

Авторы Введение
С различными измерениями человек сталкивается с момента своего рождения всю жизнь, осуществляя их самостоятельно или наблюдая за выполнением измерений. Достаточно вспомнить как часто приходится использовать стеклянные термометры, линейки, весы и др.
Всем известно понятие «мерить» («измерять»). Под ним в быту понимают определенную операцию, которая без труда выполняется с помощью названных приборов. В настоящее время простейшие измерения осуществляются уже учениками младших классов школы. Наряду с этим современные фундаментальные научные исследования требуют проведения сложнейших измерений, постановку и выполнение которых осуществляют целые научные организации, располагающие специалистами высшей квалификации. В то же время общей для указанных и всех других измерений является осуществляемая при каждом измерении экспериментальная операция, состоящая в сравнении измеряемой физической величины с одноименной ей величиной, принятой за единицу. Целью такого сравнения является определение количественной оценки (значения) измеряемой величины в виде определенного числа принятых для нее единиц. За внешней простотой указанной экспериментальной операции скрываются глубокие философские концепции, связанные с материалистическими представлениями о познаваемости явлений природы.
Измерения осуществляются с помощью специальных технических средств, различных по сложности и принципам действия. Указанные технические средства называют измерительными устройствами, установками или системами (см. гл. 2).
Совокупность технических средств, служащих для выполнения измерений, методов и приемов проведения измерений и интерпретации их результатов, принято определять понятием измерительная техника.
Исторически развитие измерительной техники неразрывно связано с развитием потребностей общества. XX век характеризуется ускоренным развитием науки и промышленного производства. Последнее немыслимо без широчайшего применения самых разнообразных измерений и измерительных устройств.
Место измерительной техники в современном мире могут характеризовать, следующие данные. Затраты на измерительную технику в настоящее время составляют 10—15 % всех материальных затрат на общественное производство, а в таких отраслях промышленности, как нефтеперерабатывающая, нефтехимическая, химическая, радиоэлектронная, самолетостроительная и другие, эти затраты достигают 25 %.
В нашей стране ежедневно проводится более 20 млрд. измерений. Выполнением измерений и связанных с ними операций контроля занимается более 3 млн. трудящихся. В настоящее время без измерений не может обойтись практически ни одна область деятельности человека.
Основной потребитель измерительной техники — промышленность. Здесь измерительная техника является неотъемлемой частью технологических процессов, так как используется для получения информации о многочисленных режимных параметрах, определяющих ход процессов. На использовании разнообразных и часто сложных измерительных устройств и установок базируется в промышленности контроль качества продукции и сырья.
Область измерительной техники, объединяющую измерительные устройства и методы измерений, используемые в технологических процессах, принято определять понятием технологические измерения.
Набор измеряемых параметров, включаемых в технологические измерения, весьма различен для различных отраслей промышленности и во многом зависит от специфики технологических процессов.
Все производства различных отраслей промышленности в зависимости от характера технологического процесса можно подразделить на две группы: производства с непрерывным и производства с дискретным (штучным) характером технологических процессов. К первой группе относятся производства таких отраслей промышленности, как нефтеперерабатывающая, газоперерабатывающая, нефтехимическая, химическая, металлургическая, теплоэнергетическая и др., ко второй группе — машиностроение, приборостроение, радиоэлектронная, пищевая и др. Приближенное представление о том, какие параметры и в каком относительном количестве измеряются на производствах с непрерывным и дискретным характером технологических процессов, поможет составить табл. В.1 [8].
Из таблицы следует, что на производствах с непрерывным характером технологических процессов (к таким производствам относятся практически все, в которых используются химико-технологические процессы) измерения давления, температуры, расхода, уровня и количества вещества составляют более 86 % от общего числа всех измерений. Остающиеся 14 % измерений составляют измерения состава и физико-химических свойств вещества, а также электрических величин.
Измерения давления, температуры, расхода и уровня принято называть теплотехническими измерениями; измерения состава и физико-химических свойств вещества — физико-химическими измерениями, а измерения электрических величин — электрическими измерениями. Таким образом, технологические измерения для химико-технологических процессов включают в себя теплотехнические, физико-химические и электрические измерения.
В производствах с непрерывными технологическими процессами, в том числе с химико-технологическими, над исходными веществами (сырьем и реагентами) осуществляют непрерывно во времени различные операции в аппаратах, соединенных технологическими линиями. Указанные операции направлены на изменение физико-химических свойств состава или состояния исходных веществ. В результате проведения процесса получают готовые продукты заданной номенклатуры и качества.
Таблица В.1
Измерения параметров производств с непрерывным и дискретным характером технологических процессов
Параметр |
Количество, в % от общего числа измерений для каждого из производств |
|
Производства с непрерывными процессами |
Производства с дискретными процессами |
|
Температура Расход (массовый, объемный) вещества Количество (масса, объем) вещества Давление Уровень Число изделий Длина (размеры, положение, расстояние ) Время Состав веществ Прочие (физико-химические свойства, напряжение, ток, скорость) |
50 15
5 10 6 - -
4 4 6 |
8 4
5 4 4 25 25
15 - 10 |
Современные производства нефтегазоперерабатывающей, нефтехимической и других отраслей промышленности характеризуются сложностью, значительной мощностью технологических аппаратов и большим числом различных параметров, от которых зависит протекание химико-технологических процессов. Все это определяет тот факт, что проведение современных технологических процессов без их частичной или полной автоматизации невозможно.
Автоматизацией производственного процесса называют такую организацию этого процесса, при которой его технологические операции осуществляются автоматически с помощью специальных технических устройств без непосредственного участия человека. Автоматизация технологического производства предполагает автоматический контроль технологических параметров, автоматическое регулирование и автоматическое (см. приложение 1) или автоматизированное управление, а также защиту процессов от аварийных режимов, сигнализацию отклонении от номинальных режимов, защиту окружающей среды.
Для автоматического контроля, регулирования и управления, необходимо располагать определенной информацией о состоянии объекта автоматизации. Эту информацию получают путем проведения измерений. Для оценки роли измерений в автоматизации химико-технологических процессов рассмотрим как решаются здесь вопросы автоматического контроля, регулирования и управления. При решении этих вопросов используются: системы автоматического контроля (САК); автоматические системы регулирования (АСР) и автоматизированные системы управления технологическими процессами (АСУ ТП).
Автоматический контроль является наиболее старым и в то же время наиболее важным видом автоматизации. По существу развитие автоматизации началось с создания и применения в технологических процессах систем автоматического контроля.
На рис. В.1, а показана схема системы автоматического контроля некоторого объекта автоматизации 0А (в данном случае объект автоматизации называют объектом контроля).
Р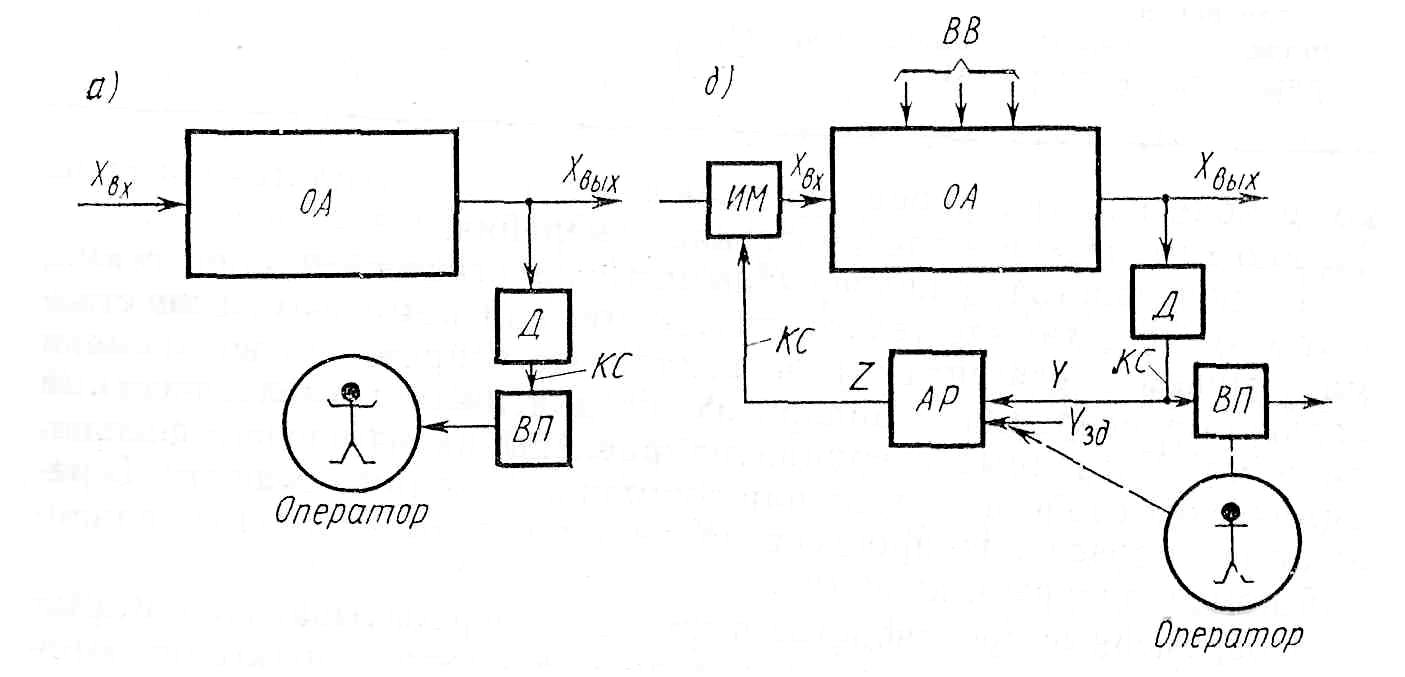 ис.
В.1. Схемы систем автоматического контроля
(а) и автоматического регулирования
(б)
ис.
В.1. Схемы систем автоматического контроля
(а) и автоматического регулирования
(б)
Схема, как правило, включает в свой состав по меньшей мере два измерительных устройства, соединенных между собой каналом связи.
Одно из этих измерительных устройств воспринимает измеряемый параметр Хвых объекта автоматизации; его называют датчиком Д (или первичным измерительным преобразователем). Датчик служит для преобразования физического параметра в другой параметр—сигнал (например, электрический ток, давление сжатого воздуха и т. д.), который удобно передавать по каналу связи КС. Другое устройство, называемое вторичным прибором ВП, измеряет сигнал, поступающий по каналу связи и несущий информацию о значении измеряемого параметра, а затем представляет его в форме, удобной для восприятия человеком-оператором.
Наблюдая за показанием ВП и зная установленную норму для значения измеряемого параметра (допустимые отклонения часто наносят на шкалу вторичного прибора) , Человек-оператор может— осуществлять контроль, а при необходимости и ручное регулирование объекта автоматизации. В последнем случае с помощью соответствующих устройств оператор изменяет подачу Хвх материального потока или анергии на вход объекта до тех пор, пока значение измеряемого параметра не достигнет установленной нормы.
Применение систем автоматического контроля характерно для начального этапа развития автоматизации, когда число технологических аппаратов и измеряемых параметров было небольшим. С развитием технологии нефтеперерабатывающей, нефтехимической, химической и других отраслей промышленности количество аппаратов, используемых для проведения процесса, быстро увеличивалось. На смену ручному регулированию пришло автоматическое. Тенденция такова, что развитие автоматизации производственных процессов неотступно следует за развитием технологии этих процессов.
Па рис. В.1, б показана схема автоматической системы регулирования. Необходимость регулирования, как ручного, так и автоматического, вызвана тем, что на объект автоматизации (в данном случае его называют объектом регулирования) постоянно действуют различные дестабилизирующие факторы, нарушающие однозначность связи между входным Хвх и выходным Хвых параметрами объекта. Эти факторы называют возмущающими воздействиями ВВ. Под влиянием ВВ выходной параметр Хвых отклоняется от заданного значения (нормы). Датчик Д измеряет текущее значение параметра Хвых и преобразует его в сигнал Y, который поступает на вторичный прибор ВП и специализированное вычислительное устройство, называемое автоматическим регулятором АР. В автоматический регулятор кроме сигнала Y поступает сигнал Yзд (задание), который пропорционален заданному значению регулируемого параметра Xвых и имеет такую же природу, как сигнал Y. Автоматический регулятор выполняет определенные вычислительные операции в соответствии с заложенным в него законом регулирования и отрабатывает сигнал Z — регулирующее воздействие, поступающий к исполнительному механизму ИМ. Последний изменяет подачу Хвх материи или энергии в объект регулирования до тех пор, пока параметр АВЬІХ не достигнет заданного значения.
Кроме рассмотренной простейшей автоматической системы регулирования применяются каскадные, комбинированные, автономные, программные и др. Работа этих систем строится на информации, получаемой от одной или нескольких систем автоматического контроля.
Функции управления производственным процессом в системах автоматической стабилизации или программного регулирования параметров выполнял человек-оператор, который в основном руководствовался своим субъективным опытом.
Развитие полупроводниковой вычислительной техники сделало возможной автоматизацию управления путем применения электронных вычислительных машин (ЭВМ) и микропроцессоров (МП) непосредственно в технологических процессах. Это ознаменовало новый этап развития автоматизации, характерной чертой которого для непрерывных технологических процессов явился переход к их оптимальному управлению.
Для оптимизации (см. приложение 1) используются АСУ ТП, технической базой которых помимо САК и АСР являются ЭВМ, снабженные соответствующими устройствами и способные участвовать в технологических процессах. Их называют управляющими вычислительными машинами (УВМ).
Схема АСУ ТП с УВМ показана на рис. В.2, а. В объект автоматизации ОА, в данном случае представляющий собой химико-технологический процесс или ряд технологических процессов, составляющих целое производство, поступают сырье и реагенты, необходимые для проведения процесса (входные параметры объекта).

Рис. В.2. Схемы автоматизированных систем управления технологическими процессами
В результате получается ряд продуктов. На объект автоматизации (в данном случае его называют объектом управления) непрерывно оказывают влияние возмущающие воздействия ВВ. С помощью датчиков Д измеряют режимные параметры и параметры, определяющие качество продуктов (выходные параметры объекта), а также значения входных параметров объекта управления. Информация о результатах этих измерений по каналам связи КС поступает во вторичные приборы ВП и автоматические регуляторы АР. Последние вырабатывают регулирующие воздействия, поступающие на исполнительный механизм ИМ, которые изменяют подачу энергии или материального потока (управляющие воздействия) в соответствующие аппараты объекта управления. Задание регуляторам устанавливается с помощыо задатчиков 3d. Таким образом, все названные устройства осуществляют автоматический контроль или наряду с ним и автоматическое регулирование режимных параметров объекта управления.
Как видно из рис. В.2, а, сигналы датчиков одновременно поступают на УВМ. Для использования УВМ в целях управления технологическими процессами предварительно проводится большая исследовательская работа, в результате которой должны быть определены: математическая модель объекта управления, критерий управления (оптимизации), ограничения и алгоритм управления (см. приложение 1). Использование УВМ позволяет решать общую задачу управления технологическими процессами, состоящую в следующем: в текущей ситуации на объекте управления, определяемой входными параметрами и возмущающими воздействиями, найти такие значения управляющих воздействий при известных ограничениях, при которых удовлетворяется критерий оптимизации, а выходные параметры не выходят за заданные пределы. Возможность решения с помощью УВМ указанной задачи позволяет полностью автоматизировать управление технологическими процессами и отказаться от использования субъективного опыта управления ими человека-оператора.
Вычислительная техника используется в АСУ ТП в одном из следующих режимов.
Режим советов (советчика) оператору. Текущую информацию УВМ получает от датчиков и на основе этой информации решает задачу оптимизации. В результате решения определяются значения технологических параметров, обеспечивающие достижение критерия оптимизации в текущей ситуации. Эти значения технологических параметров используются оператором, обслуживающим процесс в качестве рекомендаций (советов). За оператором остается право выбора и установки (в виде заданий соответствующим регуляторам) рекомендуемых значений параметров (см. пунктирные линии рис. В.2, а).
Супервизорный (от англ. supervision — наблюдение, надзор) режим. УВМ с помощью специальных средств сама устанавливает такие задания регуляторам, которые соответствуют рассчитанным значениям (штрихпунктирные линии на рис. В.2, а).
Рассмотренные режимы используются в случае, если применяемые УВМ не обладают необходимой надежностью.
Режим непосредственного цифрового управления (НЦУ). В состав АСУ ТП включается управляющий вычислительный комплекс (УВК) (см. рис. В.2, б). При этом уже не используются автоматические регуляторы и вторичные приборы для стабилизации и контроля отдельных параметров, а все эти функции возложены на УВК. Обычно УВК строят на базе микропроцессорной техники по распределенному (децентрализованному) принципу, в соответствии с которым функции управления распределены между отдельными микропроцессорами.
Информация о ходе процесса при таком режиме управления на одном или нескольких черно-белых или цветных дисплеях (от англ. display — показ, выставка) отображается в буквенно-цифровой или графической форме.
Итак, работа САК, АСР и АСУ ТП строится на измерениях, осуществляемых датчиками. Этим определяется первостепенное значение измерений для систем автоматизации любого уровня и сложности, что в свою очередь делает необходимым приобретение студентами глубоких знаний основ измерительной техники и современных средств автоматического контроля режимных параметров химико-технологических процессов и качества сырья, реагентов, промежуточных и конечных продуктов этих процессов.