

Классификация соединения деталей. Понятие зазора и натяга. Допуск посадки.
Сборкой называют образование изделия из его составных частей путем их соединения. Последовательность сборки устанавливается технологическим процессом. Различают узловую и общую сборку: объектом узловой сборки является составная часть изделия, а объектом общей сборки — само изделие.
Соединения деталей бывают подвижные и неподвижные. В подвижных соединениях составные части могут перемещаться относительно друг друга, в неподвижных соединениях такие перемещения отсутствуют. Соединения подразделяются на разъемные и неразъемные. Разъемные соединения в отличие от неразъемных могут быть
полностью разобраны без нарушения целостности деталей.
В соответствии с указанными признаками различают четыре класса соединений.
1. Подвижные разъемные соединения (шлицевые, шпоночные, ходовые резьбовые и др.), выполняемые с гарантированным зазором без приложения усилий при сборке.
2. Неподвижные разъемные соединения (резьбовые, крепежные, клиновые, штифтовые и др.), в которых соединяемые детали удерживаются силами трения или силами упругого деформирования.
3. Подвижные неразъемные соединения (например, подшипники качения).
4. Неподвижные неразъемные соединения, получаемые клепкой, сваркой, пайкой, склеиванием, развальцовыванием.
9.2. Виды резьбовых соединений и область их применения
Зазор— разность между размерами отверстия и вала, когда размер отверстия больше размера вала и соединяемые детали обладают свободой относительного перемещения.
Натяг— разность между размерами вала и отверстия, когда размер вала (до сборки) больше размера отверстия. Детали собирают с натягом при помощи пресса или другого приспособления, которое позволяет создать усилие, необходимое для запрессовки внутренней детали (вала) в наружную (отверстие). Во многих случаях наружную деталь нагревают, она расширяется, и тогда в нее можно без особых усилий вставить внутреннюю деталь. После остывания в соединении деталей образуется натяг, препятствующий смещению одной детали относительно другой.
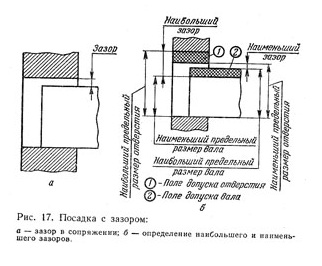
Посадки. Все посадки подразделяются на три группы: Посадки с зазором в соединении (рис. 17, б). В этом случае поле допуска отверстия расположено над полем допуска вала. Наибольший зазор представляет собой разность между наибольшим предельным размером отверстия и наименьшим предельным размером вала, а наименьший зазор — разность между наименьшим предельным размером отверстия и наибольшим предельным размером вала.
Вопрос №7
Посадки с зазоров. Их особенности. Схема расположения допусков. Связь точности изготовлений деталей с точностью их соединений.
Зазор— разность между размерами отверстия и вала, когда размер отверстия больше размера вала и соединяемые детали обладают свободой относительного перемещения.
Подвижные посадки применяются в тех случаях, когда необходимо обеспечить взаимное перемещение одной детали относительно другой. Для этого сопряженный размер охватывающей детали должен быть больше сопряженного размера охватываемой, т. е. чтобы между деталями существовал гарантированный зазор.
Зазором называется положительная разность между размерами отверстия и вала (размер отверстия больше размера вала).
Характер посадки определяется величиной зазора. Для возможности выбора величины зазора в соответствии с условиями работы стандартом предусмотрено шесть подвижных посадок:
Скользящая
Движения
Ходовая
Легкоходовая
Широкоходовая
Тепловая ходовая
Наименьший зазор имеет место при скользящей посадке (минимальный зазор равен нулю), наибольший — у тепловой ходовой.
1- й класс точности. 1-й класс точности применяется для особенно точных однородных посадок. Основной метод окончательной обработки поверхностей: очень точная шлифовка для валов, многократное развёртывание для отверстий, притирка и прочие доводочные операции.
В общем машиностроении 1-й класс точности применяется редко. Он находит применение при изготовлении шарикоподшипников и редко при их посадке на вал или в корпус, в некоторых специальных деталях пневматических машин, в соединениях точных измерительных приборов и механизмов.
2- й класс точности. 2-й класс точности применяется для изготовления важных и ответственных сопряжений, требующих однородности и взаимозаменяемости.
Основной вид изготовления: а) для валов—шлифование или тщательная обточка, б) для отверстий—шлифование или тщательная расточка, чистое развёртывание.
2-й класс точности одновременно с 3-м, 4-м, 5-м классами в основном применяется: в станкостроении, авто-и тракторостроении,электромо- торостроении, общем машиностроении, производстве пневматических машин и др. В общем машиностроении посадки 2-го класса являются наиболее распространёнными.
2-й класс точности охватывает все указанные ранее виды посадок как для неподвижных, так и подвижных соединений. Рассмотрим эти посадки.
Вопрос №8