

2 Планировка рабочего места
Рабочее место – это участок, оснащённый оборудованием и другими средствами труда соответствующими характеру работ выполняемых на этом рабочем месте. Удобства при работе зависят не только от рациональности конструкции оснащения, но и от планировки рабочего места.
Планировка должна соответствовать следующим требованиям:
1) предусматривать правильное размещение органов управления станком;
2) создавать наиболее короткий маршрут рабочего в процессе обслуживания станков;
3) оснащать рабочего приспособлениями и устройствами обеспечивающими работу.
Цель планировки: наиболее эффективное использование рабочей площади оборудования рабочего места и создание наиболее удобных
условий для работы:
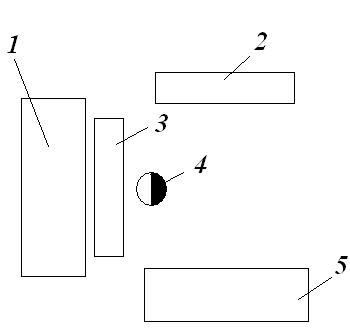
Рисунок 2 – Рабочее место
где 1 – станок;
2 - стеллаж для заготовок и готовых изделий;
3 - решетка под ноги рабочему;
4 – рабочий;
5 - инструментальный шкаф.
3 Расчёт численности рабочих на участке
3.1 Расчёт численности основных рабочих на участке Определяю численность основных рабочих на участке по формуле (6)
![]() ,
[1, с. 110] (6)
,
[1, с. 110] (6)
где tшк – штучно-калькуляционное время на операцию, мин;
Fд – эффективный годовой фонд рабочего времени, ч;
N – годовой объём выпуска деталей, шт.
n – количество смен.
Вариант 1.
Операция 005 Рст=![]() - принимаю 2 чел.
- принимаю 2 чел.
Операция 010 Рст= - принимаю 2 чел.
Операция 015 Рст=![]() - принимаю 14 чел.
- принимаю 14 чел.
Операция 040 Рст=![]() - принимаю 8 чел.
- принимаю 8 чел.
Операция 025 Рст=![]() - принимаю 2 чел.
- принимаю 2 чел.
Операция 030 Рст=![]() - принимаю 4 чел.
- принимаю 4 чел.
Операция 035 Рст=![]() - принимаю 2 чел.
- принимаю 2 чел.
Операция 040 Рст=![]() - принимаю 6 чел.
- принимаю 6 чел.
Операция 045 Рст=![]() - принимаю 4 чел.
- принимаю 4 чел.
Вариант 2.
Операция 005 Рст= - принимаю 2 чел.
Операция 010 Рст= - принимаю 2 чел.
 Операция
015 Рст=
- принимаю 14 чел.
Операция
015 Рст=
- принимаю 14 чел.
Операция 040 Рст= - принимаю 8 чел.
Операция 025 Рст=![]() - принимаю 2 чел.
- принимаю 2 чел.
Операция 030 Рст= - принимаю 4 чел.
Операция 035 Рст= - принимаю 2 чел.
Операция 040 Рст= - принимаю 6 чел.
Операция 045 Рст= - принимаю 4 чел.
3.2 Расчёт численности вспомогательных рабочих на участке
Определяю численность вспомогательных рабочих по формулам (7,8,9) [1, с. 110]
![]()
![]() (7)
(7)
![]()
![]() (8)
(8)
![]()
![]() (9)
(9)
где ![]() - сумма основных рабочих, чел.
- сумма основных рабочих, чел.
Вариант 1
Рвсп=44·15%=6,6 принимаю 7 чел.
Ритр=(44+7)·10%=5,1 принимаю 6 чел.
Рмоп=(44+7)·2%=1,02 принимаю 2 чел.
Вариант 2
Рвсп=44·15%=6,6 принимаю 7 чел.
Ритр=(44+7)·10%=5,1 принимаю 6 чел.
Рмоп=(44+7)·2%=1,02 принимаю 2 чел.
4 Определение общей площади участка
4.1 Площадь участка
Определяю площадь участка [1, с.170] по формуле (10)
![]() ,
(10)
,
(10)
где l – длина станка, мм;
h – ширина станка, мм;
n – количество станков, шт.
Вариант 1
Операция 005 S=2225·1220·1=2714500 мм2=2,71 м2
Операция 010 S=2225·1220·1=2714500 мм2=2,71 м2
Операция 015 S=3700·1700·7=44030000 мм2=44,03 м2
Операция 040 S=3700·1700·4=25160000 мм2=25,16 м2
Операция 025 S=2665·3430·1=9140950 мм2=9,14 м2
Операция 030 S=1250·1630·2=4075000 мм2=4,07 м2
Операция 035 S=1250·1630·1=2037500 мм2=2,03 м2
Операция 040 S=4635·2170·3=30173850 мм2=30,2 м2
Операция 045 S=4635·2170·1=20115900 мм2=20,11 м2
Вариант 2
Операция 005 S=2225·1220·1=2714500 мм2=2,71 м2
Операция 010 S=2225·1220·1=2714500 мм2=2,71 м2
Операция 015 S=3700·1700·7=44030000 мм2=44,03 м2
Операция 040 S=3700·1700·4=25160000 мм2=25,16 м2
Операция 025 S=4400·4220·1=18568000 мм2=18,56 м2
Операция 030 S=1250·1630·2=4075000 мм2=4,07 м2
Операция 035 S=1250·1630·1=2037500 мм2=2,03 м2
 Операция
040 S=4635·2170·3=30173850
мм2=30,2
м2
Операция
040 S=4635·2170·3=30173850
мм2=30,2
м2
Операция 045 S=4635·2170·1=20115900 мм2=20,11 м2
4.2 Общая станочная площадь
![]()
Вариант 1
ΣSобщ.=2,71+2,71+44,03+25,16+9,14+4,07+2,03+30,2+20,11=140,16 м2
Вариант 2
ΣSобщ.=2,71+2,71+44,03+25,16+18,56+4,07+2,03+30,2+20,11=149,5 м2
4.3 Площадь на проходы и проезды
Определяю площадь на проходы и проезды [1, с. 105 ] по формуле (11)
![]()
Вариант 1
![]()
Вариант 2
![]()
 4.4
Площадь на контрольные измерения
4.4
Площадь на контрольные измерения
Определяю площадь на контрольные измерения [1, с. 103 ] по
формуле (12)
![]() (12)
(12)
Вариант 1
![]()
Вариант 2
![]()
4.5 Площадь заготовительного отделения [1, с.101]
![]()
4.6 Общая площадь участка
Определяю общую площадь участка [1. с. 101] по формуле (13)
![]() (13)
(13)
Вариант 1
![]()
Вариант 2
![]()
 5
Организация технического контроля
5
Организация технического контроля
Система контроля качества продукции представляет собой совокупность взаимосвязанных объектов и субъектов контроля, используемых видов, методов и средств оценки качества изделий и профилактики брака на различных этапах жизненного цикла продукции и уровнях управления качеством. Эффективная система контроля позволяет в большинстве случаев осуществлять своевременное и целенаправленное воздействие на уровень качества выпускаемой продукции, предупреждать всевозможные недостатки и сбои в работе, обеспечивать их оперативное выявление и ликвидацию с наименьшими затратами ресурсов. Положительные результаты действенного контроля качества можно выделить и в большинстве случаев определить количественно на стадиях разработки, производства, обращения, эксплуатации (потребления) и восстановления (ремонта) продукции.
В рыночных условиях хозяйствования существенно возрастает роль служб контроля качества продукции предприятий в обеспечении профилактики брака в производстве, усиливается их ответственность за достоверность и объективность результатов осуществляемых проверок, недопущение поставки потребителям продукции низкого качества.
Организация и проведение технического контроля качества – одни из составных элементов системы управления качеством на стадиях производства и реализации продукции.
ГОСТ 16504-81 «Испытания и контроль качества продукции» определяет технический контроль как проверку соответствия объекта установленным техническим требованиям. В машиностроении он представляет собой совокупность контрольных операций, выполняемых на всех стадиях производства: от контроля качества поступающих на предприятие материалов, полуфабрикатов, комплектующих приборов и изделий до выпуска готовой продукции.
 Сущность
всякого контроля сводится к осуществлению
двух основных этапов:
Сущность
всякого контроля сводится к осуществлению
двух основных этапов:
получение информации о фактическом состоянии некоторого объекта, о признаках и показателях его свойств. Эту информацию можно назвать первичной;
сопоставление первичной информации с заранее установленными требованиями, нормами, критериями, т. е. обнаружение соответствия или несоответствия фактических данных требуемым (ожидаемым). Информацию о рассогласовании (расхождении) фактических и требуемых данных можно называть вторичной.
Основной задачей технического контроля на предприятии является своевременное получение полной и достоверной информации о качестве продукции, состоянии оборудования и технологического процесса с целью предупреждения неполадок и отклонений, которые могут привести к нарушениям требований стандартов и технических условий.
Для среднесерийного типа производства количество контроля составляет 5 – 7% от числа станков. Контроль осуществляется контролёрами в контрольном отделении.
Проверка детали «Вал» осуществляется измерительными приборами:
1) Штангенциркуль ШЦ – I – 300-0-0,05 ГОСТ 166-89
2) Калибр – скоба 8113-0140 ГОСТ 18362 - 73
3) Нутромер НИ 10-18-1 ГОСТ 868-82
4) Калибр-пробка 8221-3046 ГОСТ 17758-72
5) Микрометр МР 100 ГОСТ 4381-87