

05 семестр / К экзамену-зачёту / Ответы на экзаменационные вопросы / отвыеты на вопросы / Компенсация децентрировок
.pdfМосковский ордена Ленина, ордена Октябрьской Революции,
ордена Трудового Красного Знамени
ГОСУДАРСТВЕННЫЙ ТЕХНИЧЕСКИЙ УНИВЕРСИТЕТ им. Н. Э. БАУМАНА
Кафедра «Оптические приборы научных исследований» (РЛ 3)
Родионов Е.М.
Методы компенсации погрешностей в оптических приборах
А н а л и з м е т о д о в ц е н т р и р о в а н и я П у т и п о в ы ш е н и я к а ч е с т в а
с о е д и н е н и й
Учебное пособие версия 2010
Нагорье 2010
|
СОДЕРЖАНИЕ |
|
Введение................................................................................................................... |
3 |
|
1. |
Центрировании линз при их изготовлении................................................. |
5 |
1.1. |
Центрирование линзы по блику............................................................... |
6 |
1.2. |
Центрирование линзы по автоколлиматору.......................................... |
11 |
1.3. |
Центрирование линз в самоцентирующем патроне.............................. |
15 |
1.4. |
Центрирование линз по прибору........................................................... |
17 |
1.5. |
Требования к микроскопу...................................................................... |
21 |
1.6. |
Окулярные сетки .................................................................................... |
24 |
1.7. |
Точность наведения и считывания ........................................................ |
26 |
1.8. |
Параллакс................................................................................................ |
36 |
1.9. |
Применение автоколлимационного микроскопа и микроскопа с экраном 40 |
|
2. |
Центрирование линзы в оправе................................................................. |
44 |
2.1. |
Центрирование с помощью автоколлиматора....................................... |
44 |
2.2. |
Устройство автоколлимационной трубки ЮС-13................................. |
45 |
2.3. |
Устройство центрирующего патрона .................................................... |
47 |
2.4. |
О выборе патрона и о расчете оправок.................................................. |
48 |
2.5. |
Процесс центрирования ......................................................................... |
50 |
2.6. |
Определение методической погрешности способа центрирования..... |
53 |
2.7. |
Математическая модель......................................................................... |
55 |
2.8.Схемы к вычислению угла и расстояния между оптической осью и осью оправы
|
|
57 |
|
|
2.8.1. |
Определение расстояния.................................................................... |
57 |
|
2.8.2. |
Определение угла ............................................................................... |
58 |
|
2.9. |
Определение истинного расположения расстояния ...................... |
58 |
3. |
2.10. |
Общая оценка рассмотренных способов центрирования...................... |
59 |
Пути повышения качества соединения..................................................... |
62 |
||
Введение
Компенсация погрешностей оптических приборов (ОП), возникающих при конструировании, изготовлении, сборке и эксплуатации, является одним из путей повышения их качества.
Компенсация представляет собой особые методы, процессы и средства,
применяемые в целях достижения требуемой точности функционирования устройства в тех случаях, когда или не удается обеспечить эту точность доступными для обычных производственных условий методами, процессами и средствами, или когда внешние факторы, обусловленные сложными условиями работы, вызывают появление сильно влияющих эксплуатационных погрешностей.
Различают три метода компенсации погрешностей в ОП.
Технологический метод компенсации заключающийся в дополнительной обработке деталей прибора, а также в регулировках и юстировках в процессе сборки ОП.
Организоционно-технический метод компенсации заключается в селекции деталей, введении поправок, рандомизации погрешностей, составлении таблиц влияния и
т.д.
Конструктивные методы компенсации осуществляются с помощью регулировочных устройств, устройств стабилизации и коррекции и т.д.
Технологические методы компенсации децентрировок линз

а) Последовательностьустановкизаготовокнанаклеечноеприспособление; б) Блокзаготовок, подготовленныйк обработке 7. Наклеечноеприспособление (гриб);8. Смоляныепробочки;
9. Слоймасла;10. Заготовки;11. Смолянаяподушкатолщиной 0.05D+1 мм;
12. Притир (настроечноеприспособление),D - диаметрзаготовки;Rп - рабочийрадиуспритира
R 
 1
1



б)
D |
10
12
9
а)


 Rп
Rп






 8
8
7
Схемаустановки
Комплектыбаз. 1,2,3 - главнаябаза
|
x |
|
1 |
3 |
y |
|
|
|
|
2 |
|
 1
1








 2
2
 у
у
Теоретическаясхемабазирования
Установказаготовокпонастроечнойбазе с эластичным способомзакрепления
Центрирование линз при их изготовлении
В литературе показано, что использование децентрированных линз вызывает кривизну изображения и изменение астигматизма, хроматизма, увеличения и дисторсии,
неодинаковых для симметричных точек поля.
При изготовлении и сборке применяют два центрирования: центрирование самой линзы и центрирование линзы в оправе. Центрирование оптических систем смотри часть
III «Конструирование функциональных устройств».
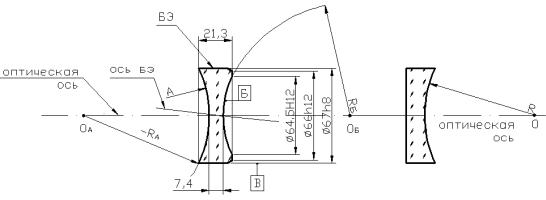
Как известно, линза это оптическая деталь, ограниченная двумя преломляющими центрированными поверхностями. Наиболее часто используются линзы, ограниченные двумя сферическими поверхностями (см. Рис. 1).
Конструктивными параметрами линзы со сферическими поверхностями (одна из них может быть плоской) будут радиусы сфер RА, RБ , толщина по оптической оси d,
показатель преломления материала детали (если линза в воздухе, то обозначают без индекса – n) и погрешность расположения оптической оси (линия, на которой лежат центры кривизны) относительно базирующей наружной цилиндрической поверхности.
Если R и d выдерживаются при изготовлении линзы, то требования к расположению выполняется в отдельной операции, называемой центрированием.
Сущность центрирования линз. Центрирование линзы – это операция по
совмещению оптической оси линзы (РЭ) с осью базирующей цилиндрической
поверхности (БЭ). На Рис. 1, а ОАОБ – оптическая ось. Напомним, что оптической осью является прямая линия, на которой лежат центры кривизны сферических поверхностей линзы; если одна из поверхностей линзы плоская, то оптическая ось проходит через центр кривизны сферы и перпендикулярна к этой плоскости (Рис. 1, б). Базирующий элемент
(БЭ) – обычно цилиндрическая поверхность, обеспечивает координацию линзы, т.е.
координацию ее РЭ относительно других деталей.
а) |
б) |
Рис. 1 Эскиз оптической детали.

править
Если эти две линии не совпадают, то линзу называют децентрированной. Мера децентрирования указывается в чертеже линзы. Децентричность возникает как результат накопления погрешностей во всех предыдущих механических операциях обработки линзы.
Важно отметить, что оптическая ось и ось базирующего элемента - всегда скрещивающиеся линии, т.е. линии, лежащие в разных плоскостях. Взаимоотношение скрещивающихся определяется углом и расстоянием между ними.
Угол определяется (измеряется), если одну из скрещивающихся перенести параллельно себе до пересечения со второй. В литературе эта децентрировка называется децентрировкой 2-го рода или еще название – поворот (наклон).
Расстояние между скрещивающимися – это их общий перпендикуляр. Длина его минимальна и он единственный. В литературе эта децентрировка называется децентрировкой 1-го рода.
Операция центрирования складывается из трех основных переходов: установки линзы на центрировочном станке типа ЦС, шлифования базирующей поверхности
(называют кругление) и фасетировка линз – снятие фасок.
При установке на станке каким либо способом совмещают две оси – ось шпинделя и оптическую ось.
При шлифовании совмещают все три оси – ось шпинделя, оптическую ось и ось базирующей поверхности.
Величина снимаемого припуска при шлифовании зависит от соотношения между радиусами кривизны R линзы и ее диаметром D, а также знаков кривизны сферических поверхностей. Припуск возрастает с увеличением отношения R:D.
При центрировании линзу устанавливают тремя способами: по блику; в
самоцентрирующем патроне; по прибору.
1.1. Центрирование линзы по блику
Центрирование линзы по блику применяют, когда можно центрировать линзу с погрешностью 0,04-0,1 мм (в некоторых источниках 0,02-0,2 мм). Установку производят приклеиванием центрируемой линзы 3 смолой 2 к трубчатому латунному патрону 1,
закрепленному в шпинделе центрировочного станка (Рис. 2).
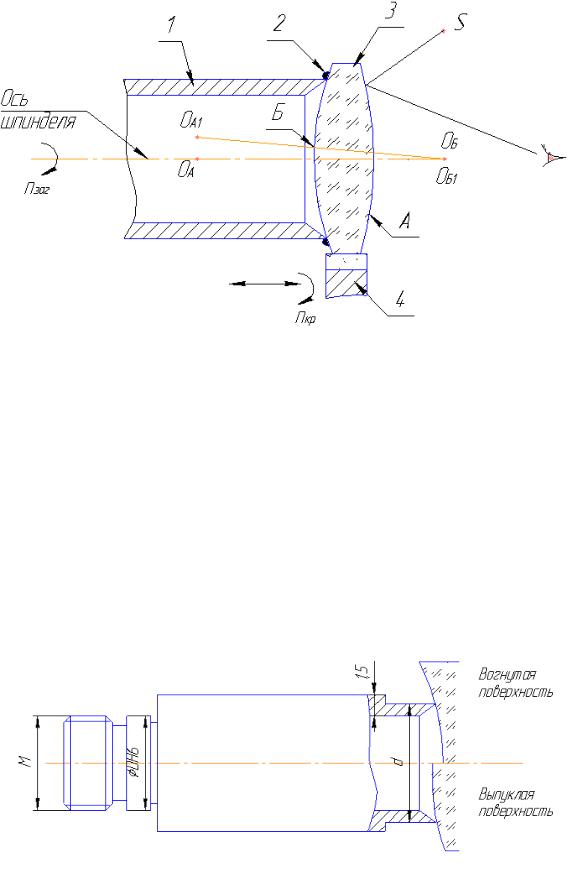
Рис. 2. Схема центрирования по блику.
1-патрон, 2-смола, 3-линза, 4-алмазный шлифовальный круг, ОА1ОБ1 - оптическая ось до центрирования, ОАОБ - оптическая ось после центрирования
Для центрирования применяют трубчатый патрон (см. Рис. 3), который крепится в шпинделе станка резьбой М, а ориентируется пояском DH6. Это значит, что оси шпинделя и патрона не совпадут. Поэтому патрон, после установки в шпинделе протачивается по Ød
на длину 10-15 мм (для выхода шлифовального круга). Затем протачивают конус до острия и торцовую площадку шириной 0,2 мм. Этой операцией достигается получение опорных кромок, строго центрированных относительно оси вращения шпинделя:
наружной кромкой для вогнутых поверхностей и внутренней для выпуклых.
Рис. 3. Трубчатый патрон для центрирования линз.
Перпендикулярность торца патрона проверяют прикладыванием смазанной маслом полированной пластины к вращающемуся патрону.
Для наклеивания линзы патрон нагревают спиртовой или газовой горелкой,
смазывают его конус и торец .смолой.
Линзу нагревают до 60º, прикладывают к патрону стороной с меньшим радиусом кривизны и пока смола не застыла перемещают ее по торцу патрона наблюдая невооруженным глазом за положением блика на поверхности линзы от источника света S.
При этом шпиндель вручную поворачивают, и установка заканчивается при отсутствии биения блика. Затем линзу охлаждают, выжимая над ней из губки теплую воду.
Центрирование выполняют абразивным кругом из карбида кремния; твердость круга М2-СМ2 и зернистость № 3-12 подбирают в зависимости от марки стекла, размеров линзы и допуска на диаметр.
Скорость вращения шпинделя устанавливают в зависимости от условий работы.
Для линз малого диаметра и мягкого стекла скорость больше. Диаметр линзы периодически проверяют (измеряют), при этом круг отводят, а шпиндель затормаживают.
После центрирования круг откидывают и переднюю поверхность фасетируют ручным перемещением фасетировочной чашки.
Точность центрирования. В данном способе центрирования используется оптическая «система» работающая с глазом, т.е. приемник лучистой энергии – глаз.
Важной характеристикой глаза является предел разрешения (разрешающая способность) –
угловая или линейная величина наименьшего расстояния между двумя точками или линиями, при котором система в конкретных условиях испытания образует их еще раздельное изображение.
Глаз можно рассматривать как своеобразный оптический прибор, обладающий рядом оптических свойств. Оптическая система глаза проектирует изображение объекта на заднюю стенку сетчатой оболочки. Резкость изображения по сетчатой оболочке объектов, находящихся на разных расстояниях от глаза, достигается изменением фокусного расстояния хрусталика. При напряжении кольцевой мышцы кривизна поверхности хрусталика увеличивается (фокусное расстояние уменьшается) и резко изображаются объекты более близкие. Свойство глаза давать резкое изображение разноудаленных объектов называется аккомодацией. Точка, изображаемая глазом в покое аккомодации, называется дальней, а при максимальном напряжении – ближней. При рассматривании глазом одного и того же объекта MN (Рис. 4, а) на разных расстояниях L и L’ величина изображения его l’ и l’’ также будет различной, так как объект будет рассматриваться глазом под углами и ' различной величины.
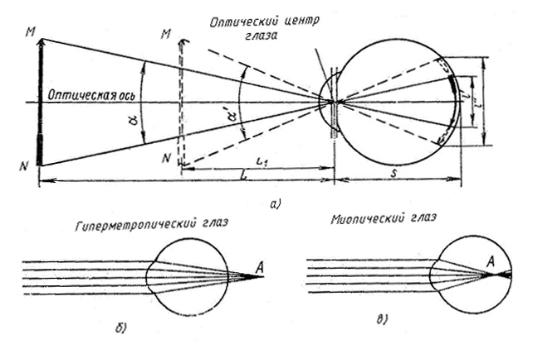
Рис. 4. Оптическое действие глаза.
Для бездефектного глаза (эмметропического) дальняя точка лежит в бесконечности, а ближняя на расстоянии до 70 мм. Рассматривание объекта, находящегося в ближней точке, происходит, как было указано, при максимальном напряжении аккомодации, что сильно утомляет глаз. Расстояние наилучшего зрения при рассматривании мелких объектов для эмметропического глаза соответствует 250 мм.
Одним из распространенных недостатков глаза является аметропия, проявляющаяся в виде миопии (близорукости) или гиперметропии (дальнозоркости).
Для близорукого глаза дальняя точка лежит на конечном расстоянии. Поэтому объекты, лежащие в бесконечности, изображаются не на сетчатой оболочке, а перед ней
(Рис. 4,б). Для исправления миопии перед глазом помещают отрицательную линзу (очки).
Для дальнозоркого глаза дальняя точка лежит за сетчатой оболочкой (вне глазного яблока). В этом случае перед глазом помещают положительную линзу. В случае небольшой гиперметропии наблюдатель при аккомодации глаза может получить резкое изображение далеких предметов. В случае миопии он этого сделать не может, так как отрицательной аккомодации не существует.
При расчете оптической силы линзы, предназначенной для коррекции эмметропического глаза, надо исходить из положения, что задний фокус линзы должен совпадать с дальней точкой. Параллельные лучи (или их продолжение в обратную сторону), падающие на линзу, должны после преломления пройти через фокус, а так как фокус совпадает с дальней точкой, то лучи, поступающие в глаз, будут как бы выходить

(или собираться) из дальней точки глаза и дадут резкое изображение дальнего предмета на сетчатой оболочке. Например, если миопия равна -2 диоптрия, то дальняя точка лежит на расстоянии a 500мм. Следовательно, и линзу надо применить с фокусным
расстоянием f ' 500мм, т.е. силой 1 1 2 диоптрия. f ' 0.5
Аналогично поступают и для дальнозоркого глаза; только знак силы линзы будет положительный.
Вышеуказанное должно быть учтено при разработке и пользовании оптико-
механическими измерительными приборами, имеющими окуляры. Окуляр должен позволять работать любому глазу в условии покоя аккомодации.
При разработке оптико-механических измерительных приборов необходимо учитывать величину зрачка глаза. Наилучшие условия наблюдения будут тогда, когда выходной зрачок прибора совпадает со зрачком глаза по местоположению и величине.
Местоположение зрачков обеспечивается наглазником (специальной втулкой укрепленной на окуляре).
Самым существенным параметром для измерительного процесса является разрешающая способность глаза (острота зрения), определяемая наименьшим углом, под которым две близкие точки еще видны раздельно. Разрешающую способность глаза определяют при наблюдении точечных объектов, контрасте К=1 (черные штрихи на белом фона) и освещенности 50-200 лк.
Кроме того, разрешающая способность глаза определяется структурой сетчатой оболочки. Если изображения двух точек будут расположены на одном светоприемном элементе или двух смежных, то такие точки не будут разрешены (для наблюдателя они сольются в одно пятно). Колбочки (светоприемные элементы глаза) имеют длину порядка
0,035 мм, а ширину 0,006 мм. Необходимым условием разрешения является расположение изображений двух точек на элементах, между которыми имеется свободный элемент.
Угловое расстояние между двумя предельно разрешаемыми точками определяется из выражения
|
a'D, |
где а’ –ширина колбочки, D |
–оптическая сила глаза (рефракция глаза). При |
a' 0.005мм 5 10 4 м, D 58.64 |
диоптрий, 5 10 4 58.64 3 10 4 , 1'. |
В измерительной технике часто приходится оценивать смещение одной части прямой линии относительно другой ее части (нониальное совмещение) или симметричное расхождение прямой линии между двумя другими прямыми линиями (биссекториальное