

Определение методической погрешности способа центрирования
Выше отмечалось,
что при центрировании второго центра
первый смещается с оси шпинделя. Величина
смещения определяется графически.
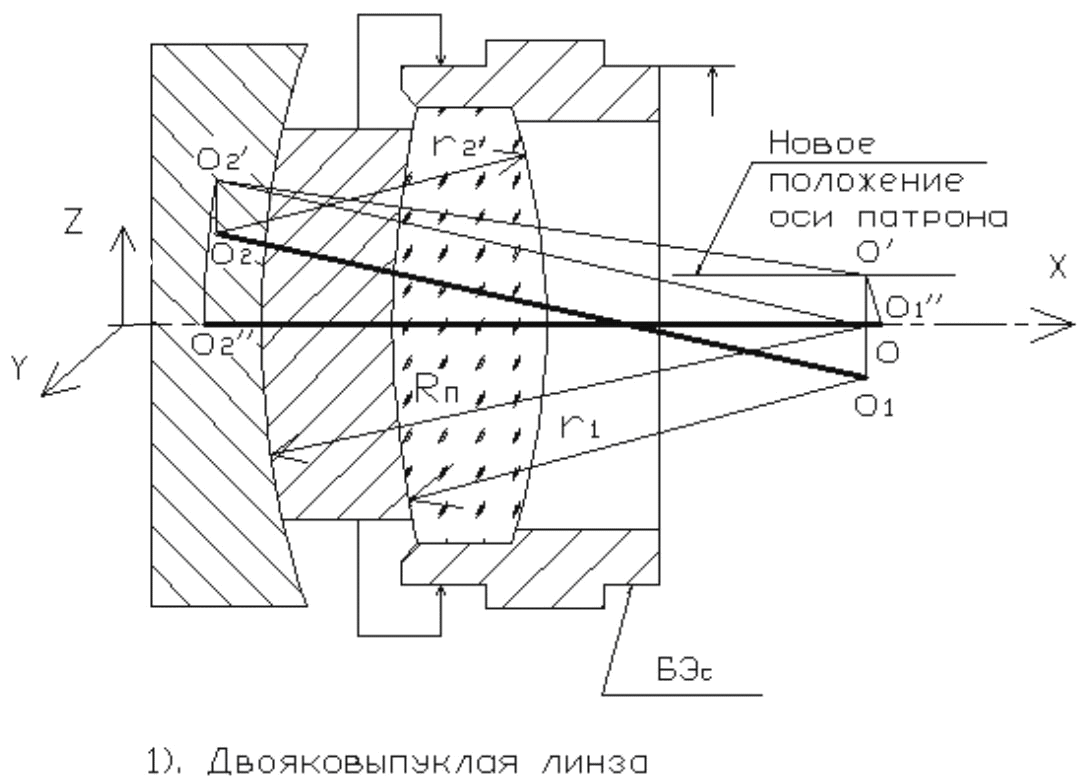
Разработанная методика этого построения
приведена для двояковыпуклой линзы на
Рис. 12. О1O2
– оптическая ось до центрирования, О
– центр сферы патрона, ось патрона
совпадает с осью шпинделя в системе
координат XYZ,
ось шпинделя совпадает с осью OX.
Сначала смещаем патрон в плоскости YOZ
так, чтобы совместить точку O1
с точкой О.
Ось патрона займет новое положение.
Центр сферы патрона переместится в
точку
 ,
центр кривизныO2
переместится в точку
,
центр кривизныO2
переместится в точку
 .
Вращая винты, поворачиваем сферическую
часть патрона вокруг центра
.
Вращая винты, поворачиваем сферическую
часть патрона вокруг центра для того, чтобы центр сферыO2
из точки
для того, чтобы центр сферыO2
из точки
 переместить на ось шпинделя в точку
переместить на ось шпинделя в точку .
При этом повороте первый центр кривизныO1
из точки
.
При этом повороте первый центр кривизныO1
из точки
 переместится в точку
переместится в точку .
Оптическая осьO1O2
не совпадает
с осью вращения шпинделя, появится
«неуточненная погрешность метода».
.
Оптическая осьO1O2
не совпадает
с осью вращения шпинделя, появится
«неуточненная погрешность метода».
Построения сделаны для шести основных линз: двояковыпуклой, двояковогнутой, вогнуто-плоской выпукло-плоской, выпукло-вогнутые мениски.
Очевидно, что для уменьшения этой погрешности надо начинать центрирование с поверхности линзы, которая расположена точнее относительно оси шпинделя, или повторять весь процесс.

6)Поправить оси
Рис. 12. Схемы к определению методической погрешности метода центрирования.
7. Схемы к вычислению угла и расстояния между оптической осью и осью оправы Определение расстояния

Рис. 13. Схема к вычислению расстояния между оптической осью и осью оправы.
Как только установили в патроне оправу, включили освещение, посмотрели в окуляр, то сразу видим ось БЭ! Это ось зет, проходящая через перекрестие сетки микроскопа. Навели на О2, померили О1О2, навели на О1, померили О1О и если в чертеже заданы эти отклонения, то известна полная картина погрешностей по расположению центров кривизны. Осталось измерить расстояние и угол между осями.
Ввели систему координат XYZ так, что плоскость XOY проходит через точку О1.
Ось измерительного
устройства совпадает с OZ;
О1 –
центр сферы правой, О2
–центр
сферы левой, отрезки
 и
и определяют децентрировку правой и
второй поверхностей соответственно.
определяют децентрировку правой и
второй поверхностей соответственно.
Расстояние
 между
между иOZ
строится в
следующей последовательности. Плоскость
XOY,
перпендикулярна OZ,
тогда расстояние
иOZ
строится в
следующей последовательности. Плоскость
XOY,
перпендикулярна OZ,
тогда расстояние
 определяется как расстояние между их
ортогональными проекциями на эту
плоскость (т.е.XOY).
Ортогональная проекция OZ
– это точка О,
проекцию
определяется как расстояние между их
ортогональными проекциями на эту
плоскость (т.е.XOY).
Ортогональная проекция OZ
– это точка О,
проекцию
 построим спроектировав точкуО2
на XOY
– это точка
построим спроектировав точкуО2
на XOY
– это точка
 ,
значит
,
значит – проекция
– проекция и перпендикулярOH
– искомое расстояние. Вычислим это
расстояние.
и перпендикулярOH
– искомое расстояние. Вычислим это
расстояние.
Векторизуем
отрезки:
 ;
;
 ;
;

Уравнение
 :
: или общее уравнение прямой
или общее уравнение прямой
 .
.
Введем обозначения
 ;
; ,
,
и тогда
 - общее уравнение прямой.
- общее уравнение прямой.
Расстояние от
точки
 до прямой
до прямой :
:
 .
(2)
.
(2)
Определение угла
Перенесли параллельно
себе OZ
в точку
 (см. Рис. 14), тогда
(см. Рис. 14), тогда – искомый угол.
– искомый угол.
 или
или
 (7)
(7)
Определение истинного расположения расстояния
Переносим параллельно
себе отрезок
 до пересечения с
до пересечения с в точкеH,
тогда
в точкеH,
тогда
 – истинное положение расстояния между
– истинное положение расстояния между иOZ.
Видно, что
иOZ.
Видно, что

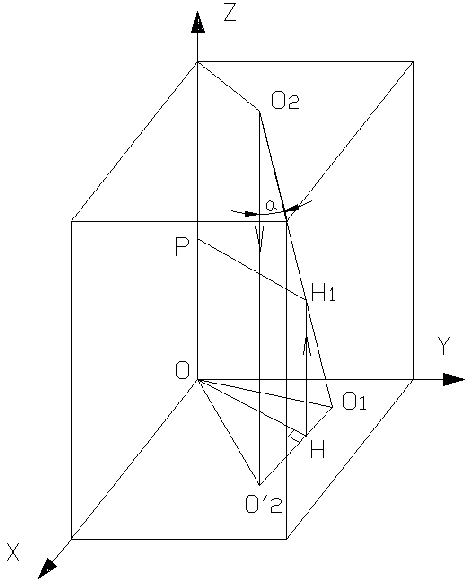
Рис. 14. Схема к вычислению угла между оптической осью и осью оправы.
 Н1НО1
Н1НО1

 О2О21О1,
О2О21О1,
тогда Н1Н/О2О21 = Н1О1/О2О1 или Н1Н = ОР = Н1О1 О2О21 / О2О1.