

Содержание:
Раздел 1. Технологическая часть.
-
Описание служебного назначения детали.
-
Предварительное определение типа производства.
-
Определение себестоимости заготовки.
-
Выбор припусков на механическую обработку.
-
Расчет припусков аналитическим методом.
-
Определение массы заготовки и коэффициента использования металла.
-
Анализ вариантов базирования.
-
Разработка маршрута обработки.
-
Выбор оборудования и станочных приспособлений.
-
Выбор режущего инструмента, материала режущей части. Выбор вспомогательного инструмента: оправки, державки и т.д.
-
Расчет режимов резания и норм времени.
Раздел 2. Проектирование и расчет конструкции специального приспособления.
-
Выбор типа специального приспособления.
-
Описание конструкции приспособления: его устройство, базирование детали.
-
Расчеты силы зажима.
Раздел 3. Проектирование и расчет конструкции контрольно-измерительного приспособления.
-
Выбор типа приспособления.
-
Описание конструкции приспособления: его устройство, базирование детали.
Список использованных источников.
Раздел 1. Технологическая часть.
-
Описание служебного назначения детали.
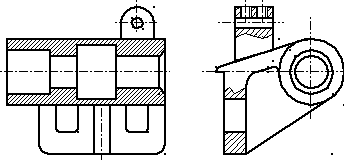

Рис. 1
Кронштейн – корпусная деталь которая выполняет функции дополнительных опор для обеспечения требуемой точности относительно положения отдельных механизмов, валов, различных базирующих поверхностей. Корпусные детали с точки зрения их функционального назначения можно отнести к категории основных или вспомогательных баз.
Основной базой является база с помощью которой кронштейн соединяется с другими станинами является сочетание плоских поверхностей и базового отверстия. Вспомогательной базой является главное отверстие, по нему базируются шпинделя, валы.
К корпусным деталям предъявляется ряд требований определённых в каждом конкретном случае. В первую очередь исходя из назначения детали.
Соблюдение технических требований означает формирование требуемых физико-механических свойств материала детали, получение необходимой прочности и виброустойчивости, обеспечение требуемой точности детали и создания требуемых условий для выполнения эксплуатационных и механосборочных работ.
Технические требования предъявляемые к кронштейну:
-
Предварительное определение типа производства.
Тип производства по ГОСТ 3.1108-74 характеризуется коэффициентом закрепления операций Кз.о, который показывает отношение всех различных технологических операций, выполняемых или подлежащих выполнению подразделением в течении месяца, к числу рабочих мест. Так как Кз.о отражает периодичность обслуживания рабочего всей необходимой информацией, а также снабжения рабочего места всеми необходимыми вещественными элементами производства, то Кз.о оценивается применительно к явочному числу рабочих подразделений из расчета на одну смену:
![]() ,
где [1. стр. 19]
,
где [1. стр. 19]
![]() – суммарное
число различных операций; Ря – явочное
число рабочих подразделения, выполняющих
различные операции.
– суммарное
число различных операций; Ря – явочное
число рабочих подразделения, выполняющих
различные операции.
Для крупно серийного производства 1Кз.о10.
Исходные данные:
Годовая программа выпуска: 500 шт.
Режим работы предприятия: 2-х сменный.
Действительный годовой фонд времени: Fд=4029 ч.
Приближенный расчет штучного времени: Таблица 1
|
N |
Переход |
Норма
времени
|
|
|
Формула |
Значение |
||
|
1
|
Фрезеровать начерно плоскость основания 210400 мм Фрезеровать начисто плоскость основания 210400 мм Общее время: |
0,006L 0,004L |
2,4 1,6 4 |
|
2 |
Фрезеровать уступ 70260 мм |
0,006L |
1,56 |
|
3 |
Фрезеровать начерно плоскость 110295 мм Фрезеровать начисто плоскость 110295 мм Общее время: |
0,006L 0,004L |
1,77 1,18 2,95 |
|
4 |
Фрезеровать плоскость 82260 мм |
0,006L |
1,56 |
|
5 |
Фрезеровать 3 паза шириной 30 мм |
30,006L |
0,81 |
|
6 |
Фрезеровать 4 паза 1825 мм |
40,006L |
0,6 |
|
7 |
Фрезеровать начерно паз 100342 мм Фрезеровать начисто паз 100342 мм Общее время: |
0,006L 0,004L |
4,104 2,736 6,84 |
|
8 |
Фрезеровать начерно 2 шпоночных паза 518 мм Фрезеровать начисто 2 шпоночных паза 518 мм Шлифовать 2 шпоночных паза 518 мм Общее время: |
20,006L 20,004L 20,0025L |
0,348 0,464 0,29 1,102 |
|
9 |
Сверлить 2 отверстия 6,8 мм 25 мм Нарезать резьбу 2 отверстия М8-7Н 20 мм Общее время: |
20,00052DL 20,0004DL |
0,177 0,128 0,305 |
|
10 |
Сверлить 12 отверстий 5 мм 17 мм Нарезать резьбу 12 отверстий М6-7Н 12 мм Общее время: |
120,00052DL 120,0004DL |
0,53 0,346 0,876 |
|
11 |
Сверлить 2 отверстия 10,2 мм 36 мм Сверлить 2 отверстия 17 мм 6 мм Нарезать резьбу 2 отверстия М12-7Н 24 мм Общее время: |
20,00052DL 20,00052DL 20,0004DL |
0,382 0,106 0,23 0,718 |
|
12 |
Сверлить 3 отверстия 10 мм 23 мм Развернуть начерно 3 отверстия 10 мм 20 мм Развернуть начисто 3 отверстия 10+0,015мм 20 мм Общее время: |
30,00052DL 30,00043DL 30,00086DL |
0,359 0,258 0,516 1,133 |
|
13 |
Сверлить 6 отверстий 8,5 мм 25 мм Нарезать резьбу 6 отверстий М10-7Н 20 мм Общее время: |
60,00052DL 60,0004DL |
0,663 0,48 1,143 |
|
14 |
Сверлить 2 отверстия 6 мм 19 мм Развернуть начерно 2 отверстия 6 мм 15 мм Развернуть начисто 2 отверстия 6Н7 15 мм Общее время: |
30,00052DL 30,00043DL 30,00086DL |
0,112 0,077 0,155 0,344 |
|
15 |
Сверлить 2 отверстия 6,8 мм 20 мм Нарезать резьбу 2 отверстия М8-7Н 15 мм Общее время: |
20,00052DL 20,0004DL |
0,141 0,096 0,237 |
|
16 |
Сверлить 3 отверстия 6,8 мм 52 мм Сверлить 3 отверстия 20 мм 30 мм Развернуть начерно 3 отверстия 20 мм 30 мм Развернуть начисто 3 отверстия 20+0,018мм 30 мм Нарезать резьбу 3 отверстия М8-7Н 22 мм Общее время: |
30,00052DL 30,00052DL 30,00043DL 30,00086DL 30,0004DL |
0,552 0,936 0,774 1,548 0,211 4,021 |
|
17 |
Сверлить 3 отверстия 8 мм 25,5 мм Зенкеровать 3 отверстия 8 мм 8 мм Нарезать резьбу 3 отверстия ¼” Общее время: |
30,00052DL 30,00021DL 30,0004DL |
0,318 0,04 0,077 0,435 |
|
18 |
Сверлить 2 отверстия 5 мм 17 мм Нарезать резьбу 2 отверстия М6-7Н 22 мм Общее время: |
20,00052DL 20,0004DL |
0,088 0,058 0,146 |
|
19 |
Сверлить 12 отверстий 8,5 мм 27 мм Нарезать резьбу 12 отверстий М10-7Н 22 мм Общее время: |
20,00052DL 20,0004DL |
1,432 1,056 2,488 |
|
20 |
Расточить 3 отверстия 45 мм 125 мм Развернуть начерно 3 отверстия 45 мм 125 мм Развернуть начисто 3 отверстия 45+0,025 мм 125 мм Общее время: |
30,00031DL 30,00043DL 30,00086DL
|
5,231 7,256 14,513 27,018 |
|
21 |
Расточить 3 отверстия 36 мм 134 мм Развернуть начерно 3 отверстия 36 мм 134 мм Развернуть начисто 3 отверстия 36+0,025 мм 134 мм Общее время: |
30,00031DL 30,00043DL 30,00086DL
|
4,486 6,223 12,446 23,155 |
|
22 |
Расточить 3 отверстия 75 мм 22 мм |
30,00031DL |
1,535 |
|
23 |
Расточить начерно 3 отверстия 85 мм 80 мм Расточить начисто 3 отверстия 85 мм 80 мм Расточить тонко 3 отверстия 85+0,03 мм 80 мм Общее время: |
30,00031DL 30,00043DL 30,00086DL
|
6,324 8,772 17,544 32,64 |
Здесь L – длина обрабатываемой поверхности; d – диаметр.
Располагая штучным и штучно-калькуляционным временем, затраченным на каждую операцию, определяют количество станков:
![]() ,
где [1. стр. 20]
,
где [1. стр. 20]
N
– годовая программа, шт.;
![]() – штучное или штучно-калькуляционное
время, мин.;
– штучное или штучно-калькуляционное
время, мин.;
![]() –
действительный годовой фонд времени,
ч.;
–
действительный годовой фонд времени,
ч.;
![]() –
нормативный коэффициент загрузки
оборудования, для крупносерийного
производства
–
нормативный коэффициент загрузки
оборудования, для крупносерийного
производства
![]() =0,65..075.
[1. стр. 20]
=0,65..075.
[1. стр. 20]
Принимаем
![]() =0,8.
=0,8.
После
расчета количества станков по операциям
устанавливаем принятое число рабочих
мест, округляя до ближайшего целого
значение
![]() .
.
Далее
по каждой операции вычисляем фактический
коэффициент загрузки рабочего места
по формуле
![]() .
.
Количество
операций, выполняемых на рабочем месте,
определяется по формуле
![]() [1. стр. 21].
[1. стр. 21].
Результаты расчетов заносим в таблицу 2.
Таблица 2
-
N
Операция
Р
О
1
1+5+6+7+8
13,352
0,031
1
0,031
29,03
2
2+3+4
6,07
0,014
1
0,014
64,29
3
12+13+14+15+16+17+20
34,333
0,079
1
0,079
11,39
4
9+10+11+18+19+21+22+23
61,863
0,142
1
0,142
3,34
O = 111,05 P = 4 O = 111,05
![]() ,
производство мелкосерийное.
,
производство мелкосерийное.
![]() мин.
мин.
Такт
производства определяется по формуле
![]() ,
где [1. стр. 22]
,
где [1. стр. 22]
![]() – фонд
времени в планируемом периоде, ч.
– фонд
времени в планируемом периоде, ч.
![]() =
4029ч. [1. стр. 22, табл. 2.1.]
=
4029ч. [1. стр. 22, табл. 2.1.]
![]() мин.
мин.
![]()
Qс – суточная производительность поточной линии
Fc – суточный фонд времени работы оборудования (при 2-х сменном режиме работы равен 952 мин)
![]()
![]()
n – количество деталей в партии для одновременного запуска
a – переодичность запуска (принимаем a = 12 дней)
![]() шт.
шт.
![]()
с – расчетное число смен
![]() ,
принимаем с = 2;
,
принимаем с = 2;
Расчет
размера партии выполняем по формуле
![]() ,
где [1. стр. 23]
,
где [1. стр. 23]
476 – действительный фонд времени работы оборудования в смену, мин;
0,8 – нормативный коэффициент загрузки станков в серийном производстве.
![]() –среднее
штучно-калькуляционное время по основным
операциям, мин.
–среднее
штучно-калькуляционное время по основным
операциям, мин.
![]() шт.
шт.