

Привод главного движения токарного станка.
16к20ф3
Подавляющее
большинство современных токарно-винторезных
станков средних размеров в качестве
привода главного движения имеет одно-,
реже многоскоростной асинхронный
электродвигатель трехфазного тока в
сочетании со ступенчатой механической
коробкой скоростей. Примером привода
с коробкой скоростей, размещенной в
шпиндельной бабке, может служить станок
мод. 1К62, кинематическая схема которого
показана на фиг. I,6, а развертка по валам
коробки скоростей — на фиг. I, 7. Коробка
скоростей получает движение через
клиноременную передачу от односкоростного
электродвигателя, расположенного в
левой тумбе станины. На валу I размещена
двусторонняя фрикционная муфта М1для
включения и выключения прямого и
обратного вращения шпинделя. Изменение
направления вращения вала II происходит
вследствие передачи движения через
блок паразитных колес (z = 24 и z = 36).
Передвижением по валам II и III скользящих
(передвижных) блоков Б1
и
Б2
валу
III сообщается шесть различных прямых
скоростей и три обратных, более высоких.
Управление блоками Б1
и Б2
осуществляется одной рукояткой 1 (фиг.
I, 4), выведенной на лицевую сторону
передней бабки.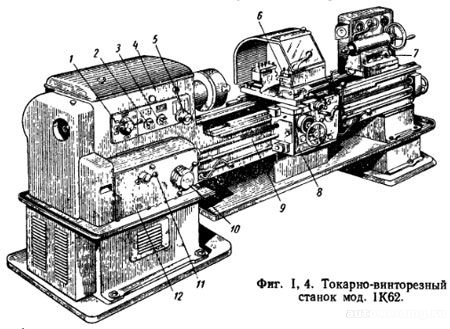
Устройство станка.
СбCборочные единицы (узлы) и механизмы токарно-винторезного станка: 1 - передняя бабка, 2 - суппорт, 3 - задняя бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук, 7 - ходовой винт, 8 - ходовой валик, 10 - коробка подач, 11 - гитары сменных шестерен, 12 — электро-пусковая аппаратура, 13 - коробка скоростей, 14 — шпиндель. На средних станках производится 70 - 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации. Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение.
Движение от вала III может передаваться на шпиндель по двум кинематическим цепям:
а) при сдвинутом влево двойном (двухвенцовом) блоке Б3 — через повышающую передачу (65 : 43) прямо на шпиндель, что дает шесть высших ступеней скорости вращения — от 630 до 2000 об/мин;
б)при сдвинутом вправо блоке Б3 движение передается шпинделю через зубчатый перебор (блок Б4 — вал IV — блок Б5 — вал V), допускающий четыре различных включения с передаточными отношениями 1, 1:4, 1 : 4 и 1 : 16, два из которых совпадают. Через перебор шпиндель получает три более низких диапазона чисел оборотов (200÷630, 50÷160 и 12,5÷40 об/мин) по шесть ступеней в каждом. Одно число оборотов (630 об/мин) получается и при прямом включении, и через перебор; поэтому привод дает всего 23 различные скорости вращения шпинделя. Управление блоками Б3, Б4 и Б5 осуществляется также одной рукояткой 5 (фиг. I, 4). На валу III установлен тормоз, включение и выключение которого сблокировано с механизмом включения муфты I, 9. Кинематическая схема станка мод. 1А616.
В станке мод. 1А616 (фиг. I, 8) коробка скоростей выполнена в отдельном корпусе, размещенном в левой тумбе (ножке) станины. Выходной вал коробки связан с входным валом шпиндельной бабки клиноременной передачей. Привод такого типа называется разделенным приводом. Он обеспечивает более плавное вращение шпинделя и применяется чаще в точных станках.Коробка скоростей получает движение через клиноременную передачу от отдельного двигателя, установленного на кронштейне с задней стороны левой тумбы станины. Натяжение ремней регулируется перемещением двигателя по плите, на которой он установлен. В результате переключений четырех блоков (фиг. I,9) Б1, Б2, Б3 и Б4 с помощью двух рукояток 1 (фиг. I, 8) выходной вал IV получает 12 различных скоростей вращения. Через клиноременную передачу движение передается на разгруженный шкив шпиндельной бабки, в которую встроен зубчатый перебор с передаточным отношением i = 1 : 8. Натяжение ремней производится перемещением в вертикальном направлении коробки скоростей. Движение на шпиндель может передаваться по двум кинематическим цепям:
а) По короткой, непосредственно с вала V шкива при включенной муфте М1 и выключенном переборе Б5, шпиндель получает 12 высоких ступеней скорости вращения (от 90 до 2240 об/мин);
б)через перебор Б5 при выключенной муфте М1 шпиндель получает 12 нижних ступеней скорости вращения (от 11,2 до 280 об/мин). Три скорости при включенном и выключенном переборе совпадают, поэтому привод дает только 21 (вместо 24) ступень скорости вращения шпинделя. Управление перебором Б5 и муфтой М1 сблокировано и осуществляется одной рукояткой 2 (фиг. I, 8). В приводе отсутствует главная, выключающая станок, фрикционная муфта, и включение, реверсирование и торможение шпинделя производятся электродвигателем.
Для
бесступенчатого изменения чисел оборотов
шпинделя в токарно-винторезных станках
средних и малых размеров находят
применение фрикционные вариаторы. В
приводе главного движения токарно-винторезного
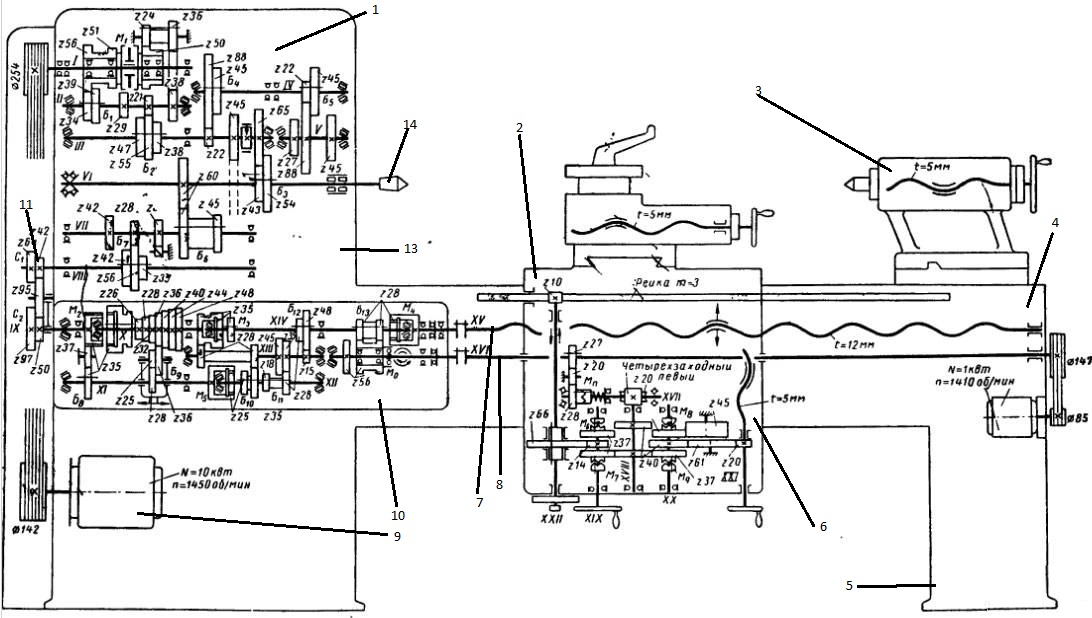
станка мод. 1М620 (фиг. I, 10) использован
вариатор конструкции ЦНИИТМАШ (системы
Светозарова) (В некоторых станках этой
модели применялся вариатор с широким
ремнем) в сочетании со ступенчатой
коробкой скоростей, размещенной в
шпиндельной бабке. Такая конструкция
привода позволяет бесступенчато изменять
числа оборотов шпинделя в пределах
12÷3000 об/мин. С помощью этого вариатора
можно плавно, в пределах 750...3000 об/мин,
изменять скорость вращения его выходного
вала, а за счет переключений блоков Б1,
Б2,
Б3
получить
четыре бесступенчатых диапазона чисел
оборотов шпинделя: 12...47, 47...190, 190...750 и
750...3000 об/мин. Вспомогательный двигатель
N = 1 квт служит для управления вариатором.
Муфтой М<sub>1</sub>
и скользящими шестернями Б4
и
Б5
производится реверсирование шпинделя. В станках меньших размеров бесступенчатый
привод может состоять из одного вариатора
без переборной ступенчатой коробки
скоростей. Тяжелые токарно-винторезные
станки изготовляются, как правило, с
бесступенчатым приводом скоростей
шпинделя, что способствует повышению
их производительности. Однако в тяжелых
станках применяются не механические
вариаторы, а электрические системы
бесступенчатого изменения числа оборотов
приводного электродвигателя в сочетании
со ступенчатой механической коробкой
скоростей станка. Система
генератор—двигатель для бесступенчатого
изменения чисел оборотов шпинделя"
I,
11. Система генератор—двигатель для
бесступенчатого изменения чисел оборотов
шпинделя.</p><p>Наиболее
распространенной электрической системой
бесступенчатого изменения чисел оборотов
в тяжелых станках является система
генератор — двигатель (Г—Д), называемая
иногда также системой Леонарда (фиг. I,
11). Она состоит из четырех электрических
машин: асинхронного двигателя АД, который
приводит во вращение генератор постоянного
тока Г и маломощный генератор постоянного
тока В и электродвигателя постоянного
тока Д для привода станка. Скорость
электродвигателя Д регулируется
изменением сопротивлений R<sub>г</sub>
и R<sub>д</sub>
в цепях обмоток возбуждения ОВГ —
генератора и ОВД — двигателя, питаемых
постоянным током от возбудителя В.
Диапазон регулирования такой системы
может достигать 10—15. Следует иметь в
виду, что машины АД и Г должны иметь
мощность не меньшую, чем мощность
приводного двигателя Д, поэтому затраты
на систему Г—Д превышают затраты на
один асинхронный двигатель переменного
тока в 7—8 раз
В станках меньших размеров бесступенчатый
привод может состоять из одного вариатора
без переборной ступенчатой коробки
скоростей. Тяжелые токарно-винторезные
станки изготовляются, как правило, с
бесступенчатым приводом скоростей
шпинделя, что способствует повышению
их производительности. Однако в тяжелых
станках применяются не механические
вариаторы, а электрические системы
бесступенчатого изменения числа оборотов
приводного электродвигателя в сочетании
со ступенчатой механической коробкой
скоростей станка. Система
генератор—двигатель для бесступенчатого
изменения чисел оборотов шпинделя"
I,
11. Система генератор—двигатель для
бесступенчатого изменения чисел оборотов
шпинделя.</p><p>Наиболее
распространенной электрической системой
бесступенчатого изменения чисел оборотов
в тяжелых станках является система
генератор — двигатель (Г—Д), называемая
иногда также системой Леонарда (фиг. I,
11). Она состоит из четырех электрических
машин: асинхронного двигателя АД, который
приводит во вращение генератор постоянного
тока Г и маломощный генератор постоянного
тока В и электродвигателя постоянного
тока Д для привода станка. Скорость
электродвигателя Д регулируется
изменением сопротивлений R<sub>г</sub>
и R<sub>д</sub>
в цепях обмоток возбуждения ОВГ —
генератора и ОВД — двигателя, питаемых
постоянным током от возбудителя В.
Диапазон регулирования такой системы
может достигать 10—15. Следует иметь в
виду, что машины АД и Г должны иметь
мощность не меньшую, чем мощность
приводного двигателя Д, поэтому затраты
на систему Г—Д превышают затраты на
один асинхронный двигатель переменного
тока в 7—8 раз