

2. Отклонения расположения поверхностей, их нормирование и примеры обозначения на чертежах допусков расположения поверхностей. Отклонения расположения поверхности.
- отклонение реального расположения поверхности от его наименьшего расположения.
Виды отклонений расположения.
О тклонение
от параллельности– разность
наибольшего и наименьшего расстояний
между плоскостями в пределах нормируемого
участка.
тклонение
от параллельности– разность
наибольшего и наименьшего расстояний
между плоскостями в пределах нормируемого
участка.
![]()
![]()

Отклонение от перпендикулярности плоскостей- отклонение угла между плоскостями от прямого угла, выраженное в линейных единицах на длине нормируемого участка.
О тклонение
от соосности– наибольшее расстояние
(Δ1, Δ2 ) между осью рассматриваемой
поверхности вращения и общей осью
вращения.
тклонение
от соосности– наибольшее расстояние
(Δ1, Δ2 ) между осью рассматриваемой
поверхности вращения и общей осью
вращения.
 Отклонение
от симметричности относительно базовой
плоскости– называется наибольшее
расстояние между плоскостью симметрии
рассматриваемого элемента и плоскостью
симметрии базового элемента в пределах
нормируемого участка.
Отклонение
от симметричности относительно базовой
плоскости– называется наибольшее
расстояние между плоскостью симметрии
рассматриваемого элемента и плоскостью
симметрии базового элемента в пределах
нормируемого участка.
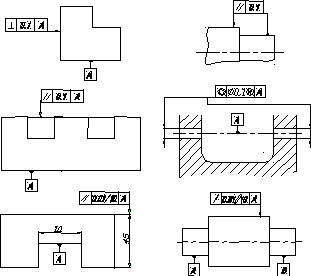
Обозначение допусков формы и расположения поверхностей на чертежах.
Требование к точности формы поверхности указано на чертеже в прямоугольных рамках, разделенных на две или три части.
 В
первой части слева помещают знак допуска,
во второй – числовое значение допуска,
выраженное в мм, в третьей – базу от
которой производится измерение.
В
первой части слева помещают знак допуска,
во второй – числовое значение допуска,
выраженное в мм, в третьей – базу от
которой производится измерение.
Рамку допуска соединяют с контурной линией или вспомогательной вынос ной линией элемента, к которому относится допуск.


Указание базовых поверхностей
Допуски задаются либо в диаметральном либо в радиусном выражении
3. Контакт зубьев в передаче и его нормирование. Пример обозначения точности зубчатого колеса для силовой передачи
Норма контакта.
Номинальный показатель нормы контакта - пятно контакта.

№13
1. Посадки с натягом, схемы расположения полей допусков посадок с натягом в системе отверстия. Показать, как изменятся Nmax, Nmin, Nm, TN при изменении допусков соединяемых деталей на один квалитет. Примеры обозначения на чертежах посадок с натягом в системе отверстия.
2. Шероховатость поверхности, причины ее возникновения. Нормирование шероховатости поверхности и примеры обозначения на чертежах.
3. Выбор средств измерения.
Выбор средства измерения по точности
Измерение
в сфере исследований ИЗМ=0,1R Измерение
в сфере производства ДОПИЗМ=0,35-0.2T0,25Т![]()
ДОПСИ=0,7ДОПИЗМ

Выбирают в зависимости:
- от требований по точности измерения
- с учетом конструктивных особенностей, формы и размеров измеряемой детали
- экономичности
№14
1.Переходные посадки, схемы расположения полей допусков переходных посадок в системе отверстия. Показать, как изменятся Smax, Smin, Sm(Nm), TSN при изменении допусков соединяемых деталей на один квалитет. Примеры обозначения на чертежах переходных посадок в системе отверстия.
2. Отклонения от соосности и пересечение осей, их нормирование и примеры обозначения на чертежах.
О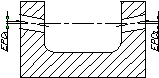 тклонение
от соосности– наибольшее расстояние
(Δ1, Δ2 ) между осью рассматриваемой
поверхности вращения и общей осью
вращения.
тклонение
от соосности– наибольшее расстояние
(Δ1, Δ2 ) между осью рассматриваемой
поверхности вращения и общей осью
вращения.
3. Нормирование и обозначение на чертежах точности наружной резьбы.
Степени точности резьбы.Допуски диаметров резьбы устанавливаются степенями точности, обозначенные цифрами: с 3 по 9
|
|
Степени точности |
|
Диаметры наружной резьбы Наружный d Средний d2 |
4; 6; 8 3; 4; 5; 6; 7; 8; 9 |
|
Диаметры внутренней резьбы Внутренний D1 Средний D2 |
4; 5; 6; 7; 8 4; 5; 6; 7; 8 |
Допуск внутреннего диаметра d1 наружной резьбы и наружного диаметра D внутренней резьбы не устанавливаются.
Допуски среднего диаметра являются суммарными.
Допуски резьбы. Основным рядом допусков для всех диаметров, в соответствии с рекомендацией JSO, принят ряд по 6-1 степени точности. Допуски диаметров резьбы для 6-ой степени точности при нормальной длине свинчивания определяются формулам.
Например,
для d2:
![]() .
ДляD2:
.
ДляD2:
![]()
где Р – в мм, D – среднее геометрическое крайних значений интервалов номинальных диаметров; Т – в мкм.
Допуски остальных степеней точности определяются умножением допуска 6-1 степени точности, найденного по соответствующим формулам, на коэффициенты. Например
|
Степень точности |
3 |
4 |
5 |
7 |
8 |
9 |
|
Коэффициент |
0,5 |
0,63 |
0,8 |
1,25 |
1,6 |
2 |
И з
формулы (1) следует, что допуск
з
формулы (1) следует, что допуск![]() на
1/3 больше допуска
на
1/3 больше допуска![]() при одной и той же степени точности.
при одной и той же степени точности.
№15
1. Посадки с зазором. Схемы расположения полей допусков посадок с зазором в системе вала. Показать, как изменятся Smax, Smin, Sm, Ts при изменении допусков соединяемых деталей на один квалитет. Примеры обозначения на чертежах посадок с зазором в системе вала.
2. Отклонение от симметричности и позиционное отклонение, их нормирование и примеры обозначения на чертежах.
3. Плавность работы зубчатых колес и передач, ее нормирование. Пример обозначения точности зубчатого колеса для скоростной передачи.
Показатель плавности работы.
Местная кинематическая погрешность – наибольшая разность между соседними значениями кинематической погрешности.
Колесо считается годным, если f ‘ir f ’i , где f ’i – допуск.
№16
1. Посадки с натягом, схемы расположения полей допусков посадок с натягом в системе вала. Показать, как изменятся Nmax, Nmin, Nm, TN при изменении допусков соединяемых деталей на один квалитет. Примеры обозначения на чертежах посадок с натягом в системе вала.
2. Радиальное и торцевое биения, их нормирование и примеры обозначения на чертеже.
Р адиальное
биение( ECR)- разность наибольшего
и наименьшего расстояний от точек
реального профиля поверхности вращения
до базовой оси в сечении плоскостью,
перпендикулярной базовой оси.
адиальное
биение( ECR)- разность наибольшего
и наименьшего расстояний от точек
реального профиля поверхности вращения
до базовой оси в сечении плоскостью,
перпендикулярной базовой оси.
Является результатом совместного проявления отклонений от цилиндричности и отклонений от соосности относительно базовой оси.
В другой терминологии – отклонением расположения при нормировании радиального биения является эксцентриситет, когда ось вращения деталей не совпадает с геометрической осью этой детали.
Если пренебречь отклонением формы, т.е. отклонением от круглости , то радиальное биение выявит удвоенный эксцентриситет.
Это обстоятельство часто используют, когда необходимо “выставить” ось детали с осью вращения элемента, на котором эта деталь рассматривается, например: на планшайбе станка для обработки. В этом случае по результатам измерения радиального биения деталь смещают и добиваются устранения радиального биения или оставляют его в допускаемых пределах.
Т орцевое
биение (ECA)- разность наибольшего
и наименьшего расстояний от точек
реального профиля торцевой поверхности
до плоскости, перпендикулярной базовой
оси.
орцевое
биение (ECA)- разность наибольшего
и наименьшего расстояний от точек
реального профиля торцевой поверхности
до плоскости, перпендикулярной базовой
оси.
Является результатом совместного проявления отклонений от плоскостности и отклонений от перпендикулярности ( 2…3мм - если нет специальных указаний на чертеже).
Измерение радиального и торцевого биений.
Д еталь
устанавливают в приспособление для
измерения радиального биения. К детали
подводят стойку с измерительной головкой
и по максимальному отклонению стрелки
выставляют на нулевую отметку. При
повороте детали на 360˚ фиксируют
наибольшее и наименьшее отклонение
стрелки головки. Разность этих показаний
равна радиальному биению.
еталь
устанавливают в приспособление для
измерения радиального биения. К детали
подводят стойку с измерительной головкой
и по максимальному отклонению стрелки
выставляют на нулевую отметку. При
повороте детали на 360˚ фиксируют
наибольшее и наименьшее отклонение
стрелки головки. Разность этих показаний
равна радиальному биению.
Если базой является ось вращения, то деталь устанавливают в центры или на оправку, а если радиальное биение определяется относительно поверхности вращения, то деталь устанавливают этой поверхностью на призму.
Деталь устанавливают базовой поверхностью на призму и фиксируют от перемещения в осевом направлении с помощью упора. К поверхности детали на заданном радиусе R подводят измерительный наконечник головки, закрепленный на стойке. Настраивают измерительную головку на нулевую отметку, а затем поворачивают деталь на 360˚ прижимая ее к упору и регистрируя наибольшие и наименьшие показания головки. Разность этих показаний – значение торцевого биения детали на заданном радиусе R.
 Все
указанные отклонения формы и расположения
ограничиваются допуском.
Все
указанные отклонения формы и расположения
ограничиваются допуском.
Если допуск на чертеже не указывается это значит, что отклонение ограничивается допуском на размер между поверхностями или осями. Существует 16 степеней точности(1-->16).
Допуски задаются в зависимости от интервалов номинальных размеров.