

15 Верстати можуть розташовуватися по відношенню до проїзду вздовж, упоперек і під кутом (рис. 5).
Рис.
5. Розташування верстатів на дільницях
та потокових ліїшр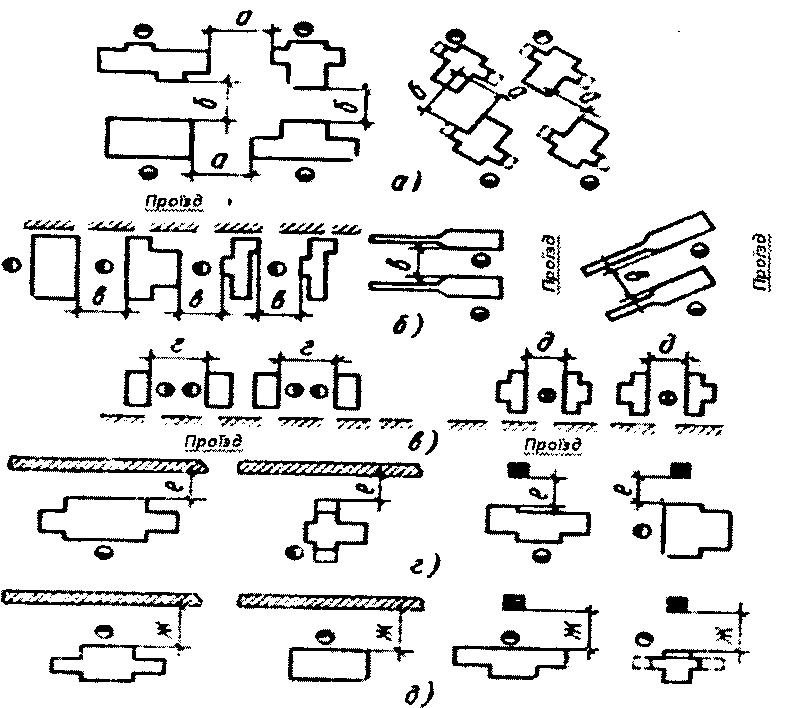
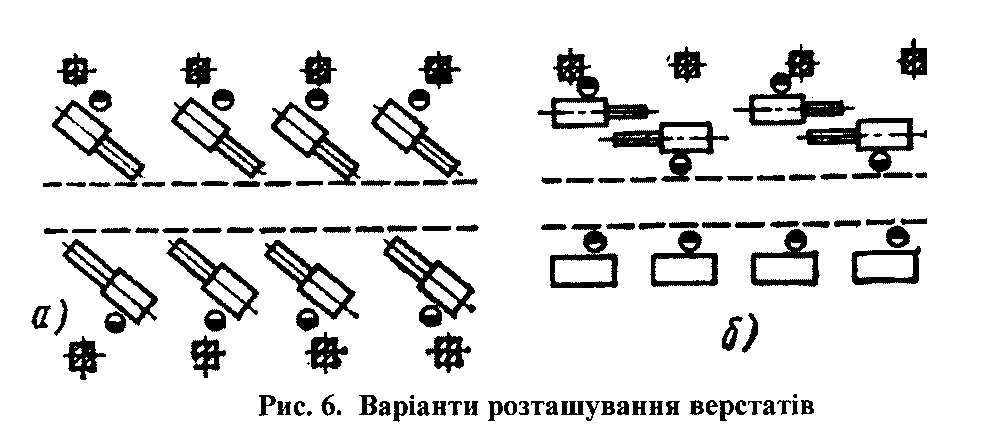
Найбільш зручне розташування - вздовж проїзду і при розташував верстатів до проїзду фронтом. При поперечному розташуванні верстві утруднюється їх обслуговування (подача заготовок, обмін інструмейШ приймання деталей та ін.), тому що доводиться передбачати nonepJB проходи для доставки деталей на візках або електрокарах до робоЛ місць. Для кращого використання площі револьверні верстати, автоматі® інші верстати для обробки пруткових матеріалів, а також протяжр розточувальні, поздовжньо-фрезерні та поздовжньо-шліфувальні верстар розташовують під кутом (рис. 6, а). Верстати для пруткової роботи розташовують завантажувальною стороною до проїзду, а інші верстати так щоб сторона з приводом була звернена до стіни або колон. Це зручніше дам складування заготовок і виключає вихід з ладу приводу іШ транспортуванні деталей. Верстати для пруткової роботи можуть бш також розміщені в шаховому порядку (рис. 6, б), причому в цьому випаІВ необхідно забезпечити можливість підходу до них з двох сторін. Ж
Верстати можуть розташовуватися фронтом, «в потилицю» і тильними сторонами. При розташуванні верстатів уздовж дільниці вигідніше використовується площа при тильному розташуванні верстатів. Великі верстати не повинні встановлюватися біля вікон, так як це призводить до затемнення цеху.
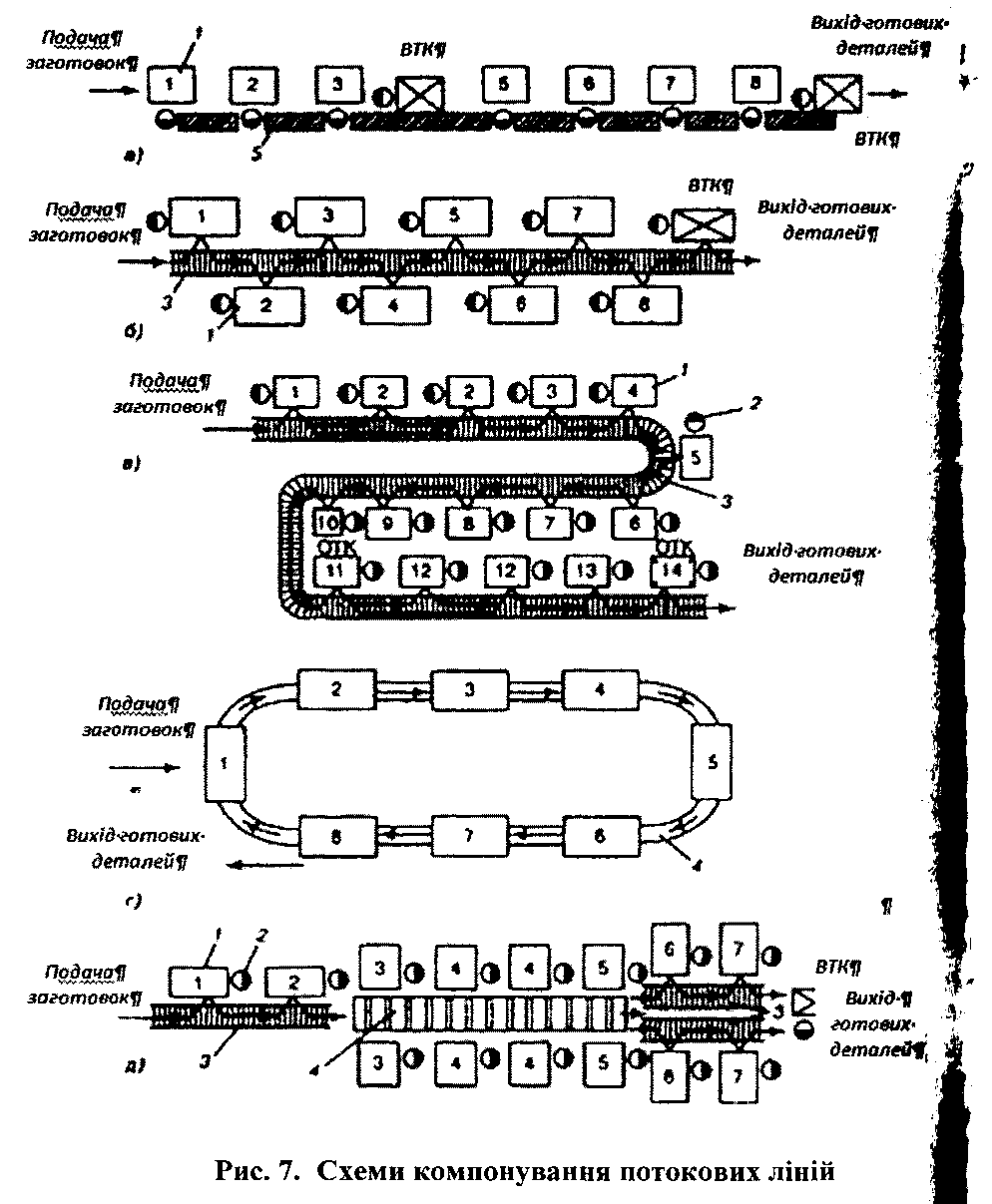
На потокових лініях верстати можуть встановлюватися в один або в два ряди; в останньому випадку деталь в процесі обробки може переходити з одного ряду в інший. Потокова лінія може бути і з двома паралельними потоками деталей. При обробці деталей з великою кількістю операцій потокової лінії надають зигзагоподібну форму з тим, щоб довжина кожної ділянки дорівнювала довжині інших ділянок, тобто дорівнювала 40-80 м, і щоб вихід готових деталей був у тому ж напрямку, що і для інших потокових ліній.
План потокової лінії повинен відповідати принципу прямоточності (передача оброблюваних деталей між робочими місцями по найкоротшим відстані з найменшими витратами праці і часу). Для цього верстати розташовують послідовно відповідно до технологічних операцій.
Крім того, потрібно передбачити:
а) зручні підходи до робочих місць;
б) місця необхідної площі для розміщення деталей при утворенні заділів;
в) ділянки для виконання контрольних операцій та проведення ремонту обладнання.
При розташуванні обладнання в кілька рядів за умовами доставки заготовок і відправки готових деталей лінія в плані може бути зигзаго - або П-подібна. Кругова форма лінії доцільна в тих випадках, коли потрібно
![]()
На
рис. 8 наведено приклад планування
потокової лінії із зображенням
необхідного оснащення робочих місць,
транспортних засобів, місць для
зберігання та складування і ін.
Рис.
8. Схема планування потокової лінії з
розподільчим конвеєром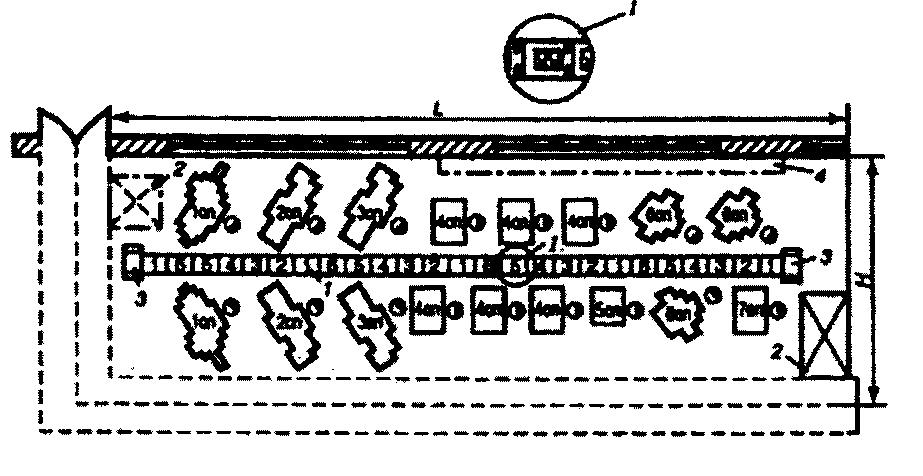
- стрічковий транспортер;
- місця для зберігання та складування;
- привідна та натяжна станції;
- стелаж.
На дільницях механічної обробки не допускається зворотний, кільцевий або петлеподібний рух деталей, що створює зустрічні потоки і утруднює здійснення транспортних операцій.
На плані повинні бути вказані межі дільниці, проходи, проїзди, довжина і ширина дільниці.
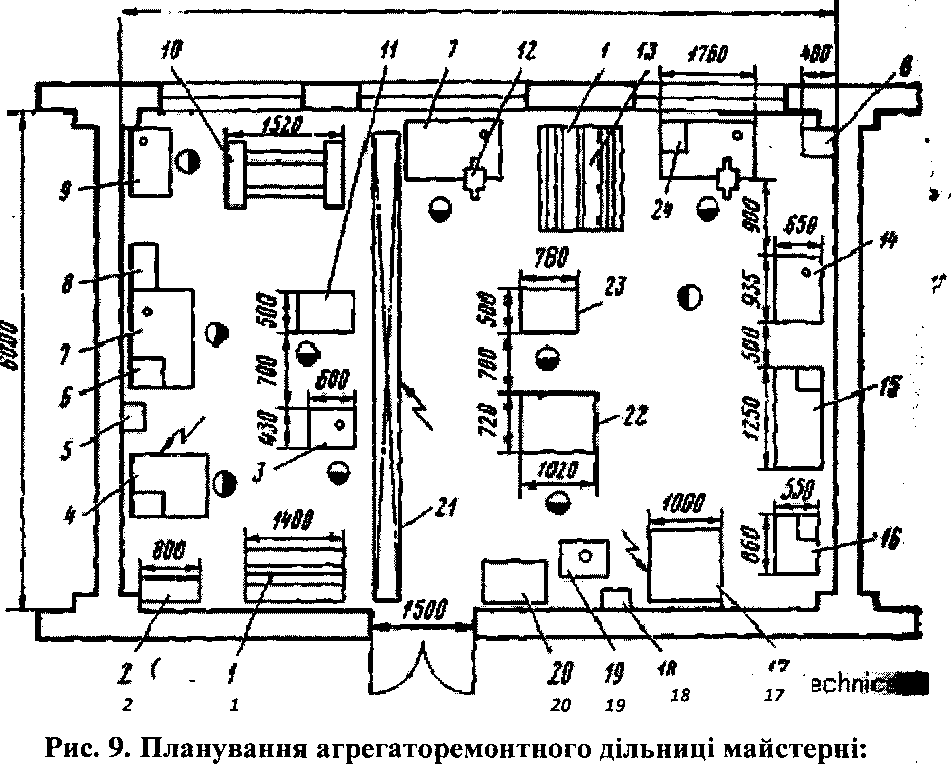
1 - стелаж для деталей, 2 - скриня для обтиральних матеріалів, 3 - стенд дш клепки гальмівних накладок, 4 - верстат для розточування гальмівню барабанів, 5 - телефон і радіо, 6 - радіально-свердлильний настільнйї верстат, 7 - слюсарний верстак, 8 - настінний шафа для приладів Іі інструментів; 9 - стенд для розбирання і регулювання зчеплень, 10 гідравлічний прес 40 т, 11 - стенд для ремонту редукторів задніх мостів, К
лещата, 13 - стелаж для інструментів, 14 - стенд для ремонту карданни? валів та рульових механізмів; 15 - пересувна мийна ванна, 16 заточувальний верстат, 17 - вертикально-свердлильний верстат, 18 - фен; 1S
раковина для миття рук; 20 - скриня для відходів, 21 - підвісна кран-балка 22 - стенд для ремонту передніх і задніх мостів, 23 - стенд для ремонт] коробок передач; 24 - настільно-верстальний прес.