

Физико-механические свойства некоторых стекловолокнистых пластмасс
Удельная ударная вязкость — работа, необходимая для разрушения образца грузом, падающим с некоторой высоты.
Способы изготовления стеклопластиков разнообразны и зависят от вида, формы и назначения изделий.
Основными методами изготовления для стеклопластиков являются: литье под давлением, прессование, непрерывный метод изготовления с применением шнеков, штамповка.
С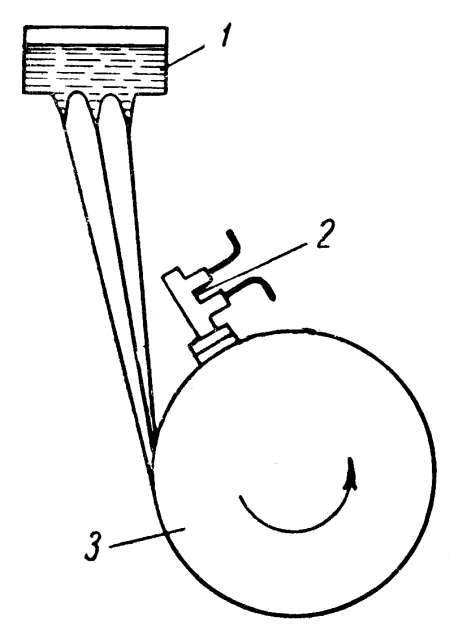 теклопластики
первой группы
(Анизотропный стеклопластик типа
СВАМ). При укладке вытянутых элементарных
стекловолокон параллельно или
взаимно-перпендикулярно с одновременным
нанесением на них связующего вещества
получаем анизотропный стеклопластик.
Такой пластик обладает особо высокой
механической прочностью в направлении
укладки волокон при малом удельном весе
и не подвержен коррозии и загниванию,
он водостоек. СВАМ получают из
предварительно изготовленных
стеклошпонов. Процесс получения такого
стеклошпона, готового к формованию
материала, заключается в одной операции,
в то время как для производства
стеклопластика на основе стеклоткани
(стеклотекстолита) требуется 4 операции.
теклопластики
первой группы
(Анизотропный стеклопластик типа
СВАМ). При укладке вытянутых элементарных
стекловолокон параллельно или
взаимно-перпендикулярно с одновременным
нанесением на них связующего вещества
получаем анизотропный стеклопластик.
Такой пластик обладает особо высокой
механической прочностью в направлении
укладки волокон при малом удельном весе
и не подвержен коррозии и загниванию,
он водостоек. СВАМ получают из
предварительно изготовленных
стеклошпонов. Процесс получения такого
стеклошпона, готового к формованию
материала, заключается в одной операции,
в то время как для производства
стеклопластика на основе стеклоткани
(стеклотекстолита) требуется 4 операции.
Метод изготовления такого нового нетканого стекловолокнистого пластика впервые разработан советскими учеными А. К. Буровым и Г". А. Андреевской в 1957 г. и внедрен в производство (рис. 9.4).
Р
Рис. 9.4. Схема производства стеклошпона
1 — электропечь; 2 — пульверизатор; 3 — барабан
асплавленное при температуре 1300—1400°С стекло из электропечи, смонтированной на каретке, имеющей возвратно-поступательное движение, вытягиваемое из многочисленных отверстий (фильеров) донной части ее, попадает на вращающийся барабан, ось вращения которого параллельна направлению движения каретки. В процессе намотки стекловолокон на барабан производится их смачивание связующим веществом из прикрепленного к каретке пульверизатора. При одновременном возвратно-поступательном движении каретки с печью и вращении барабана стекловолокно наматывается укладывающимися рядом друг с другом витками. Давая каретке с печью различную скорость, можно получать однонаправленный стеклошпон с любым числом слоев различной плотности. Полученная таким путем лента стеклошпона разрезается на листы, а затем снимается и направляется для сушки на воздухе.
Для получения перекрестного (двунаправленного) стеклошпона на барабане закрепляется квадратный лист. После намотки на него требуемого числа слоев стеклошпона одного направления он снимается, поворачивается на 90° и снова закрепляется на барабан. Дальше намотка стекловолокон проводится в перпендикулярном к предыдущему направлении и т. д.
При помощи горячего прессования требующегося количества листов однонаправленного или двунаправленного стеклошпона получается листовой слоистый стеклопластик СВАМ нужной толщины.
Толщина самого стеклошпона для СВАМ определяется числом слоев стекловолокон, уложенных в процессе их намотки.
Марка СВАМ устанавливается соотношением волокон в продольном и поперечном направлении, которое получается при намотке стекловолокон и укладке листов стеклошпона. Прочность стеклопластика СВАМ определяется маркой, использованным типом связующего и направлением действия сил (табл. 9.4).
В табл. 9.5 и 9.6 приводятся основные параметры и физико-механические свойства пластика СВАМ, выпускаемого Ленинградским заводом слоистых пластиков.
Таблица 9.4