


СОДЕРЖАНИЕ
Введение 3
1.1. Центрирование линзы по блику 6
1.2. Центрирование линзы по автоколлиматору 11
2. Особенность автоколлимационного метода 13
2.1. Центрирование линз в самоцентрирующем патроне 15
2.2. Центрирование линз по прибору 17
2.3. Требования к микроскопу 21
2.4. Окулярные сетки 24
2.5. Точность наведения и считывания 26
2.6. Параллакс 35
1.1.1. Влияние виньетирования 36
2.7. Применение автоколлимационного микроскопа и микроскопа с экраном 39
3. Центрирование линзы в оправе 44
3.1. Центрирование с помощью автоколлиматора 44
3.2. Устройство автоколлимационной трубки ЮС-13 45
3.3. Устройство центрирующего патрона 47
3.4. О выборе патрона и о расчете оправок 48
3.5. Процесс центрирования 50
3.6. Определение методической погрешности способа центрирования 53
3.7. Математическая модель 55
3.8. Схемы к вычислению угла и расстояния между оптической осью и осью оправы 58
3.8.1. Определение расстояния 58
3.8.2. Определение угла 59
3.9. Определение истинного расположения расстояния 59
3.10. Общая оценка рассмотренных способов центрирования 60
4. конструктивные методы компенсации децентрировок 63
1.1.1. Расчет автоколлимационных точек 82
Введение
Компенсация погрешностей оптических приборов (ОП), возникающих при конструировании, изготовлении, сборке и эксплуатации, является одним из путей повышения их качества.
Компенсация представляет собой особые методы, процессы и средства, применяемые в целях достижения требуемой точности функционирования устройства в тех случаях, когда или не удается обеспечить эту точность доступными для обычных производственных условий методами, процессами и средствами, или когда внешние факторы, обусловленные сложными условиями работы, вызывают появление сильно влияющих эксплуатационных погрешностей.
Различают три метода компенсации погрешностей в ОП.
Технологический метод компенсациизаключающийся в дополнительной обработке деталей прибора, а также в регулировках и юстировках в процессе сборки ОП.
Организоционно-техническийметод компенсации заключается в селекции деталей, введении поправок, рандомизации погрешностей, составлении таблиц влияния и т.д.
Конструктивные методы компенсацииосуществляются с помощью регулировочных устройств, устройств стабилизации и коррекции и т.д.
Технологические методы компенсации децентрировок линз
 Центрирование
линз при их изготовлении
Центрирование
линз при их изготовлении
В литературе показано, что использование децентрированных линз вызывает кривизну изображения и изменение астигматизма, хроматизма, увеличения и дисторсии, неодинаковых для симметричных точек поля.
При изготовлении и сборке применяют два центрирования: центрирование самой линзы и центрирование линзы в оправе. Центрирование оптических систем смотри часть III«Конструирование функциональных устройств».
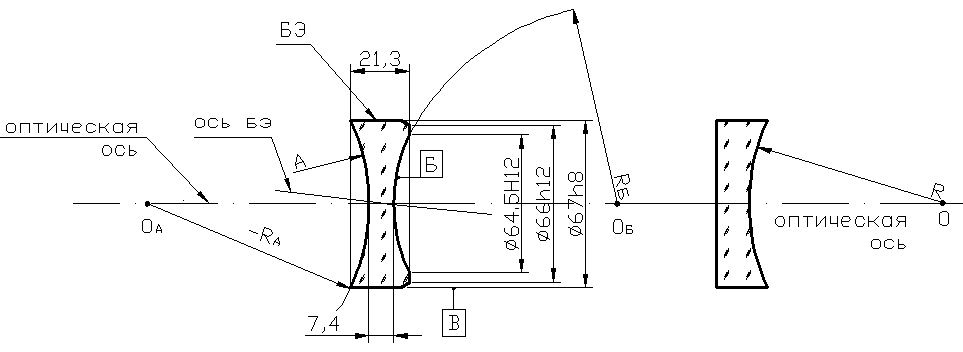
Как известно, линза это оптическая деталь, ограниченная двумя преломляющими центрированными поверхностями. Наиболее часто используются линзы, ограниченные двумя сферическими поверхностями (см. Рис. 1).
Конструктивными параметрами линзы со сферическими поверхностями (одна из них может быть плоской) будут радиусы сфер RА,RБ, толщина по оптической осиd, показатель преломления материала детали (если линза в воздухе, то обозначают без индекса –n) и погрешность расположения оптической оси (линия, на которой лежат центры кривизны) относительно базирующей наружной цилиндрической поверхности. ЕслиRиdвыдерживаются при изготовлении линзы, то требования к расположению выполняется в отдельной операции,называемой центрированием.
Сущность центрирования линз.Центрирование линзы – это операция посовмещению оптической оси линзы (РЭ) с осью базирующей цилиндрической поверхности(БЭ). На Рис. 1, а ОАОБ– оптическая ось. Напомним, что оптической осью является прямая линия, на которой лежат центры кривизны сферических поверхностей линзы; если одна из поверхностей линзы плоская, то оптическая ось проходит через центр кривизны сферы и перпендикулярна к этой плоскости (Рис. 1, б). Базирующий элемент (БЭ) – обычно цилиндрическая поверхность, обеспечивает координацию линзы, т.е. координацию ее РЭ относительно других деталей.
а) б)
Рис. 1 Эскиз оптической детали.
Править
Если эти две линии не совпадают, то линзу называют децентрированной. Мера децентрирования указывается в чертеже линзы. Децентричность возникает как результат накопления погрешностей во всех предыдущих механических операциях обработки линзы.
Важно отметить, что оптическая ось и ось базирующего элемента - всегда скрещивающиеся линии,т.е. линии, лежащие в разных плоскостях. Взаимоотношение скрещивающихся определяетсяуглом и расстоянием между ними.
Угол определяется (измеряется), если одну из скрещивающихся перенести параллельно себе до пересечения со второй. В литературе эта децентрировка называется децентрировкой 2-го рода или еще название – поворот (наклон).
Расстояние между скрещивающимися – это их общий перпендикуляр. Длина его минимальна и он единственный. В литературе эта децентрировка называется децентрировкой 1-го рода.
Операция центрирования складывается из трех основных переходов: установки линзы на центрировочном станке типа ЦС, шлифования базирующей поверхности (называют кругление) и фасетировка линз – снятие фасок.
При установке на станке каким либо способом совмещают две оси – ось шпинделя и оптическую ось.
При шлифовании совмещают все три оси – ось шпинделя, оптическую ось и ось базирующей поверхности.
Величина снимаемого припуска при шлифовании зависит от соотношения между радиусами кривизны Rлинзы и ее диаметромD, а также знаков кривизны сферических поверхностей. Припуск возрастает с увеличением отношенияR:D.
При центрировании линзу устанавливают тремя способами: по блику; в самоцентрирующем патроне; по прибору.