

износ материалы
.docx
МИНЕСТЕРСТВО ЗДРАВООХРАНЕНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
ФЕДЕРАЛЬНОЕ ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ОБРАЗОВАНИЯ
САНКТ-ПЕТЕРБУРГСКИЙ ГОСУДАРСТВЕННЫЙ
ХИМИКО-ФАРМАЦЕВТИЧЕСКИЙ УНИВЕРСИТЕТ
Кафедра ТМИГ
Реферат на тему
«Износостойкие стали и сплавы»
Выполнила
Студентка 570гр
Проявина Л.В.
Введение
Для обеспечения работоспособности металлорежущего инструмента необходимо изготовлять его рабочую часть из материала, обладающего комплексом определенных физико-механических свойств (высокими показателями твердости, износостойкости, прочности, теплостойкости и др.). Материалы, отвечающие требованиям этого комплекса и способные осуществлять резание, называются инструментальными материалами. Взаимодействие инструмента с обрабатываемым материалом протекает в условиях постоянного (подвижного) контакта. При этом оба тела, образующие пару трения, взаимно изнашиваются.
Материал каждого из взаимодействующих тел обладает:
-
свойством истирать материал, с которым он взаимодействует;
-
износостойкостью, т.е. способностью материала сопротивляться истирающему действию другого материала.
Изнашивание лезвий инструмента происходит на протяжении всего периода взаимодействия с обрабатываемым материалом. В результате этого лезвия инструмента теряют некоторую часть своих режущих свойств, изменяется форма рабочих поверхностей инструмента.
Износостойкость не является неизменным свойством инструментальных материалов, она зависит от условий резания.
Стали и сплавы износостойкие в условиях истирающего износа (трения качения, трения скольжения). В подобных условиях работают детали типа шарико- и роликоподшипников, валы, детали дорожных и землеройных машин.
Чтобы материал имел повышенную износостойкость в таких условиях, необходима высокая твердость.
Износостойкость — это способность материапа сопротивляться разрушению его поверхностных слоев при трении
Общие сведения о видах и применении.
Износостойкие стали способны сопротивляться процессу изнашивания. Изнашивание — это процесс постепенного разрушения поверхностных слоев трущихся деталей, который приводит к уменьшению их размеров (износу). Износостойкие стали можно разделить на три группы.
В первую группу входят стали, износостойкость которых достигается высокой твердостью поверхности. Они подвергаются закалке и низкому отпуску или химико-термической обработке. Имеют структуру мартенсита или мартенсита с карбидными включениями. К этой группе относятся подшипниковые стали, из которых изготавливаются шарики и ролики подшипников качения. Они маркируются буквами ШХ и цифрой показывающей содержание хрома в десятых долях процента, содержат также марганец и кремний (ШХ4, ШХ15, ШХ15СГ, ШХ20СГ). Содержание углерода в них около 1%.
Ко второй группе относятся стали, износостойкость которых достигается смазывающим действием графита. Эти стали имеют в структуре графитные включения, которые в процессе изнашивания выходят на поверхность и выполняют роль сухой смазки. Эти стали имеют высокое содержание углерода (-1,5%) и кремния (-1%), что повышает способность к графитизации. Эти стали подвергаются графитизирующему отжигу, который аналогичен отжигу ковкого чугуна (см. раздел 3.3.).
Третью группу составляют стали износостойкость которых достигается повышенной склонностью к наклепу. Это, прежде всего, сталь 110ΓΙ3. Она имеет невысокую твердость, которая при действии давления и ударов резко повышается, за счет чего и достигается износостойкость. Эта сталь подвергается закалке от 1100°С в воде, после чего получает аустеннтную структуру. Плохо обрабатывается резанием, поэтому применяется в литом состоянии.
Износостойкие стали (ГОСТ 5632-72) по химическому составу могут быть высокоуглеродистыми (1,1...1,3% С) или малоуглеродистыми и высоколегированными (Si, Mn, Cr, Ni и др.). Основное потребительское свойство этих сталей - высокая стойкость деталей при кавитационной коррозии и механическом изнашивании при значительных ударных нагрузках. Эти стали (12Х18Н9Т, ЗОХ10Г10, ОХ14АГ12, ОХ14АГ12М, Г13) применяют чаще в литом или кованном (катанном) состоянии, так как их общее технологическое свойство - пониженная обрабатываемость резанием.
Наряду с высокоуглеродистыми сталями в качестве износостойких материалов используют белый чугун, твердые сплавы. Последние имеют исключительно высокую износостойкость.
Особую группу износостойких сталей составляют шарикоподшипниковые стали, имеющие около 1 % C и от 0,6 до 1,5 % Cr: ШХ6 (0,6 % C), ШХ9 (0,9 % C), ШХ15 (1,5 % C) и др.
В качестве износостойкого сплава используется и графитизированная сталь. Такая сталь имеет в своем составе повышенное содержание углерода (1,3…1,75 %) и кремния (1,3…1,75). Благодаря этому часть углерода в стали выделяется в виде графита.
Износостойкие материалы в условиях действия ударного изнашивания в абразивной струе. Типичными – деталями подвергающимися подобному износу, являются рабочие органидезинтеграторов (мельниц для дробления песка).
Наиболее износостойкими материалами в условиях ударного абразивного износа являются твердые сплавы типа ВК, состоящие из карбидов вольфрама и кобальта при содержании кобальта около 6 % (ВК6), но этот материал очень дорог. Более перспективными являются спеченные стали с карбидным упрочнением, у которых износостойкость помимо карбидов создается упрочняющей термической обработкой.
Износостойкая высокомарганцовистая сталь марки Г13 для работы в условиях изнашивания, сопровождаемого большими удельными нагрузками. Сталь Г13 имеет в своем составе 1…1,4 % углерода и 12…14 % марганца, она имеет аустенитную структуру и относительно низкую твердость (200…250 HB). Сталь Г13 широко используется для изготовления таких деталей, как корпуса шаровых мельниц, щек камнедробилок, крестовин рельсов, гусеничных траков, козырьков землечерпалок и т.д. Склонность к интенсивному наклепу является характерной особенностью сталей аустенитного класса.
Для деталей, работающих на износ в условиях абразивного трения и высоких давлений и ударов, применяют высокомарганцевую литую аустенитную сталь 110Г13Л, содержащую 0.9-1.3% С и 11,5-14.5% Mn. Она обладает следующими механическими свойствами: 0.2=250350МПа, в=8001000МПа, =3545%, =4050%.
К износостойким сталям относятся графитизированные стали, содержащие 1,3…1,75% С и » 1,0% Si. В состоянии литья такая сталь имеет структуру перлит + цементит. В результате графитизирующего отжига (820…840 °С, 5ч и медленное охлаждение с печью до 600°С, затем на воздухе) цементит графитизируется, образуя точечные включения графита. Такая сталь имеет прочность sв=850МПа и хорошую износостойкость благодаря смазывающему действию графита.
В термообработанном состоянии графитизированная сталь может использоваться для изготовления штампов холодной высадки, калибров, траков, других деталей, работающих на износ.
В качестве износостойкой используют также марганцовистую сталь Г13, 110Г13Л, широко известную как сталь Гатфильда. Содержание углерода в стали этого типа 1,1…1,2%, содержание марганца »13%, соотношение Mn/C³10. Однофазное аустенитное состояние сталь приобретает в результате закалки от 1050…1100°С в воду. Несмотря на невысокую твердость 180…220НВ сталь Гатфильда обладает высокой износостойкостью в условиях абразивного изнашивания с высокими удельными давлениями, с ударными нагрузками вследствие развития наклепа в поверхностных нагруженных слоях.
Сталь 110Г13Л обладает высокой износостойкостью только при ударных нагрузках. При небольших ударных нагрузках в сочетании с абразивным изнашиванием либо при чистом абразивном изнашивании мартенситное превращение не протекает и износостойкость стали 110Г13Л невысокая.
Марганцовистую сталь типа Г13 используют для изготовления черпаков экскаваторов, звеньев гусениц, трамвайных крестовин, деталей камнедробилок и др.
Для повышения сопротивления износу часто используют наплавки изнашиваемых поверхностей порошковой смесью карбидов W2C+WC или специальными сплавами: сормайтом, а также сталинитом.
Наплавка сормайтом состава 3,0%С, 30%Cr, 5%Ni, 3%Si, остальное Fe имеет твердость 50HRC. У менее легированной и содержащей меньшее количество углерода сормайтовой наплавки 1,7%С, 15%Cr, 2%Ni, 2%Si, остальное Fe твердость (40HRC), а следовательно и износостойкость меньше.
Наплавка сталинитом состава 1,0%С, 20%Cr, 15%Mn, 3%Si, остальное Fe имеет структуру аустенит + карбиды, а твердость ³65HRC.
Для изготовления лопастей гидротурбин и гидронасосов, судовых гребных винтов и других деталей, работающих в условиях изнашивания при кавитационной эрозии, применяют стали с нестабильным аустенитом 30Х10Г10, 0Х14АГ12 и 0Х14Г12М, испытывающим при эксплуатации частичное мартенситное превращение.
Графитизированные стали применяется для изготовления штампов, калибров, валов. Для деталей с высокой износостойкостью используется чугун с отбеленной поверхностью, в котором основная масса металла имеет структуру серого чугуна, а поверхностный слой — белого чугуна. Машиностроительными чугунами, идущими на изготовление деталей, являются серый, высокопрочный и ковкий чугуны. Детали из них изготовляются литьем, так как чугуны имеют очень хорошие литейные свойства. Благодаря графитным включениям эти чугуны хорошо обрабатываются, имеют высокую износостойкость, гасят колебания и вибрации. Но графитные включения уменьшают прочность.
Классификация методов отделочно-упрочняющей обработки деталей машин
Все известные методы упрочнения подразделяются на 6 основных классов:
Упрочнение с созданием пленки на поверхности
а) осаждение химической реакции (оксидирование, сульфидирование, фосфатирование, нанесение упрочняющего смазочного материала, осаждение из газовой фазы).
б) осаждение из паров (термическое испарение тугоплавких соединений, катодно-ионная бомбардировка, прямое электронно-лучевое испарение, реактивное электронно-лучевое испарение, электронно-химическое испарение).
в) электролитическое осаждение (хромирование, никелирование, электрофорез, никельфосфатирование, борирование, борохромирование, хромофосфатирование).
г) напыление износостойких соединений (плазменное напыление порошковых материалов, детонационное напыление, электродуговое напыление, лазерное напыление, вихревое напыление, индукционное припекание порошковых материалов).
Упрочнение с изменением химического состава поверхностного слоя металла
а) диффузионное насыщение (борирование, цианирование, азотирование, нитроцементация и т.п.)
б) химическое и физико-химическое воздействие (химическая обработка, ионная имплантация, электроискровая обработка и т.д.).
Упрочнение с изменением структуры поверхностного слоя
а) физико-термическая обработка (лазерная закалка, плазменная закалка);
б) электрофизическая обработка (электроконтактная, электроэрозионная, магнитная обработка);
в) механическая (упрочнение вибрацией, фрикционно-упрочняющая обработка, дробеструйная, обработка взрывом, термомеханическая, электромеханическая);
г) наплавка легированным элементом (газовым пламенем, электрической дугой, плазмой, лазерным лучом, пучком ионов и т.д.).
Упрочнение с изменением энергетического запаса поверхностного слоя
а) обработка в магнитном поле (термомагнитная обработка, импульсным магнитным полем, магнитным полем);
б) обработка в электрическом поле.
Упрочнение с изменением микрогеометрии поверхности и наклепом
а) обработка резанием (точение, шлифование, сверхскоростное резание);
б) пластическое деформирование (накатывание, обкатывание, раскатывание, выглаживание, вибронакатывание, вибровыглаживание, калибрование, центробежно-ударное упрочнение, виброударное и т.д.);
в) комбинированные методы (анодно-механическая, поверхностное легирование с выглаживанием, резание с воздействием ультразвуковых колебаний, магнитно-абразивная обработка и т.д.).
Упрочнение с изменением структуры всего объема металла
а) термообработка при положительных температурах (закалка, отпуск, улучшение, закалка ТВЧ, нормализация, термомагнитная обработка);
б) криогенная обработка (закалка с обработкой холодом, термоциклирование).
Проанализировав выше приведенные данные можно сделать вывод, что для случая ремонтного производства целесообразно использовать, с целью повышения износостойкости восстановленных поверхностей, только лишь методы позволяющие локально изменять свойства материала в одном месте не затрагивая, а тем самым не изменяя свойств уже обработанных и исправных поверхностей детали. К таким методам относится методы обработки с изменением микрогеометрии материала наклепом, применяемый целенаправленно на отдельные поверхности детали.
Повышение долговечности деталей машин методом поверхностного пластического деформирования ( ППД) или поверхностного наклепа широко используется в промышленности для повышения сопротивляемости малоцикловой и многоцикловой усталости деталей машин. К эффективным методам повышения долговечности деталей машин, снижения их веса и экономии легированных сталей должен быть отнесен и способ изометрической закалки стальных деталей до высоких пределов прочности.
В настоящее время существует множество технологических методов, основанных на механическом, физическом и химическом воздействии на поверхностный слой.
Наплавка металлов - один из наиболее эффективных способов - позволяет восстанавливать геометрические размеры изношенных деталей, а также упрочнять их путем применения специальных электродных материалов, обеспечивающих получение наплавленного металла с заданными физическими свойствами.
Поверхностное упрочнение наклепом или поверхностное пластическое деформирование широко используется для повышения долговечности деталей машин и элементов конструкций. Оно может быть осуществлено различными методами: 1) бомбардированием (обдувом) металла струей стальной или чугунной дроби ( дробеструйная обработка), струей шариков или суспензии, содержащей абразивные частицы; 2) обкатыванием металла шариками или роликами; 3) выглаживанием инструментом сферической, трапецеидальной или конусной формы из природных или искусственных алмазов или синтетических сверхтвердых материалов ( карбонада, гексанита - Р или эльбора - Р); 4) чеканкой - упорядоченным многократным воздействием на упрочняемую поверхность специальными бойками или вибрирующими шариками или роликами.
Наплавка широко применяется в различных отраслях промышленности и является высокоэкономичным методом повышения долговечности деталей машин, повышая их износостойкость в 2 - 6 раз.
Предельное состояние деталей в большинстве случаев вызывается недостаточной износостойкостью, во многом зависящей от принятой технологии их изготовления. К основным технологическим факторам, оказывающим наибольшее влияние на износостойкость, относятся: качество материала детали, особенно ее поверхностного слоя; шероховатость поверхностей трения; точность размеров и геометрической формы; качество сборки.
При правильно назначенных и выполненных перечисленных факторах увеличение износостойкости может быть достигнуто за счет поверхностного упрочнения деталей.
Карбонитрация используется для повышения износостойкости и усталостной прочности деталей, а в сочетании с оксидированием, и для увеличения их коррозионной стойкости. Во многих случаях эта технология является выгодной альтернативой таким процессам, как поверхностная закалка, гальваническое хромирование, цементация, нитроцементация и другие.
На износостойкость рабочих органов измельчающих машин можно влиять различными методами, в том числе и термической обработкой.
Исследование износостойкости стали 40X13 после различной температурной обработки. Было выявлено влияние температуры закалки и различных стадий образования карбидов на износостойкость стали 40X13.
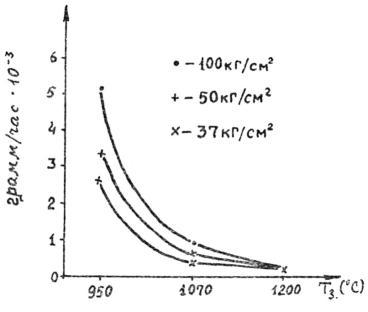
Рисунок 2 − Влияние температуры закалки и величины удельного давления на износостойкость стали 40X13
Как видно из рисунке 2, с повышением температуры закалки стали ее износостойкость возрастает. Причем, что характерно, когда сталь после закалки имеет структуру «мартенсит + карбиды», износостойкость зависит от величины удельного давления. Когда мы имеем дело со структурой «аустенит + карбиды», износостойкость стали в исследуемом диапазоне удельных давлений не зависит от их величины. Это указывает на высокую износостойкость аустенитной структуры стали 40X13.
На рисунке 3 показано влияние температуры отпуска на износостойкость стали 40X13, закаленной с различных температур. Как видно из рисунка 3, у сталей, имеющих после закалки структуру мартенсит + карбиды», характер изменения износостойкости с повышением температуры отпуска одинаковый. При повышении температуры отпуска до 200 °С износостойкость повышается. При дальнейшем повышении температуры отпуска износостойкость падает. Иначе говоря, образование зон, обогащенных углеродом, в интервале температур 20 – 200 ºС способствует повышению износостойкости стали. На этом же рисунке приведена зависимость износостойкости от температуры отпуска для стали, закаленной с температуры 1200 ºС, которая имеет после закалки структуру «аустенит + карбиды». Как видно из рисунка 3, износостойкость стали в исследуемом интервале температур практически не меняется.
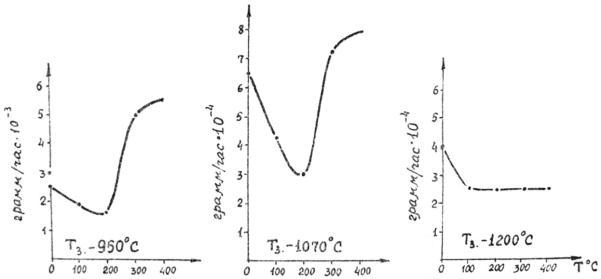
Рисунок 3 − Влияние температуры закалки и отпуска на износостойкость стали 40X13 Нагрузка на образец – 37 кг/см2
Анализируя данные, приведенные на рисунке 2, 3 можно отметить, что износостойкость стали определяется не только карбидной фазой, но и составом матрицы. Так, при повышении температуры закалки с 950 ºС по 1070 ºС, количество карбидов и их дисперсность уменьшаются, а износостойкость возрастает приблизительно в 3 раза.
Рост износостойкости обусловлен изменением химического состава пересыщенного α – твердого раствора – мартенсита. Повышение температуры закалки до 1200 ºС приводит к дальнейшему уменьшению количества карбидной фазы в структуре стали и изменяет ее фазовый состав. Однако, несмотря на это, износостойкость стали возрастает еще приблизительно в 2 раза.
Таким образом, температура закалки оказывает большое влияние на механические свойства закаленных сталей потому, что температура закалки влияет на механизм образования карбидов, что в свою очередь, определяет свойства сталей, работающих в агрессивных средах.
Значительные потери материалов вызывает износ. При этом происходит выход из строя элементов машин, работающих в условиях трения, что вызывает дополнительные материальные потери, связанные с ремонтом техники. Борьба с износом — один из путей экономии материалов.
Используемая литература:
-
http://ifreestore.net/5525/27/
-
https://studfiles.net/preview/440383
-
http://material.osngrad.info/node/76
-
https://markmet.ru/referat_po_metallurgii/konstruktsionnye-stali-i-splavy
-
https://infourok.ru/referat-na-temu-metodi-povisheniya-iznosostoykosti-detaley-mashin-1223015.html