

5. Обработка на фрезерных станках непрерывного действия
На фрезерных станках непрерывного действия фрезеруют плоские поверхности при обработке больших партий заготовок по методу непрерывного торцового фрезерования. Их подразделяют на карусельно-фрезерные и барабанно-фрезерные.
Общий вид карусельно-фрезерного станка показан на рис.9.
|
|
|
|
Рис.9 Схема движений на станке непрерывного действия: 1 – фреза; 2 – колонна; 3 - ; 4 – траверса; 5 – фрезерная головка; 6 – стол; 7 – сектор рабочего места; 8 – заготовка; 9 - станина | |


На станине 9 смонтированы две стойки 2, жестко соединенные с горизонтальной балкой 3. На столе 6 станка устанавливают по кругу приспособления и закрепляют в них заготовки 8. Фрезерование производится при непрерывном вращении стола. При этом осуществляется параллельно-последовательная черновая и чистовая обработка, для чего станок имеет две шпиндельные головки 5, с самостоятельными приводами. Головка 5 смонтирована на траверсе 4, которая перемещается по вертикальным направляющим стойки. Снятие и установка заготовок 8 на столе производятся без остановки станка в секторе рабочего места 7.
Карусельно-фрезерные станки выпускают со столами диаметром 750-2000 мм.
В трехшпиндельных карусельно-фрезерных станках (например, мод. 623в) два правых шпинделя с фрезами диаметром до 300 мм предназначены для черновой обработки, а левый, с фрезами диаметром до 600 мм - для чистовой.
Так как на карусельно-фрезерных станках отсутствуют механизмы вертикального перемещения стола, а также продольной и поперечной подач, они обладают большой жесткостью, обеспечивают высокую производительность и точность, особенно в отношении параллельности обрабатываемых поверхностей.
Особенностью барабанно-фрезерных станков является наличие барабана с горизонтальной осью вращения. На гранях барабана в приспособлениях устанавливают заготовки, которым медленным вращением барабана сообщают круговую подачу. Станки имеют одну или несколько фрезерных головок.
6. Пути повышения производительности труда при фрезеровании
Одним из основных путей повышения производительности при работе на фрезерных станках является усовершенствование технологии путем выбора наиболее рациональной схемы обработки.
В настоящее время повышение производительности труда обеспечивается при:
1. Одновременном фрезеровании несколькими фрезами
2. Одновременном фрезеровании нескольких деталей
3. Позиционном и
4. Непрерывном фрезеровании.
Одновременная обработка несколькими фрезами осуществляется набором фрез, специальными фрезерными станками или многошпиндель ными головками.
Наборы фрез в основном применяют при работе на горизонтально фрезерных станках. Фрезы в этом случае устанавливаются на фрезерной оправке, опирающейся на центр или втулку подвески.
В набор могут входить различные дисковые фрезы (рис.10,а), угловые (рис.10,б), цилиндрические и дисковые (рис.10,в,г); цилиндрические, угловые и фасонные (рис.10,д).
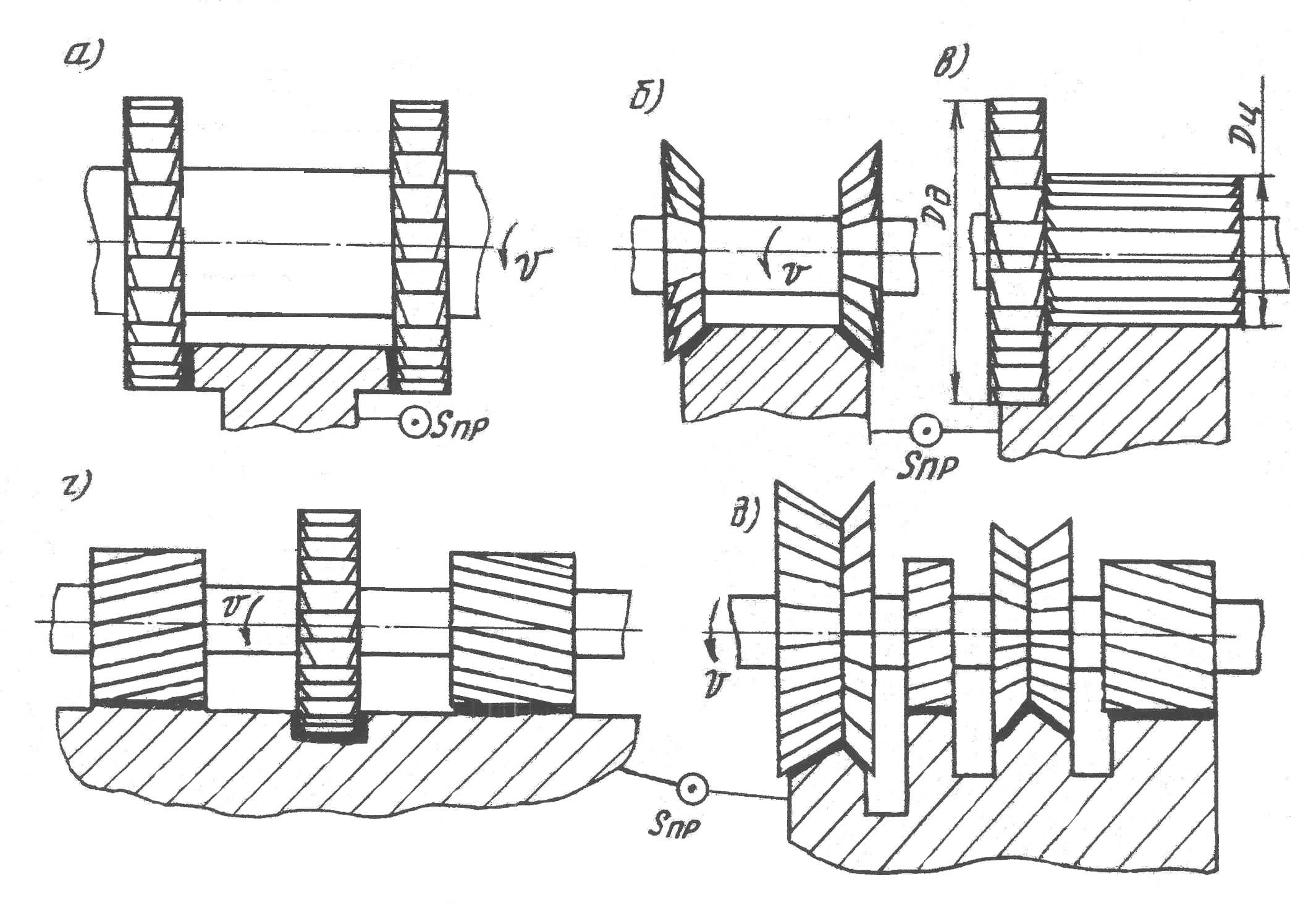
Рис.10 Одновременное фрезерование несколькими фрезами
При обработке набором фрез не только повышается производительность, но и лучше используется станок по мощности, а также возрастает точность фрезерования. Набор фрез, по существу, представляет собой специальный инструмент. Первоначальная стоимость его велика, заточка гораздо сложнее, чем каждой фрезы в отдельности При работе набором фрез не представляется возможным использовать каждую из них наиболее рациональным способом, так как при принятой скорости резания число оборотов должно назначаться по фрезе наибольшего диаметра, а подача - по фрезе с наименьшим числом зубьев. Из-за большой разницы в диаметрах фрез затупление и износ их протекают по-разному, поэтому при переточке одной фрезы приходится перетачивать все фрезы набора.
Из сказанного ясно, что применять набор фрез целесообразно в условиях крупносерийного и массового производства.
Одновременное фрезерование нескольких деталей можно разделить на две разновидности: последовательное фрезерование и параллельно-последовательное фрезерование.
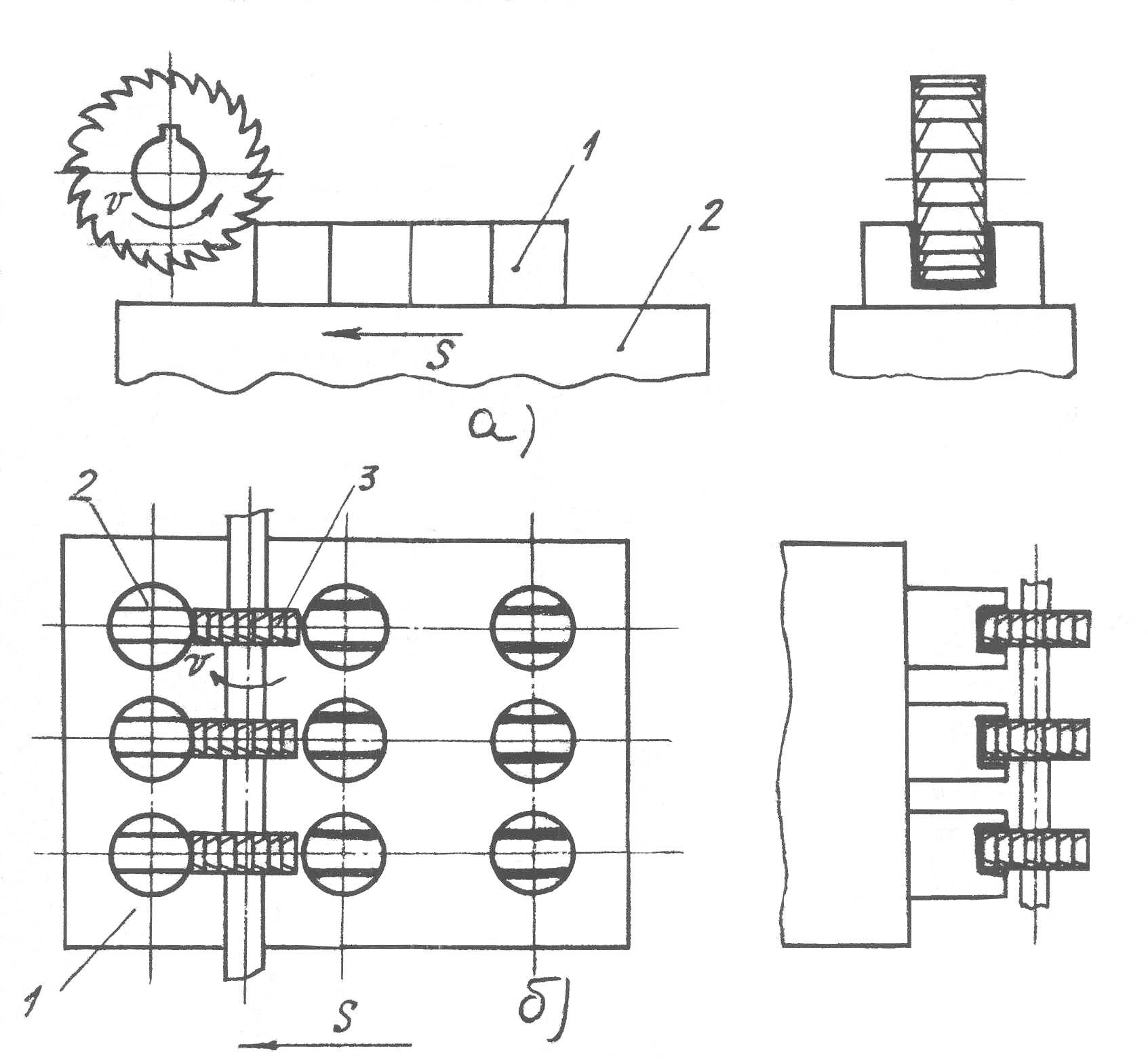
Рис.11 Одновременное фрезерование нескольких деталей.
1 – стол станка; 2 – заготовки; 3 - фреза
Последовательное фрезерование (рис.11,а). При этом способе заготовки 1 устанавливается в ряд и фрезеруются последовательно по одному рабочему движению стола 2 станка. Этот способ применяют при фрезеровании на горизонтально- и вертикально-фрезерных станках.
Последовательное фрезерование позволяет:
1. Сократить вспомогательное время, так как после установки одной или нескольких заготовок включают подачу, а установка следующих заготовок производится при включенной подаче стола станка.
2. Уменьшить машинное время за счет изменения времени врезания.
Параллельно-последовательное фрезерование (рис.11,б). Фрезерование осуществляется одновременно на нескольких заготовках 2, установленных на столе 1 станка в несколько рядов, причем используются несколько фрез 3. Производительность этого способа выше, чем предыдущего. Параллельно-последовательное фрезерование применяют в условиях серийного и массового производства.
Позиционное фрезерование.
Различают две основные разновидности этого способа обработки:
1. Позиционное фрезерование на специальных или универсальных поворотных столах и приспособлениях, и
2. Маятниковое фрезерование, не требующее специальных поворотных устройств.

Рис.12 Позиционное фрезерование: а – на поворотном столе; б – маятниковое фрезерование
Схема позиционного фрезерования с использованием круглого поворотного стола приведена на рис.12,а. Набором фрез обрабатывают боковые плоскости четырех квадратных деталей А,Б,В и Г. Вначале дисковые двусторонние фрезы 1 и 2 обрабатывают две плоскости детали А, а фрезы 3, 4 - две плоскости детали Б. После обработки этих плоскостей стол поворачивается на 90°, деталь Б перемещается в новое положение - становится в позицию для фрезерования двух других плоскостей фрезами 1 и 2; фрезы 3 и 4 при этом положении стола будут обрабатывать две плоскости детали В. При следующем повороте стола на 90° деталь В устанавливается на место, которое в предыдущей позиции. занимала деталь Б. При этом положении стола фрезы 1 и 2 фрезеруют у детали В две последние плоскости. При третьем повороте стола деталь Б попадает на последнюю позицию, где она снимается, а на ее место устанавливается новая заготовка.
Схема фрезерования с применением маятниковой подачи приведена рис.12,б. При рабочей подачи стола от позиции 2 к позиции 3 торцовая фреза обрабатывает торец детали А. После этого направление подачи стола изменяется, и он ускоренно перемещается к позиции 4. При подаче стола от позиции 4 к позиции 5 фреза обрабатывает деталь Б. После этого вновь изменяется направление подачи, стол ускоренно подается до позиции 6, и весь цикл повторяется снова. Во время фрезерования детали А обработанная деталь Б снимается (в поз.7), а на ее место устанавливается новая заготовка.
Отечественные станки последних моделей, в частности мод. 6Н могут быть настроены на работу по маятниковому циклу.
Непрерывное фрезерование, высокопроизводительный способ обработки плоскостей, получило распространение в крупносерийном и массовом производстве. Осуществляется оно в большинстве случаев на карусельно-фрезерных или барабанно-фрезерных станках и иногда на вертикально-фрезерных станках (например, мод. 656П) с поворотным столом.