

- •ФБГОУ ВПО «Нижегородский государственный технический университет им. Р Е. Алексеева»
- •Литература
- •Методические материалы
- •Материаловедение – наука, изучающая связь между химическим составом, структурой и свойствами материалов и
- •Агрегатное состояние вещества (на примере кислорода О2)
- •Модель расположения частиц в веществе
- •Поведение при нагреве кристаллического и аморфного вещества
- •Требования, предъявляемые к материалам:
- •Механические свойства
- •Механические свойства
- •Механические свойства
- •Механические свойства
- •Механические свойства
- •Механические свойства
- •Физические свойства
- •Физические свойства
- •Физические свойства
- •Физические свойства
- •Физические свойства
- •Физические свойства
- •Металлы и сплавы
- •Классификация металлов и сплавов
- •Температура плавления металлов
- •Плотность металлов
- •Физические и механические свойства металлов
- •Общие свойства металлических материалов
- •«Металлы суть светлые тела, которые ковать можно. Таких тел находим только шесть…»
- •Методы исследования структуры материалов
- •Уровни структуры металлических материалов
- •Кристаллическая решётка
- •Решётки Бравэ
- •Атомно-кристаллическое строение металлов
- •Объёмноцентрированная кубическая решётка
- •Гранецентрированная кубическая решётка
- •Гексагональная плотноупакованная решётка
- •Поры в кристаллических решётках
- •Поры в решётках ГЦК, ОЦК и ГП
- •Дефекты кристаллической решётки
- •Дефекты кристаллической решётки:
- •Точечные дефекты
- •Комплексы точечных дефектов
- •Линейные дефекты
- •Модель трансляционного сдвига
- •Краевая дислокация
- •Краевая дислокация
- •Положительные и отрицательные дислокации
- •Модель скольжения краевой дислокации
- •Механизм пластической деформации
- •Винтовая дислокация
- •Винтовая дислокация
- •Смешанные дислокации
- •Движение дислокации в кристалле
- •Плотность дислокаций
- •Границы зерен
- •Малоугловые границы возникают при росте кристаллов из расплава, при пластической деформации и при
- •Малоугловые и высокоугловые границы
- •Двойники
- •Микроструктура аустенитных зёрен с двойниками
- •Кристаллизация
- •Метод термического анализа
- •Движущая сила процесса кристаллизации – разность свободных энергий G, возникающая при переохлаждении сплава.
- •Схема кристаллизации металла
- •Модели расположения атомов в фазах
- •Схема макроструктур слитков
- •Полиморфизм железа
- •Теория сплавов и диаграммы состояния
- •Углеродистая сталь
- •Массовая доля серы и фосфора в углеродистых сталях, %, не более
- •Влияние углерода на свойства стали
- •Классификация углеродистых сталей
- •Микроструктуры углеродистых доэвтектоидных сталей и схемы их зарисовки
- •Сталь 40
- •Сталь У8 (0,8%С)
- •Сталь У10
- •Требования к конструкционным сталям
- •Химический состав углеродистых конструкционных сталей обыкновенного качества, ГОСТ 380–94
- •Механические свойства проката из
- •Требования к инструментальным сталям
- •Механические свойства инструментальной нелегированной термически обработанной металлопродукции из стали
- •Структуры белых чугунов
- •Внешний вид графитных включений и схемы их зарисовки
- •Структура серых чугунов и схемы их зарисовки
- •Механические свойства некоторых серых чугунов ( ГОСТ 1412-85)
- •Структуры ковких чугунов и схемы их зарисовки
- •Механические свойства ковкого чугуна (ГОСТ 1215–79)
- •Структуры высокопрочных чугунов и схемы их зарисовки
- •Механические свойства чугуна с шаровидным графитом для отливок (ГОСТ 7293–85)
- •Твёрдость чугунов не зависит от формы графита, а определяется типом металлической основы
- •Фазовые превращения с сплавах Fe-C в твёрдом состоянии
- •Основные превращения в сталях
- •Превращение перлита в аустенит
- •Рост аустенитного зерна при нагреве
- •Диаграмма изотермического превращения аустенита для эвтектоидной стали
- •Превращение аустенита при охлаждении
- •Продукты перлитного превращения
- •Мартенситное превращение
- •Мартенситное превращение в сталях
- •Структура мартенсита
- •Промежуточное (бейнитное) превращение
- •Превращения при отпуске
- •Структуры отпуска
- •Влияние температуры отпуска на свойства стали
- •Термическая обработка
- •Неполная и полная термообработка
- •Отжиг
- •Отжиг и нормализация
- •Структуры до и после отжига сталей
- •Закалка
- •Среднее время нагрева деталей из углеродистых сталей
- •Технология закалки
- •Дефекты, возникающие при закалке
- •Отпуск
- •Прокаливаемость
- •Прокаливаемость
- •Прокаливаемость
- •Поверхностное упрочнение
- •Индукционная закалка (закалка ТВЧ)
- •Преимущества закалки ТВЧ:
- •Химико-термическая обработка
- •Цементация
- •Структура цементованного слоя
- •Термообработка стали после цементации
- •Азотирование
- •Азотирование
- •Цианирование и нитроцементация
- •Цианирование и нитроцементация
- •Легированные стали
- •Роль легирующих элементов
- •Влияние легирующих элементов на механические и технологические свойства сталей
- •Взаимодействие легирующих элементов с углеродом
- •Влияние легирующих элементов на диаграмму изотермического превращения аустенита
- •Влияние легирующих элементов на полиморфизм железа и устойчивость аустенита
- •Структурные классы легированных сталей
- •Маркировка легированных сталей
- •Маркировка легированных сталей
- •Конструкционные легированные стали
- •Цементуемые стали
- •Свойства цементуемых сталей
- •Улучшаемые стали (ГОСТ 4543–51)
- •Свойства улучшаемых сталей
- •Строительные стали
- •Рессорно-пружинные стали
- •Подшипниковые стали (ГОСТ 801–78)
- •Стали с особыми свойствами
- •Коррозионно-стойкие стали
- •Коррозионно-стойкие стали
- •Коррозионно-стойкие стали ферритного класса
- •Коррозионно-стойкие стали мартенситного и аустенитного классов
- •Марка
- •Применение хромистых коррозионно-стойких сталей
- •Жаростойкие материалы
- •Химический состав (ГОСТ 5632–72)
- •Инструментальные легированные стали
- •Стали для измерительного инструмента
- •Стали для режущих инструментов
- •Схемы термической обработки быстрорежущих сталей
- •Стали для штампового инструмента
- •Цветные металлы и сплавы
- •Характеристика алюминия
- •Алюминиевые сплавы
- •Маркировка алюминиевых сплавов
- •Деформируемые сплавы, упрочняемые термической обработкой
- •Термическая обработка алюминиевых сплавов
- •Деформируемые сплавы, не упрочняемые термической обработкой
- •Литейные алюминиевые сплавы
- •Силумины
- •Магний и его сплавы
- •Деформируемые магниевые сплавы
- •Литейные магниевые сплавы
- •Основные свойства меди
- •Влияние примесей на структуру и свойства меди
- •Марки меди и ее применение (ГОСТ 859–2001)
- •Латуни
- •Диаграмма состояния медь – цинк
- •.. Zn удешевляетВлияние примесейлатуни, улучшаетна свойстваих латунейобрабатываемость. Применениерезанием,латунейспособность прирабатываться и противостоять износу. При
- •Механические свойства латуней
- •Бронзы
- •Оловянистые бронзы
- •Алюминиевые бронзы cодержатБронзы9-11 % Al (БрА10Ж4Н4). Они обладают хорошими технологическими и механическими свойствами.
- •Титан и его сплавы
- •Влияние легирующих элементов на полиморфизм Ti
- •Классификация титановых сплавов
- •Химический состав, тип структуры и свойства основных титановых сплавов
- •Деформируемые титановые сплавы
- •Деформируемые титановые сплавы
- •Деформируемые титановые сплавы
- •Литейные сплавы титана
- •Неметаллические материалы
- •Общая характеристика неметаллических материалов
- •Полимеры
- •Классификация полимеров
- •Классификация полимеров
- •Классификация полимеров
- •Классификация полимеров
- •Физические состояния полимеров
- •Свойства полимеров
- •Свойства полимеров (продолжение)
- •Пластмассы
- •Классификация пластмасс
- •Общие свойства пластмасс
- •Области применения пластмасс
- •Термопласты
- •Термопласты
- •Термопласты
- •Термопласты
- •Термопласты
- •Свойства некоторых термопластов
- •Области применения некоторых термопластов
- •Реактопласты
- •Реактопласты с волокнистым наполнителем
- •Слоистые пластики
- •Пластмассы с газовоздушным наполнителем
- •Неорганическое стекло
- •Состав стекла
- •Классификация стекла
- •Свойства стекла
- •Повышение прочности стекла
- •Применение стекла
- •Применение стекла
- •Применение стекла
- •Применение стекла
- •Применение стекла
- •Применение стекла
- •Ситаллы
- •Свойства ситаллов
- •Применение ситаллов
- •Керамика
- •Структура керамики
- •Структура керамики
- •Фазовый состав керамики
- •Свойства керамических материалов
- •Классификация керамики
- •Строительная керамика
- •Техническая керамика на основе оксидов
- •Техническая керамика на основе оксидов
- •Бескислородная техническая керамика
- •Бескислородная керамика
- •Свойства оксидной керамики
- •Свойства бескислородной керамики
- •Композиционные материалы (КМ)
- •Классификация композиционных материалов
- •Схемы строения композиционных материалов
- •Классификация конструкционных тканей
- •Дисперсно-упрочненные КМ
- •Дисперсно-упрочненные КМ с металлической матрицей
- •Свойства САП
- •Микросферостеклотекстолиты
- •Волокнистые композиционные материалы
- •Свойства волокон
- •Физико-механические свойства КМ с металлической матрицей
- •Препреги
- •Волокнистые КМ с неметаллической матрицей
- •Волокнистые КМ с неметаллической матрицей
- •Волокнистые КМ с неметаллической матрицей
- •Волокнистые КМ с неметаллической матрицей
- •Свойства ВКМ на неметаллической матрице
- •Интеллектуальные КМ
- •Слоистые металлополимерные КМ
- •Материалы, используемые при изготовлении самолёта СУ-25
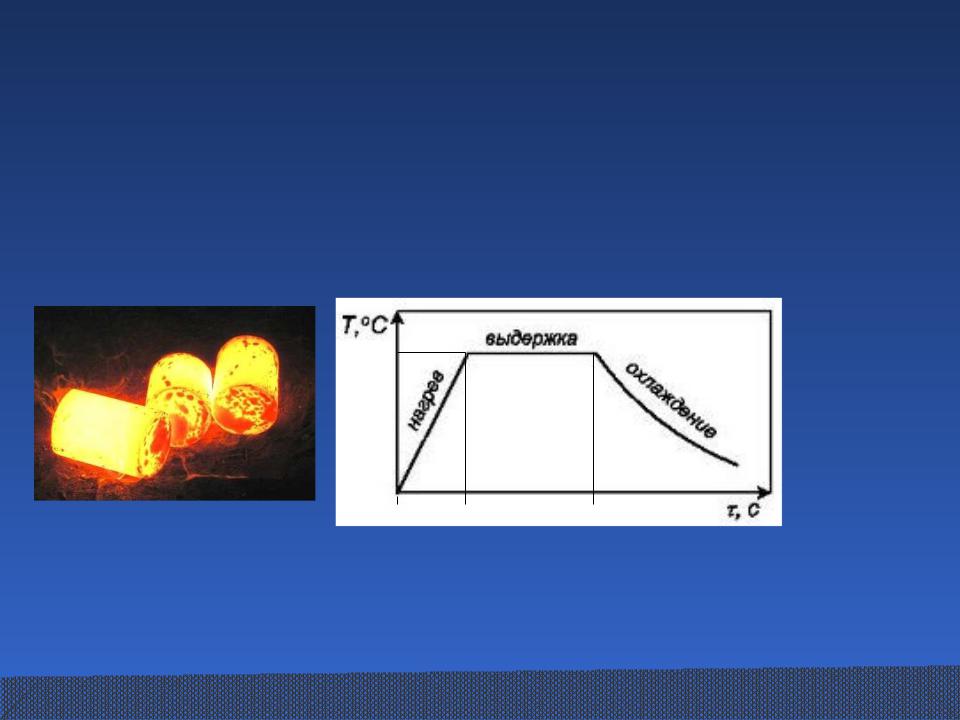
Термическая обработка
Термическая обработка (ТО) – это тепловое воздействие на материал с целью изменения структуры и получения требуемых свойств.
|
|
Классификация видов ТО: |
|
|
|
- |
Объёмная |
- |
Предварительная |
- |
Полная |
- |
Поверхностная |
- |
Окончательная |
- |
Неполная |
Тн
Vохл
τ τв
Параметры ТО: |
н |
|
- Тн, оС - температура нагрева (определяется видом ТО и критическими точками стали).
-τобщ, мин – общее время нагрева. τобщ = τн + τв = 1,5D + 0,2(1,5D)
-Vохл, град/мин – скорость охлаждения (определяется видом ТО и составом стали)
115

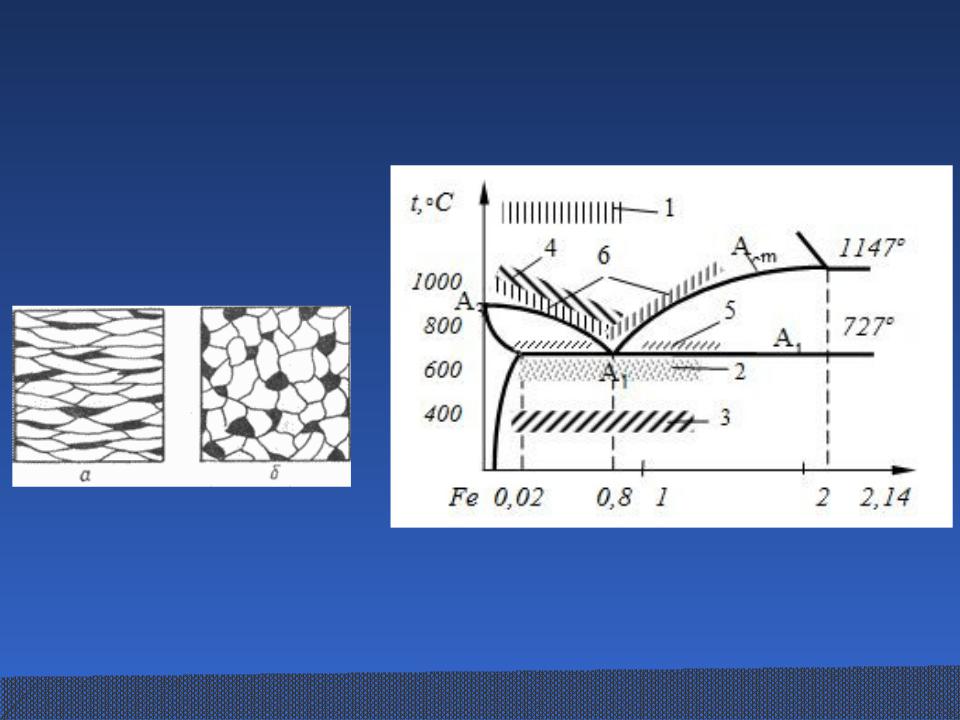
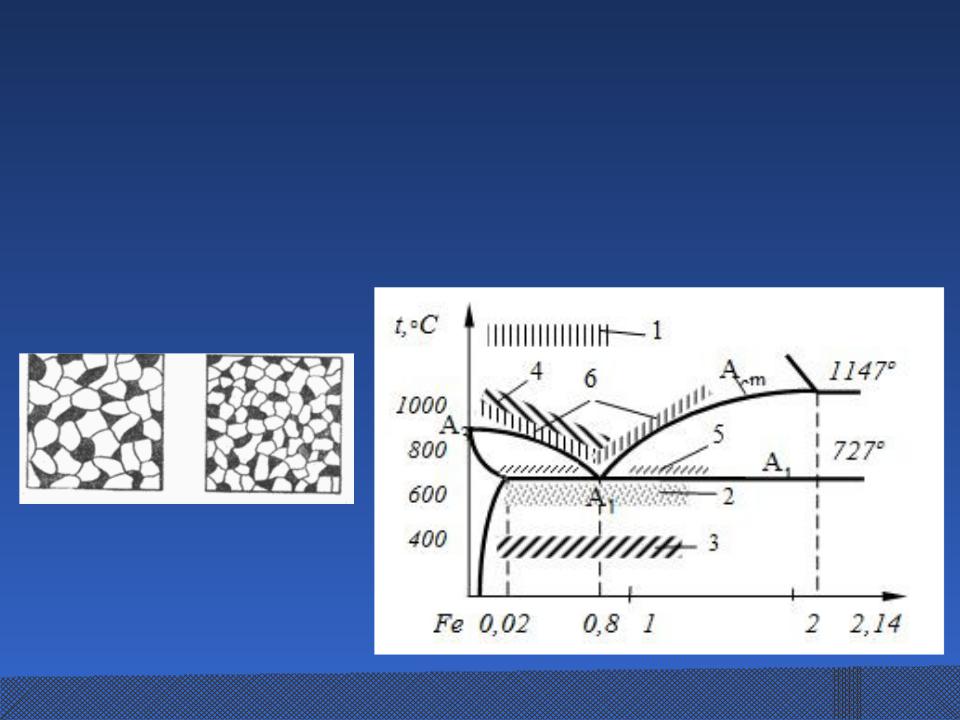
Неполная и полная термообработка
t, oC |
|
|
t, oC |
|
|
|
|
Ас3 (Асm) |
Аустенит + Феррит (Цементит) |
|
|
|
|
|
|
Ас1 |
|
Ас3 |
(Асm) |
|
1 |
||
|
|
|
|
|
|
|
Ас1 |
Мн |
|
|
М |
|
3 |
|
н |
Мк |
|
Мк |
|
|
4 |
|
|
|
lg τ, с |
|
|
Аустенит |
1 |
2 |
3 |
4 |
lg τ, с |
1. Отжиг; 2. Нормализация; 3. Частичная закалка; 4. закалка.




























































































































































































































 116
116


























Отжиг
Отжиг I рода не связан с фазовыми превращениями:
1.Диффузионный.
2.Рекристаллизационный.
3.Для снятия напряжений.
Наклёп Отжиг
Наклепом называют упрочнение металла, появляющееся в результате холодной пластической деформации. При холодной прокатке, штамповке, волочении зерна металла деформируются, дробятся. Это повышает твердость металла, снижает его пластичность и вызывает хрупкость.
117
Отжиг и нормализация
Отжиг II рода – термообработка, основанная на фазовой перекристаллизации при нагреве (П → А) и при охлаждении (А → П)
4.Полный.
5.Неполный
6.Нормализационный
Отжиг Нормализация




























































































































































































































 118
118


























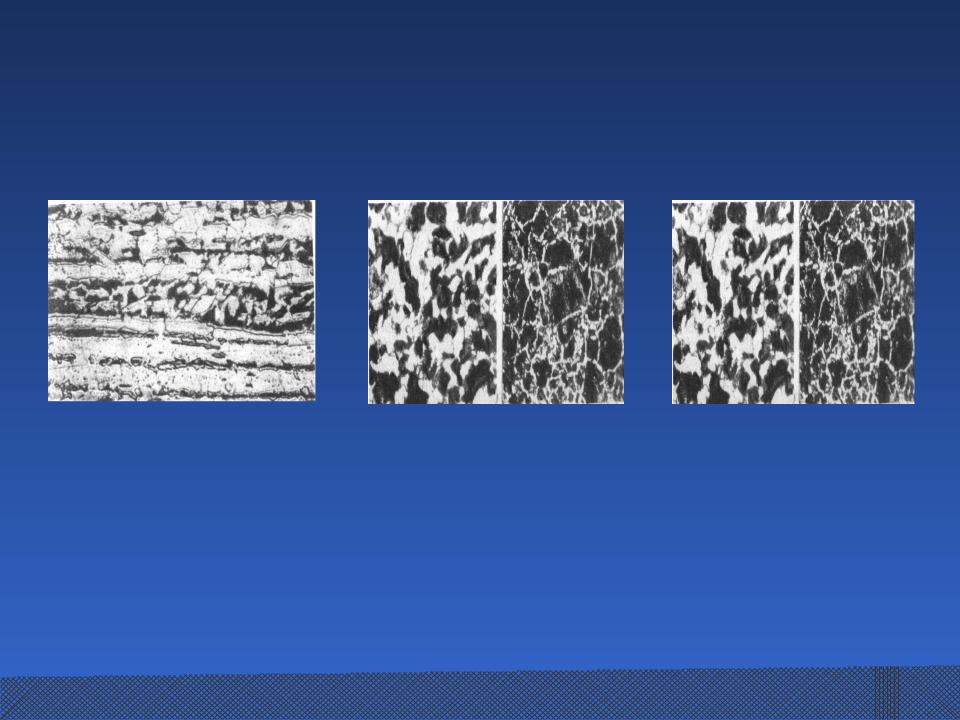
Структуры до и после отжига сталей
а |
б |
в |
а– строчечная структура конструкционной углеродистой стали, х250;
б– микроструктура стали (0,4 % С) после отжига, х300;
в– микроструктура стали (0,4 % С) после нормализации, х300






































































































































































































































 119
119


















Закалка
Интервал температур нагрева под закалку углеродистых сталей
Структура стали: |
М |
М+А |
М+Аост+Ц |
|
|
ост |
120 |
|
|
|
Среднее время нагрева деталей из углеродистых сталей
под закалку в различных средах
|
|
Время нагрева (с) 1 мм диаметра |
|
Нагревательные |
Температура |
или толщины деталей с сечением |
|
устройства |
нагрева, ˚С |
круглым |
квадратным прямоугольным |
|
|
||
Электрическая |
800 |
40–50 |
50–60 |
60–75 |
печь |
|
|
|
|
Пламенная печь |
800 |
35–40 |
45–50 |
55–60 |
То же |
1300 |
15–17 |
17–19 |
19–22 |
Соляная ванна |
800 |
12–15 |
15–18 |
18–22 |
То же |
1300 |
7–8 |
8–10 |
10–12 |
Температуры закалки:
доэвтектоидных сталей – Т = Ас3 + (30–50 ˚С),
заэвтектоидных сталей – Т = Ас1 + (30–50 ˚С).






































































































































































































































 121
121


















Технология закалки
Скорость охлаждения стали в зависимости от закалочных сред
Способы охлаждения при закалке сталей: 1 – непрерывное охлаждение; 2 – закалка в двух средах;
3 – ступенчатая закалка;
4 – изотермическая закалка
|
Скорость охлаждения, град/с, |
|
Закалочная среда |
в интервале температур, |
|
|
˚С |
|
|
600–500 |
300–200 |
Вода: |
|
|
при 20 ˚С (спокойная) |
600 |
270 |
при 20 ˚С (циркулирующая) |
350 |
700 |
при 40 ˚С (циркулирующая) |
100 |
270 |
Дистиллированная при 20 ˚С |
250 |
200 |
Дистиллированная при 80 ˚С |
30 |
200 |
10%-ные водные растворы: |
|
|
поваренной соли |
1100 |
300 |
едкого натра |
1200 |
300 |
соды (Na2CO3) |
800 |
270 |
Минеральное масло при 20 ˚С |
120 |
25 |
Эмульсия (смесь масла и |
70 |
200 |
воды) |
170 |
50 |
Керосин






































































































































































































































 122
122

















Дефекты, возникающие при закалке
Дефекты
закалки
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Закалочные |
Деформация |
Обезуглеро- |
Мягкие |
Низкая |
||||||
и |
||||||||||
трещины |
живание |
пятна |
твёрдость |
|||||||
коробление |
||||||||||
|
|
|
|
|
|
|
|
|||






































































































































































































































 123
123

















Отпуск
Отпуск — термическая обработка закалённой на мартенсит стали, при которой основными процессами являются распад мартенсита и остаточного аустенита.
Отпуск проводят с целью получения более высокой пластичности материала при сохранении приемлемого уровня его прочности.
Низкий (200оС) – применяется для режущего инструмента и штампов холодного деформирования, а также для деталей после поверхностного упрочнения. Структура – мартенсит отпуска.
Средний (400оС) – применяется для упругих элементов (рессор, пружин), а также для штампов горячего деформирования. Структура – троостит отпуска.
Высокий (600оС) – применяется для широкой номенклатуры деталей машин. Даёт оптимальное сочетание прочности и пластичности. Структура – сорбит отпуска.
Закалка с высоким отпуском называется улучшением




























































































































































































































 124
124

























