

Матеріалознавство і ТМ (ЗФ 2 к)
.pdf51
ПОСЛІДОВНІСТЬ ВИКОНАННЯ РОБОТИ
1.Ознайомлення з інструкцією до лабораторної роботи, перевірка своїх знань за контрольними питаннями.
2.Вивчення конструкції токарних різців та їх геометричні характеристики.
3.Вивчення методики вимірювання кутів на універсальному кутомірі.
4.Вимірювання кутів контрольних різців на універсальному кутомірі.
5.Вивчення методики вимірювань на універсальному вимірювальному мікроскопі УИМ-21.
6.Вимірювання геометричних елементів контрольного ріжучого інструменту: різців, фрез, свердел, мітчиків, протяжок.
7.Оформлення та захист звіту.
1. ЕЛЕМЕНТИ КОНСТРУКЦІЇ ТОКАРНИХ РІЗЦІВ
Всі види ріжучого інструменту складаються з двох основних частин – робочої частини, яка містить леза, і кріпильної частини, призначеної для установки і кріплення інструменту в технологічному обладнанні або пристосуванні.
Різець являє собою стрижень з відповідною заточкою ріжучої частини. Різець (рис. 2.1) складається з головки 1, стрижня 2. Стрижень служить
для кріплення різця в різцетримачі верстата. Головка (робоча частина) різця виконує роботу різання. Вона утворена трьома поверхнями: передньою 3 (по ній сходить стружка), головною задньою 4 (звернена до оброблюваної поверхні заготовки) та допоміжної задньої 7 (звернена до обробленої поверхні заготовки).
.
Рисунок 2.1 – Конструкція токарного різця: 1 – головка, 2 – стрижень, 3 – передня поверхня, 4 – головна задня поверхня, 5 – головна ріжуча кромка,
6 – вершина, 7 – допоміжна задня поверхня, 8 – допоміжна ріжуча кромка

52
Головна ріжуча кромка 5 утворена перетином передньої і головної задньої поверхонь. Допоміжна ріжуча кромка 8 утворена перетином передньої і допоміжної задньої поверхонь.
Точка перетину різальних кромок утворює вершину різця 6, яка може бути гострою, закругленою по радіусу r або у вигляді прямої лінії невеликої довжини
Передня поверхня різця може бути плоскою (рис. 2.2, а), плоскою з фаскою (рис. 2.2, б) і радіусною з фаскою (рис. 2.2, в).
Рисунок 2.2 – Види передньої поверхні різця: а – плоска,
б– плоска з фаскою, в – радіусна з фаскою
2.ГЕОМЕТРІЯ ТОКАРНИХ РІЗЦІВ
2.1. Координатні площини
Для визначення кутів між елементами різця користуються координатними площинами.
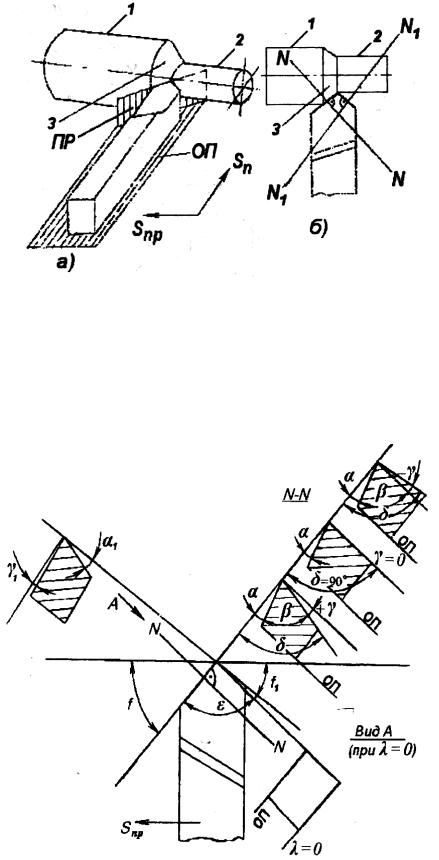
Основна площина (ОП) – площина, паралельна напрямками поздовжньої і поперечної подачі (рис. 2.3, а).
Площина різання (ПР) проходить через головну ріжучу кромку дотично до поверхні різання заготовки.
Головна січна площина – площина, перпендикулярна до проекції головної різальної крайки на основну площину. На рис. 2.3, б показаний слід цієї площини NN.
Допоміжна січна площина – площина, що перпендикулярна до проекції допоміжної різальної крайки на основну площину (N1N1).
На заготівці розрізняють три поверхні (рис. 2.3); оброблювану 1, з якої знімається стружка; оброблену 2, що отримана після зняття стружки; поверхню різання 3, що утворена на заготівці безпосередньо головною різальною кромкою різця і є перехідною між обробленою і оброблюваною поверхнями.
53
Рисунок 2.3 – Координатні площини для визначення кутів різця: ПР – площину різання; ОП – основна площина; NN – головна січна площина; N1 N1 – допоміжна січна площина; 1 – оброблювана поверхня; 2 – оброблена поверхня; 3 – поверхня різання
2.2.Кути різця, вимірювані в основний площині (рис. 2.4)
Рисунок 2.4 – Геометрія токарного різця f – головний кут в плані; f1 – допоміжний кут в плані; ε – кут при вершині; α – головний задній кут;
γ– головний передній кут; β – кут загострення; δ – кут різання; λ – кут нахилу головної різальної кромки; ОП – основна площину; NN – головна січна
площина
54
f – головний кут в плані – кут між проекцією головної різальної кромки на основну площину і напрямком подачі.
f1 – допоміжний кут в плані – кут між проекцією допоміжної різальної кромки на основну площину і напрямком подачі.
ε – кут при вершині – кут між проекціями різальних кромок на основну площину.
ε= 180 – (f + f1).
3.3Кути різця, вимірювані в головній січній площині (рис. 2.4)
γ– передній кут – кут між слідами передньої поверхні різця і основній площині. Може бути позитивним ( + ), негативним ( – ) і рівним нулю.
α – задній кут – кут між слідами площини різання і головною задньою поверхнею різця
δ = 90 ° – γ – кут різання – кут між слідами площини різання і передній
поверхні.
β = 90° – (α + γ) – кут загострення.
Кути, вимірювані в головній січній площині, називаються головними. Аналогічні кути вимірюються в допоміжній січній площині. Вони називаються допоміжними.
Величини переднього і заднього кутів зазвичай знаходяться в межах:
α = 6° – 12°; γ = (+15°) – (–10°),
λ – кут нахилу головної різальної кромки; може бути позитивним, негативним і рівним нулю.
3. КЛАСИФІКАЦІЯ ТОКАРНИХ РІЗЦІВ
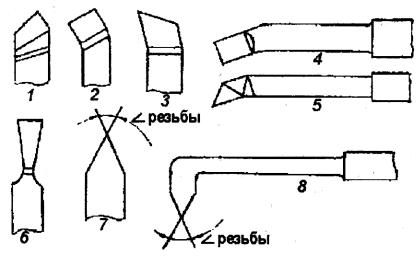
За технологічним призначенням розрізняють різці (рис. 2.5): прохідні (1, 2) для обточування зовнішніх циліндричних і конічних поверхонь; підрізні (3) для обточування плоских торцевих поверхонь; розточувальні (4) для розточування наскрізних і (5) для глухих отворів; відрізні (6) для розрізання заготовок; різьбові для нарізування зовнішніх (7) і внутрішніх (8) різьб, фасонні, галтельні та ін.
За родом матеріалу різці бувають з вуглецевої інструментальної сталі, зі швидкорізальної сталі, з пластинками з твердого сплаву, з пластинками з мінералокераміки, з кристалами алмазів.
Важливими характеристиками різця є його ширина, висота і довжина, які встановлюються ГОСТами на кожен вид різця (прохідний, розточний і т.д.).
55
Рисунок 2.5 – Токарні різці: 1, 2 – прохідні; 3 – підрізний; 4 – розточний для наскрізних отворів; 5 – розточний для глухих отворів; 6 – відрізний;
7 – різьбовий для зовнішньої різьби; 8 – різьбовий для внутрішньої різьби
4. ВИМІР КУТІВ РІЗЦІВ
Вимірювання кутів проводять на універсальному кутомірі (рис. 2.6).
Для вимірювання переднього і заднього кутів різець встановлюється на підставу (1) кутоміра (рис. 2.6, а) так, щоб площина вертикальної кутомірної лінійки (2) збігалася з головною січною площиною. Після цього лінійка пересувається по стійці (3) до повного прилягання горизонтального її ножа (4) з передньою поверхнею різця. При цьому відхилення покажчика лінійки вліво від нуля показує позитивне значення γ, а вправо – негативне. Вимірювання заднього кута проводиться аналогічно.
В цьому випадку вертикальний ніж лінійки доводиться до повного контакту з головкою задньої поверхні. Відлік значення α проводиться вправо від нуля.
Для вимірювання головного і допоміжного кутів в плані використовується горизонтальна кутомірна лінійка (5). Різець встановлюється так, щоб вершина його торкалася середини лінійки, а стрижень різця був би перпендикулярний лінійці (поздовжня подача) або паралельний (поперечна подача).
Кут f вимірюється поворотом покажчика (6) до зіткнення з головною різальною кромкою, а кут f1 – допоміжною.

56
Рисунок 2.6 – Універсальний кутомір для вимірювання кутів різців: а - вимірювання кутів в головній січній площині; б - вимірювання кутів в плані
5. БУДОВА ТА РОБОТА НА МІКРОСКОПІ УИМ-21
5.1. Загальні відомості
Універсальний вимірювальний мікроскоп УИМ-21 призначений для вимірювання лінійних і кутових розмірів різноманітних виробів в прямокутних і полярних координатах. Зокрема, на приладі можна проводити вимір різального інструменту: різців, фрез, свердел, мітчиків, протяжок і т.д.
Межі вимірювань і ціна ділення відлікових пристроїв межі виміру
довжин: |
|
|
у поздовжньому напрямку ................................................................. |
200 |
мм |
у поперечному напрямку .................................................................... |
100 |
мм |
межа вимірювання кутів..................................................................... |
360 |
° |
Ціна найменшого ділення штрихової окулярної головки............... |
1 |
|
57
5.2.Конструкція
Універсальний вимірювальний мікроскоп складається з наступних основних частин: станини, поздовжньої каретки, поперечної каретки, головного мікроскопа, колонки мікроскопа, освітлювального пристрою і штрихової окулярної головки.
Докладне вивчення мікроскопа студенти проводять під керівництвом викладача за допомогою пояснювальних рисунків-схем, розташованих над мікроскопом.
5.3. Робота на мікроскопі. методи вимірювання
Вимірювання на універсальному мікроскопі можна виробляти проекційним (тіньовим) методом і методом осьового перерізу.
При вимірюванні проекційним методом в прохідному світлі поміщають виріб на плоский стіл або закріплюють в центрах на шляху світлових променів, що йдуть з центрального освітлювача.
При вимірюванні методом осьового перерізу до виробу впритул присувають вимірювальні ножі з нанесеними на поверхні паралельно лезу ножа, тонкими рисками. Поверхня ножа з рискою визначає площину виміру. При цьому методі наводка штрихових ліній сітки проводиться не по тіньовому контуру виробу, а по рисці і лезу ножа.
Методом осьового перерізу можна виміряти як плоскі, так і циліндричні вироби.
Відлік по мікроскопам зі спіральними окулярними мікрометрами проводяться для відліку лінійних вимірювань в поздовжньому і поперечному напрямках з точністю до десятих часток хвилини.
Вивчення послідовності зняття відліку проводиться під керівництвом викладача за допомогою малюнка, розташованого над мікроскопом.
6.КОНТРОЛЬНІ ПИТАННЯ
1.З яких двох основних частин складається ріжучий інструмент?
2.Яка поверхня ріжучого інструменту називається передньою?
3.Яка поверхня ріжучого інструменту називається задньою?
4.Які поверхні утворюють головну ріжучу кромку при своєму перетині?
5.Яка площина є основною?
6.Як проходить площина різання
7.Як проходить головна січна площина?
8.Які поверхні розрізняють на заготівці при точінні?
9.Які кути вимірюються в основній площині і як вони утворюються?
10.Які кути вимірюються в головній січній площині і як вони утворюються?
11.На які види класифікуються різці за технологічним призначенням?
12.Які різці бувають за родом матеріалу ріжучої частини?
58
13.Як проводиться вимірювання кутів різців на універсальному кутомірі?
14.Призначення мікроскопа УИМ – 21.
15.Якими методами проводяться вимірювання на мікроскопі УИМ – 21?
ЗМІСТ ЗВІТУ
1.Запис основних визначень і понять пунктів: 1; 2; 3; 5.1; 5.2; 5.3.
2.Замальовка рисунків 1, 2, 3, 4.
3.Замальовка отриманих контрольних різців (вид зверху).
4.Вказівка назв різців.
5.Зазначення положень площини різання і головній січній площині.
6.Вказівка стрілками напрямку подачі.
7.Позначення кутів в плані, замальовка перетину різців та позначення кутів в головній січній площині.
8.Виконання вимірювання α, γ, f, f1 кутів на універсальному кутомірі, інші обчислити. Величини кутів записати в таблицю поруч з ескізами різців.
Тип різця |
f |
f1 |
ε |
α |
β |
γ |
δ |
|
|
|
|
|
|
|
|
9.Замальовка форми передньої поверхні різця.
10.Замальовка перетину стрижня різця з вимірюванням і зазначенням
розмірів.
11.Вимірювання і вказівка довжини різця.
12.За завданням викладача вимір на мікроскопі УИМ-21 геометричних елементів контрольного ріжучого інструменту: різців, фрез, свердел, мітчиків,
протяжок і запис в довільній формі порядок зняття звітів лінійних і кутових величин.
59
Лабораторна робота № 6 Визначення впливу режимів різання на шорсткість поверхні при точінні
Мета роботи
вивчення методів вимірювання класів чистоти (шорсткості) обробленої поверхні;
вивчення будови подвійного мікроскопу МИС-11 та метод вимірювання величини шорсткості з його допомогою;
дослідження впливу швидкості різання і подачі на шорсткість обробленої поверхні при точінні.
ПОСЛІДОВНІСТЬ ВИКОНАННЯ РОБОТИ
1.Ознайомлення з інструкцією до лабораторної роботи, перевірити себе по контрольних питань.
2.Ознайомлення з методикою визначення величини шорсткості за допомогою мікроскопа МИС-11.
3.Проведення двох серій дослідів при точінні заготовки з різними величинами швидкості різання і подачі і виміром висоти нерівностей за допомогою МІС-11 в кожному досвіді.
4.Оформлення та захист звіту.
1.ВИЗНАЧЕННЯ ВПЛИВУ ШВИДКОСТІ РІЗАННЯ І ПОДАННЯ НА ШОРСТКІСТЬ ОБРОБЛЕНОЇ ПОВЕРХНІ ПРИ ТОЧІННІ
1.1.Загальні відомості
Шорсткість (клас чистоти) поверхні характеризується розмірною характеристикою мікрогеометричних нерівностей, що виникають під впливом пластичних деформацій оброблюваного матеріалу і інших факторів, що супроводжують процес різання.
Відповідно до Держстандарту шорсткість обробленої поверхні визначається наступними параметрами:
1) середнім арифметичним відхиленням профілю по десяти точках Rα в
мкм;
2) висотою нерівностей профілю по десяти точках Rz в мкм.
Rα являє собою середнє значення відстаней y1, y2……., уп точок виміряного профілю до його середньої лінії "т" (рис. 4.1).
Під час визначення положення середньої лінії "т" на профілограмі допускається використовувати таку умову: середня лінію повинна мати напрямок виміряного профілю і ділити його так, щоб в межах базової довжини "l" суми площ западин і виступів по обох сторонах від цієї лінії були рівні між собою
F1 + F3 + F5 + … + Fn-1 = F2 + F4 + F6 + … + Fn

60
Відстань точок профілю до середньої лінії підсумовують без урахування алгебраїчного знаку
(4.1)
Рисунок 4.1 – Визначення параметрів шорсткості Rα та Rz
Висота нерівностей Rz (рис. 4.1) являє собою середню відстань між які перебувають в межах базової довжини "l" п'ятьма вищими точками виступів і п'ятьма нижчими точками западин, виміряна від лінії, паралельної середньої лінії
(4.2)
Значення Rα і Rz для різних класів чистоти поверхні по ГОСТу 2789-73 наведено в додатку. Відповідно до цього Держстандарту існує 14 класів чистоти поверхні, найкращий (чистий) – 14-й клас.
1.2 Методи вимірювання класів чистоти
Оцінку величини параметрів шорсткості можна отримати візуально і з застосуванням спеціальних приладів, що дозволяють отримати профіль обробленої поверхні, збільшений у вертикальному напрямку – до тисячі разів.
1.2.1. Найпростіший метод (візуальний за допомогою еталонних плиток шорсткості) – метод порівняння поверхні деталі і поверхні еталонної плитки.