

Измерение среднего диаметра резьбы микрометром со вставками
Микрометром со вставками называют (иногда его называют резьбовым) микрометр, у которого измерительные поверхности съемные и сделаны в виде резьбового профиля (выступа и впадины). От обычных микрометров он отличается тем, что в торцах микровинта и пятки сделаны отверстия, куда устанавливают вставки. Микрометры поставляют с комплектом вставок для определенных шагов измеряемых резьб в зависимости от диапазона размеров.
Установку на нуль производят с помощью специальной плоской установочной меры, имеющей на концах профили, обратные формам наконечников.
Микрометры имеют отсчет 0,01 мм. Диапазон измерения одного микрометра 25 мм, а общий диапазон измерения всеми микрометрами обычно до 350 мм. Вставки бывают для метрической, дюймовой и трубной резьб.
Погрешность микрометров в зависимости от диапазона измерения и шага измеряемой резьбы находится в пределах 0,01–0,035 мм при поверке по аттестованному резьбовому калибру-пробке.
Практическая часть
Измерение среднего диаметра резьбы гладким микрометром методом трех проволочек
Шаг резьбы: P = 1,5 мм;
По справочнику определили номинальное значение : = 9,026 мм;
Предельные размеры: d = 10 мм; d1 = 8,376 мм;
Подсчитали размер
по формуле:
![]() где
где
![]() — номинальный диаметр проволочки.
— номинальный диаметр проволочки.
 ;
;
Диаметр используемой проволочки![]() =0,
8 мм;
=0,
8 мм;
![]()
Определили размер в сечении I–I , II–II, III–III (три раза). За значение размера приняли среднее из трех отсчетов и занесли величину в отчетный бланк.
|
M(1-1) |
M(2-2) |
M(3-3) |
10,30 |
10,25 |
10,26 |
|
10,32 |
10,26 |
10,27 |
|
10,29 |
10,28 |
10,29 |
|
Mср |
10,30 |
10,26 |
10,27 |
Определили действительные значения и,
для каждого сечения по формуле
![]() Результаты подсчетов записали в отчетный
бланк.
Результаты подсчетов записали в отчетный
бланк.
![]()
![]()
![]()
Отчётный бланк
-
Средние отчёты показаний



10, 30
10, 26
10, 27
Предельные размеры
Действительные размеры

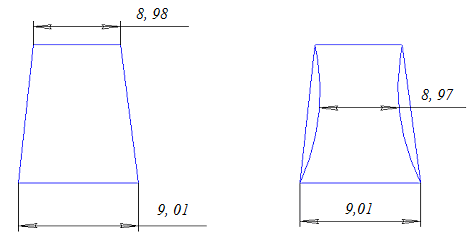
9,01




8, 97
9,01
8,97
8, 98
Средняя величина среднего диаметра
8, 99
Конусообразность
0, 03
Конусообразность Седлообразность
![]() где
где
где
где
![]()
![]()
![]()
Вывод:
Средняя
величина среднего диаметра
![]() при
его измерении составляет 8, 99. Данное
значение является меньше номинального:
8, 99 < 9, 026, а их разность 9,026 – 8, 99 = 0,036,
следовательно данную деталь необходимо
отнести ко второму классу точности. На
отклонение от номинала повлияла
погрешность измерительного устройства,
а так же разность расчётного и
действительного диаметров используемой
проволочки.
при
его измерении составляет 8, 99. Данное
значение является меньше номинального:
8, 99 < 9, 026, а их разность 9,026 – 8, 99 = 0,036,
следовательно данную деталь необходимо
отнести ко второму классу точности. На
отклонение от номинала повлияла
погрешность измерительного устройства,
а так же разность расчётного и
действительного диаметров используемой
проволочки.
В действительности, измеряемая деталь имеет элементарные типовые погрешности формы в продольном сечении, а именно седлообразность (т. к. реальные размеры второго сечения меньше размеров первого и третьего сечений) и конусность. Измерения среднего диаметра резьбы были проведены методом трех проволочек. Данный метод является одним из методов, достаточно легко реализуемых на практике.
Контрольные вопросы
1. Принцип комплексного измерения резьбы.
2. Что такое приведенный средний диаметр резьбы и как он рассчитывается?
3. Какие элементы резьбы проверяют проходным и непроходным калибрами? В чем отличие их от калибров для гладких деталей?
4. Принцип работы приборов для комплексного измерения резьбы.
5. Принцип измерения среднего диаметра резьбы на микроскопах.
Ответы на контрольные вопросы
В качестве измерительного элемента используется составной калибр в виде гайки или болта, и измеряется расстояние между этими частями при введении их в соприкосновение с измеряемой резьбой после предварительной настройки по установочным калибрам или другим мерам.
Приведенным средним диаметром резьбы называют условный средний диаметр резьбы, включающий диаметральные компенсации погрешностей шага и половины угла профиля.
где — приведенный средний диаметр болта (гайки); и — диаметральная компенсация ошибок шага и профиля, для метрической резьбы ( ) здесь — погрешность шага.
где — шаг резьбы в мм, — погрешность половины угла профиля в мин. Основным видом комплексного контроля являются резьбовые калибры.
Средний диаметр болта и гайки , шаг резьбы и угол профиля резьбы .
В отличие от гладких цилиндрических деталей свинчивание резьбы зависит от ряда элементов: наружный диаметр болта и гайки ; внутренний диаметр болта и гайки средний диаметр болта и гайки , шаг резьбы и угол профиля резьбы .
Эти приборы принципиально работают по одной и той же схеме — в качестве измерительного элемента используется составной калибр в виде гайки или болта, и измеряется расстояние между этими частями при введении их в соприкосновение с измеряемой резьбой после предварительной настройки по установочным калибрам или другим мерам.
При измерении среднего диаметра (рис. 5, а) ножи крепят в специальном приспособлении, установленном на продольной каретке микроскопа. По отсчетному устройству поперечной каретки микроскопа производят два отсчета по ножам, расположенным через 180°. Разность двух отсчетов дает значение среднего диаметра резьбы в измеряемом сечении. Из-за возможного перекоса оси резьбы относительно линии измерения (погрешность от установки в центрах) средний диаметр измеряют по правым и левым сторонам витка и определяют среднее арифметическое из двух измерений.