

3. Приведенный диаметр наружной резьбы. Суммарный допуск среднего диаметра резьбы. Условие годности наружной резьбы по среднему диаметру. Пример обозначения точности резьбы болта на чертеже.
Приведенный средний диаметр резьбы.
Свинчиваемость будет обеспечена только в том случае, если разность средних диаметров резьб болта и гайки будет не меньше сумм диаметральных компенсаций погрешностей шага и половины угла профиля обеих деталей. Для упрощения контроля резьбы и расчета допусков введено понятие приведенного среднего диаметра резьбы, учитывающего влияние на свинчиваемость величин d2 (D2 ), f p
и fα .
Значение среднего диаметра резьбы, увеличенное для наружной резьбы или уменьшенное для внутренней резьбы на суммарную диаметральную компенсацию отклонений мала и угла наклона боковой стороны профиля называется приведенным средним диаметром.
Приведенный средний диаметр определяется по формулам. Для наружной резьбы
d2пр = d2изм + f p + fα ;
Для внутренней резьбы
D2пр = D2изм −(f p + fα )
Суммарный допуск среднего диаметра резьбы Средний диаметр, шаг и угол профиля являются основными параметрами резьбы, т.к. они
определяют характер контакта |
резьбового соединения. |
Однако вследствие взаимосвязи |
между |
отклонениями шага, угла профиля |
и собственно среднего |
диаметра допустимые отклонения |
этих |
параметров раздельно не нормируют. Устанавливают только суммарный допуск на средний диаметр болта Td2 и гайки TD 2 , который включает допустимое отклонение собственно среднего диаметра
d2 ( D2 ) и диаметральные компенсации погрешности шага и угла профиля, т.е.
Td 2 (TD2 )= d2 ( D2 )+ f p + fα
Верхний предел суммарного допуска среднего диаметра наружной резьбы ограничивает величину приведенного среднего диаметра d2крmax , а нижний предел – величину собственно среднего диаметра
d2 min . Для внутренней резьбы – это допуск, нижний предел которого ограничивает величину приведенного среднего диаметра D2прmin , а верхний предел – величину собственно среднего диаметра
D2 max .
Условия годности резьбыd2' ≥ d2 min ; d2пр ≤ d2 max . D2' ≤ D2 max ; D2пр ≥ d2 min .
Обозначения точности и посадок метрической резьбы
Обозначение поля допуска резьбы следует за обозначением размера резьбы. Примеры обозначения точности резьбы:
1) с крупным шагом
болт М12 - 6 g ; гайка М12 – 6 H ; 2) с мелким шагом
болт М12x1 – 6 g ; гайка М12x1 – 6H.
Посадки резьбовых деталей обозначают дробью, в числителе
которой указывают поле допуска гайки, а в знаменателе – поле допуска болта, например: М12 – 6 H/6g ; M12x1 – 6 H/6g .
Длину свинчивания N в условном обозначении резьбы не
указывают. Длина свинчивания, к которой относится допуск резьбы, должна быть указана в миллиметрах при обозначении резьбы в следующих случаях:
1)если она относится к группе L ;
2)если она относится к группе S , но меньше, чем вся длина резьбы.
Например: M12 – 7g 6g - 30
Билет №3
1.Характеристики системы допусков и посадок гладких цилиндрических соединений: основные отклонения валов и отверстий и схемы расположения, поле допуска и его обозначение, предпочтительные поля допусков и схемы их расположения.
№3 1.Характеристики системы допусков и посадок гладких цилиндрических соединений: основные отклонения
валов и отверстий и схемы расположения, поле допуска и его обозначение, предпочтительные поля допусков и схемы их расположения.
Основные отклонения.
Def. сОсновное отклонение – это одно из двух отклонений (верхнее или нижнее) используемое для определения положения поля допуска относительно нулевой линии. Основное отклонение – ближайшее к нулевой линии.
Общие правила:
Основное отклонение отверстия равно по числовому значению основному отклонению вала с тем же обозначением (той же буквой), но с противоположным знаком.
EI=-es |
(A-H) |
ES=-ei |
(K-Zc) |
|
|
|
|
Исключение.
1) для отверстия J, K, H, N –с допуском 3…8 квалитетов.
2) Для отверстия P-Zc – с допуском 3…7 квалитетов.
Специальные правила – две соответствующие одна другой посадки в системе отверстия и в системе вала, в которых отверстие данного квалитета соединяется с валом ближайшего более точного квалитета должны иметь одинаковые размеры или натяги.
Основное отклонение должно быть:
ES=-ei+ ,
Где - разность между допуском IT и рассматриваемого квалитета и допуском ITn-1 ближайшего более точного квалитета.
= IT-ITn-1
Поле допусков. Поле допуска в системе СЕСО и СЭВ образуется сочетанием одного из основных отклонений с допуском по одному из квалитетов. В соответствии с этим поле допуска обозначается буквой основного отклонения (или в некоторых случаях двумя буквами) и номером квалитета, например,
Для вала – h7, d9.
Для - H7, D9.
Второе предельное отклонение, ограничивающее данное поле допуска, можно определить по основному отклонению и допуску принятого квалитета.
Если основное отклонение верхнее, то нижнее отклонение равно:
Для вала |
ei=es-IT |
Для отверстия |
EI=ES-IT |
Если основное отклонение нижнее, то верхнее отклонение равно:
Для вала – |
es=ei+IT |
Для отверстия – |
ES=EI+IT |
|
|
|
|
Поля допусков для посадок с зазором сосредоточены по IT4….IT12. Для неподвижных соединений в более точных – IT4…IT8.
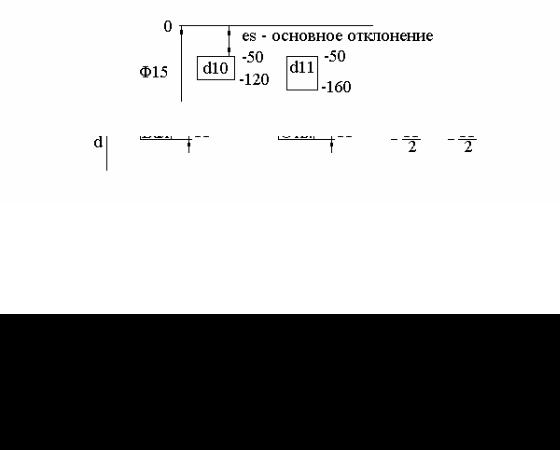
Пример. Определить нижнее отклонение ei вала Ф15d11, если допуск IT11 равен 110 мкм.
еi=es-IT=-50-110=-160 мкм.
Предпочтительные поля допусков.
Поля допусков могут быть образованы сочетанием любых основных отклонений с различными квалитетами.
С целью унификации изделий (сокращению излишнего многообразия) из всей совокупности полей допусков выделены поля допусков предпочтительного применения, которые необходимо использовать в первую очередь. Остальные поля допусков можно использовать в технически обоснованных случаях.
Для отверстий: E; F; H; Js; K; N; P
В основном предпочтительным считается седьмой квалитет для отверстия. Для валов предпочтительным является шестой квалитет.
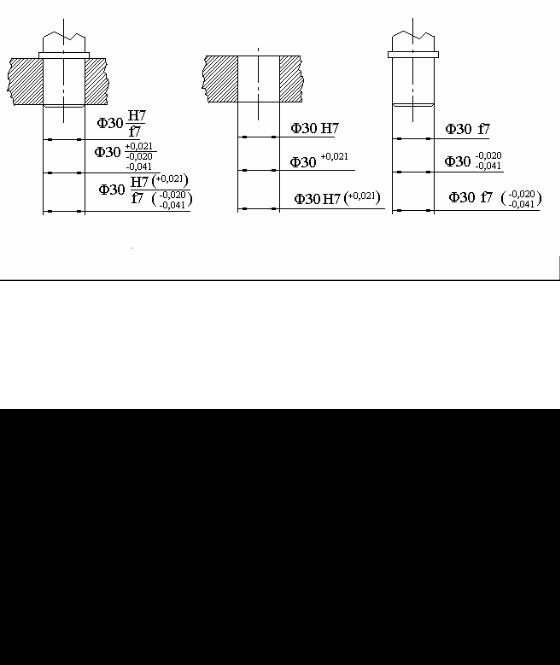
Обозначение допусков и посадок на чертежах.
Условное обозначение на рабочих чертежах указывают в случаях использования стандартного мерного и режущего инструмента (разверток, протяжек) и соответствующих предельных калибров.
В числовом выражении поля допусков преимущественно задают на рабочих чертежах деталей при использовании универсального измерительного инструмента – в единичном и мелкосерийном производстве, а также при наладке станков в массовом производстве.
Наиболее предпочтительной формой указания поля допусков является комбинированное. Для размеров сопрягаемых поверхностей конструктор может использовать любые основные отклонения от
A(a) до Z(z).
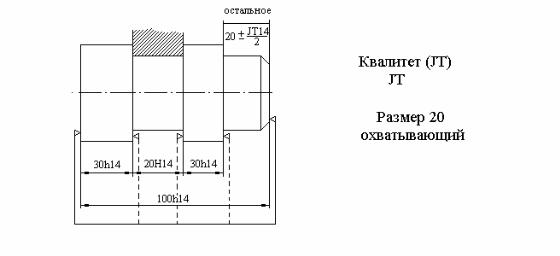
Для несопрягаемых размеров конструктор использует только два основных отклонения «Н» - для охватывающих размеров, «h» - для охватываемых размеров, в тех случаях, когда размер трудно отнести к охватываемым или охватывающим, допуск назначают симметрично.
Допуски назначают по 12…17 квалитету.
Если размер можно охватить, например, штангенциркулем, то он называется охватываемым. Обычно на чертеже рядом с номинальными эти поля допусков не указывают, а предельные
отклонения несопрягаемых поверхностей указывают общей записью в техническом требовании на поле чертежа.
Неуказанные предельные отклонения обозначают следующим образом:
H14; h14; ±t2/2 или H14; h14; ±IT14/2.
Допуски для несопрягаемых |
поверхностей можно назначить и по классам точности (спец.), |
«неуказанных предельных отклонений». |
|
Классы точности: Точный |
(t1) IT12 |
Средний |
(t2) IT14 |
Грубый |
(t3) IT16 |
Очень грубый (t4) IT17
Эти допуски получены грубым округлением допусков квалитетов.
В машиностроении рекомендуется для размеров металлических деталей, обрабатываемых резанием, 14 квалитет.
Другая запись:
+t2; -t2; ±t2/2.
Рекомендуется первая запись. Эту запись допускается дополнять поясняющими словами: «Неуказанные предельные отклонения размеров:
H14; h14; ±t2/2»
Или «Неуказанные предельные отклонения размеров:
отверстий по H14, валов по h14, остальных ±IT14/2.
2. Параметры шероховатости, S и Sm. Нормирование и примеры обозначения на чертеже шероховатости поверхности с использованием этих параметров.
Средний шаг неровностей профиля Sm – среднее значение шага неровностей профиля в
пределах базовой длины (см. рис. 3.13).
. Средний шаг местных выступов S – среднее значение шагов местных выступов профиля, находящихся в пределах базовой длины (см. рис. 3.13).