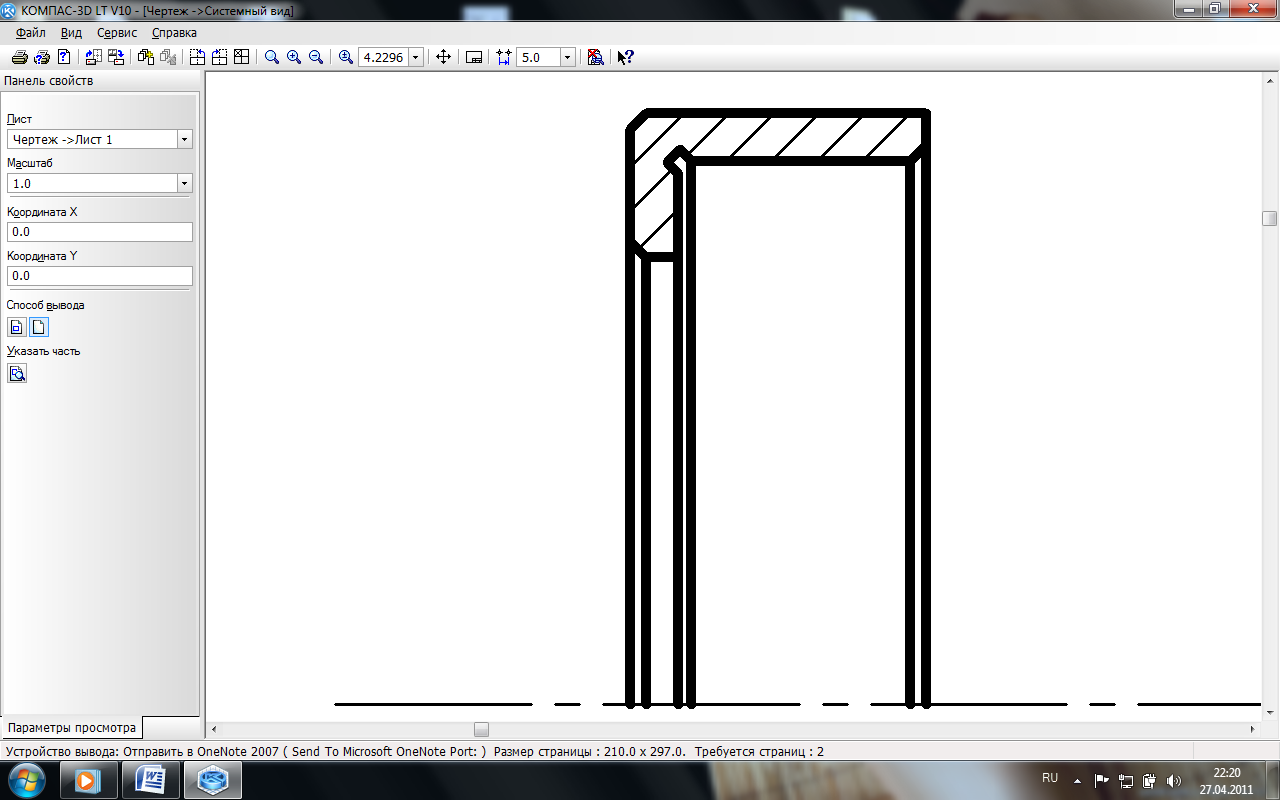
Рисунок 2.1.1. Эскиз детали «Корпус подшибника»
Виды поверхностей и их количество
Таблица 2.1.1
Торцы |
Цилиндрич. |
Отверстия |
Пазы |
Лыски |
Фаски, радиусы |
Специальные: Конус, зубья и т.д. |
||
Лев. |
Прав. |
Внеш. |
Внутр. |
|||||
1 |
2 |
1 |
2 |
1 |
1 |
0 |
Ф-3 |
К-1 |
Требования к детали
Таблица 2.1.2
Точность |
Материал, твёрдость, вид химико-терм. обр-ки |
Покрытие (галь-воническое) |
Проч. |
||||||||
Поверхности |
Положения поверхн. |
||||||||||
Шероховатость |
Форма |
Размер |
По размеру |
Взаимного расположения |
|||||||
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
||||
Rz 20 2,5 Ra 1,25 0,63 |
Прямолинейность, округлость |
Ø56 Ø68А Ø69 |
3,5 7,5 8
18,5 Ø3А×45°
|
Перпенди-кулярность, радиальное биение |
12XH3X
цементи-ровать |
Хим. окс. фос. |
Контроль маг-нитный |
||||








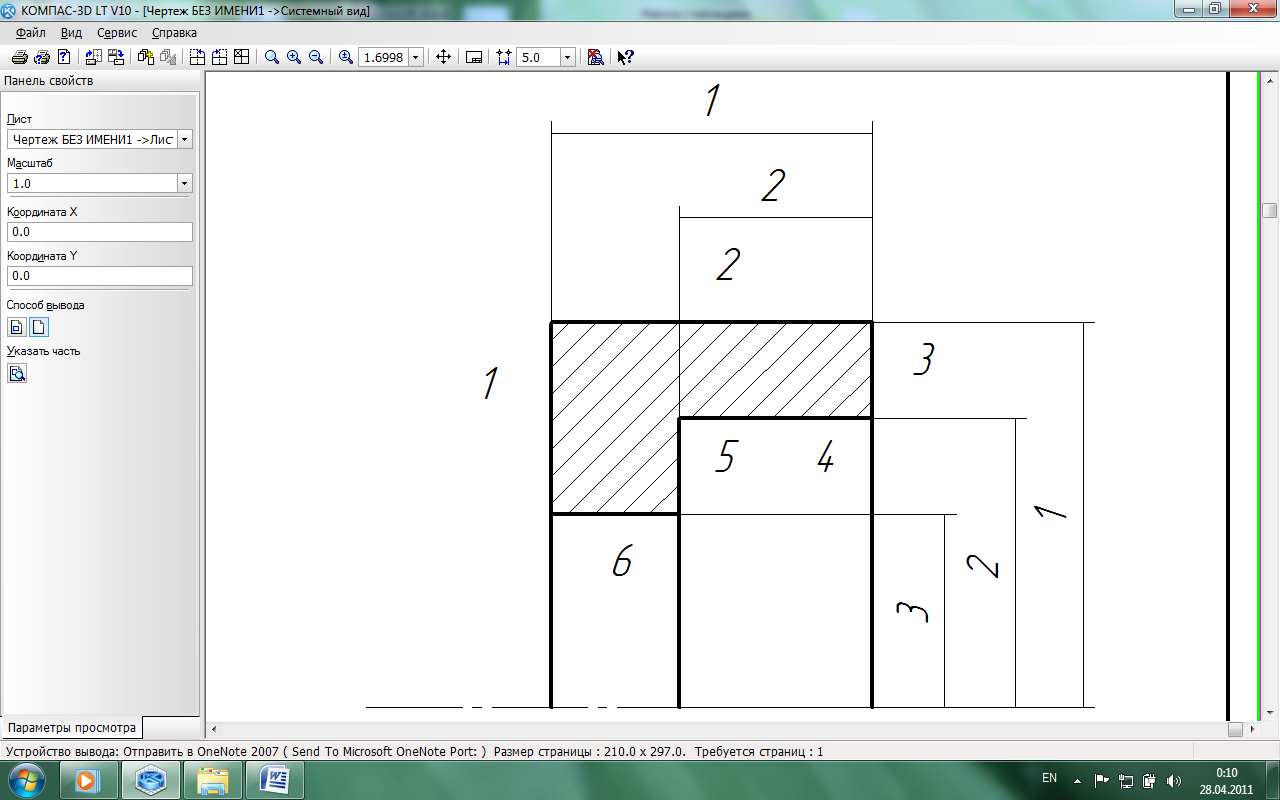
Рисунок 2.1.2. Геометрическая модель детали «Корпус»
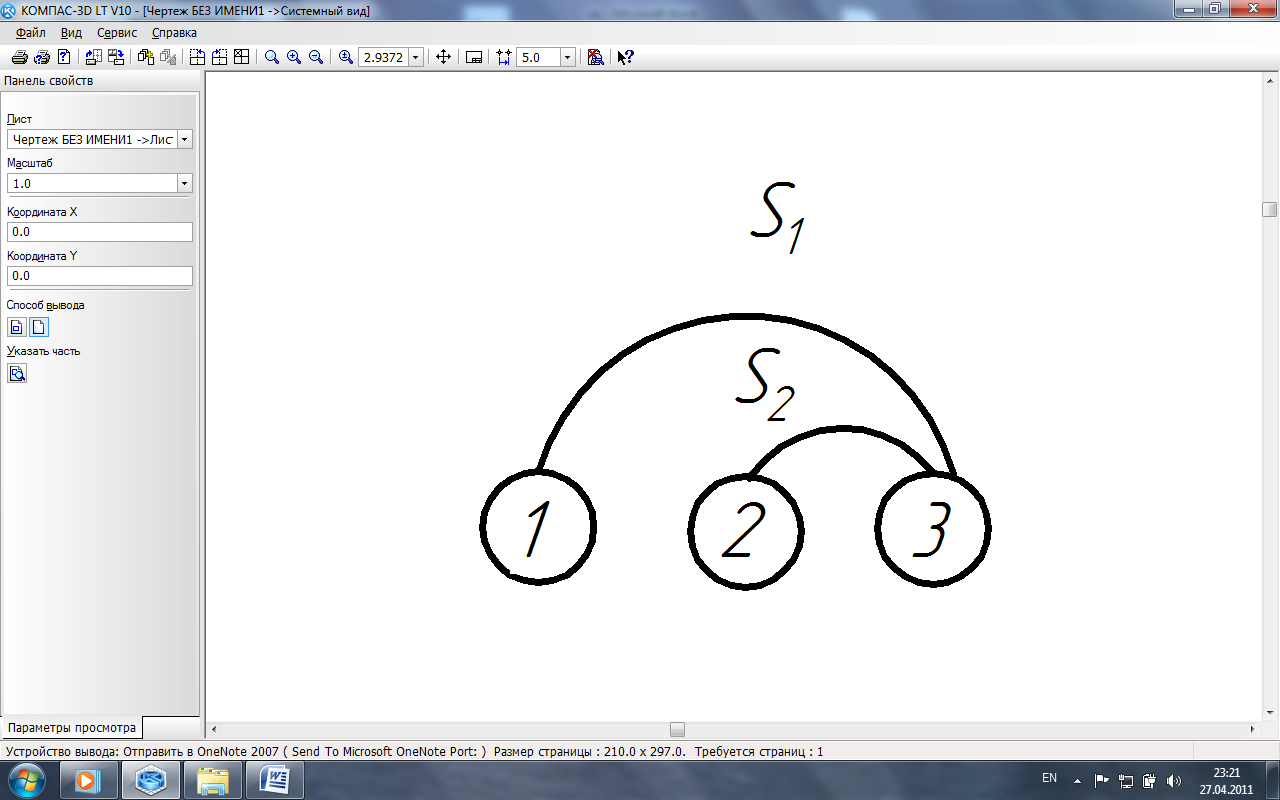
Рисунок 2.1.3. Граф линейных конструкторских размеров
Виды поверхностей
Таблица 2.1.3
№ пов |
1 |
2 |
3 |
4 |
5 |
6 |
Вид пов. |
-1 |
2 |
1 |
-2 |
1 |
-2 |
Последовательность участков контура
Таблица 2.1.4
Шероховатость поверхностей
Таблица 2.1.5
№ участ |
1 |
2 |
3 |
4 |
5 |
6 |
№ пов |
1 |
2 |
3 |
4 |
5 |
6 |
Шероховатость поверхностей
Таблица 2.1.5
№ П/П |
Вид поверхности |
Кол. поверхностей |
№ поверхности |
1 |
1,25 |
1 |
2 |
2 |
2,5 |
Остальные |
- |
3 |
0,63 |
1 |
4 |
Диаметральные конструкторские размеры
Таблица 2.1.6
№ П/П |
№ пов |
Диаметр D |
Верхнее откл. |
Нижнее отлк. |
1 |
2 |
74 |
+0,055 |
+0,035 |
2 |
4 |
68 |
+0,3 |
-0,3 |
3 |
6 |
56 |
+0,3 |
-0,3 |
Линейные конструкторские размеры
Таблица 2.1.7
№ П/П |
№ левой гр. |
№ правой гр. |
Размер S |
Верхнее откл. |
Нижнее откл. |
1 |
1 |
3 |
18,5 |
+0,3 |
-0,3 |
2 |
5 |
3 |
15,5 |
+0,025 |
-0,035 |
Допуски откланений взаимного расположения
Таблица 2.1.8
№ П/П |
База (№ пов.) |
Поверхность |
Величина |
Вид отклонения |
1 |
2 |
1 |
0,05 |
3 |
2 |
4 |
5 |
0,02 |
3 |
Сведения о технологическом процессе обработки детали.
Таблица 2.1.9
Заготовка (метод получения) |
Виды операций и их количество |
|||
Обработка с удалением слоя материала |
Упрочнение,химико-терм. обработка |
покрытие |
прочие |
|
1 |
2 |
3 |
4 |
5 |
штамповка |
токарновинторезная-5 вертикальносверлильная-1 вертикальнофрезернаа-1 слесарная-7 плоскошлифовальная-2 внутрешлифовальная-1 круглошлифовальная-1 |
нормализация,отпуск-2,цементация,закалка, консервация в нитрите натрия, оксидное фосфатирование, консервация |
меднение |
Промывка-4 |
Описание геометрической модели – информационная модель
Таблица 2.1.10
Эскиз детали |
|
|||||
Число поверхностей |
6 |
|||||
Число участков контура |
6 |
|||||
Последовательность участков контура
|
1,2,3,4,5,6 |
|||||
Число диаметральных размеров |
3 |
|||||
Описание диаметральных размеров |
номер |
Номинальный размер |
Верхнее отклонение |
Нижнее отклонение |
Номер поверхности |
|
1 |
74 |
+0,055 |
+0,035 |
2 |
||
2 |
68 |
+0,3 |
-0,3 |
4 |
||
3 |
56 |
+0,3 |
-0,3 |
6 |
||
Число радиальных размеров |
0 |
|||||
Число линейных размеров |
2 |
|||||
Описание линейных размеров |
номер |
Номинальный размер |
Верхнее отклонение |
Нижнее отклонение |
Номер левой границы |
Номер правой границы |
1 |
18,5 |
+0,3 |
-0,3 |
1 |
3 |
|
2 |
15,5 |
+0,025 |
-0,035 |
5 |
3 |
|
Число допусков отклонений расположения |
2 |
|||||
Описание допусков отклонений расположения |
Номер |
Номера баз |
Номер поверхности |
Вид отклонения |
Величина допуска |
|
1 |
2 |
1 |
3 |
0,05 |
||
2 |
4 |
5 |
3 |
0,02 |
||
Описание геометрической модели заготовки
Таблица 2.1.11
Параметр заготовки |
Значение параметра |
Количество поверхностей в первой части заготовки |
2 |
Номера поверхностей первой части заготовки |
3,6 |
Количество поверхностей во второй части заготовки |
2 |
Номера поверхностей второй части заготовки |
1,2 |
Номера пар границ линейных размеров заготовки в порядке нумерации |
1,3 |
Описание операций механической обработки
Таблица 2.1.12
Номера операций |
Число баз |
Номера баз |
Число обрабатываемых поверхностей |
Номера обрабатываемых поверхностей |
Число линейных технологических размеров |
Границы линейных технологических размеров |
1040 |
3 |
2,2,1 |
3 |
3,4,5 |
2 |
1,3; 3,5 |
1050 |
3 |
4,4,3 |
3 |
2,1,6 |
1 |
3,1 |
1060 |
3 |
2,2,1 |
2 |
4,5 |
1 |
3,5 |
1150 |
3 |
2,2,1 |
2 |
4,5 |
1 |
3,5 |
1180 |
3 |
2,2,1 |
1 |
3 |
1 |
5,3 |
1190 |
3 |
2,2,3 |
1 |
1 |
1 |
3,1 |
1200 |
3 |
2,2,1 |
2 |
4,5 |
1 |
3,5 |
Описание операции механической обработки
Таблица 2.1.13
№ Оп. |
Наим. Операций, Оборудование. |
Операционный эскиз |
Шероховатость |
1 |
2 |
3 |
4 |
1010 |
заготовительная |
|
|
1040 |
Токарновинторезная Токарный 1К-62 |
|
Rz 20 |
1050 |
Токарновинторезная Токарный 1К-62 |
|
Rz 20 |
1060 |
Токарновинторезная Токарный 1К-62 |
|
2,5 |
1150 |
Токарновинторезная Токарный 1К-62 |
|
2,5 |
1180 |
Шлифовальная Пл. шлиф. 3Г-71 |
|
2,5 |
1190 |
Шлифовальная Пл. шлиф. 3Г-71 |
|
2,5 |
1200 |
Шлифовальная Вн. шлиф 3А-227П |
|
1,25 |