

5.6 Объемная штамповка.
Объемная штамповка подразделяется на горячую и холодную.
Холодной штамповкой изготавливают небольшие поковки, горячей - более крупные до 500 кг
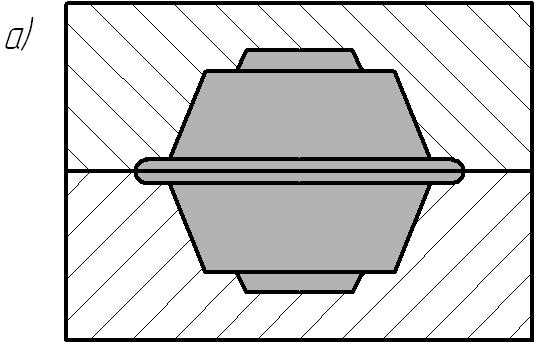
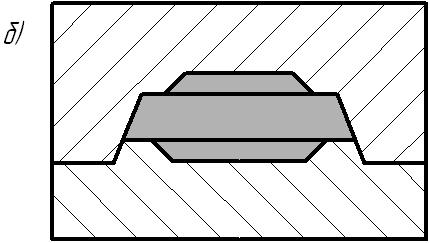
Рис. 5.11 Схемы открытого (а) и закрытого (б) штампов
Инструментом в данном виде обработки является штамп.
Штамп содержит полости соответствующие конфигурации будущей заготовки.
Исходной заготовкой при этом служит обычно прокат строго определенных размеров.
Течение металла при штамповке ограничено полостью штампов, которые выполняются открытыми и закрытыми.
Открытый штамп содержит промежуточную полость между подвижной и неподвижной частями штампа. Излишки металла выдавливаются в эту полость, образуя облой, который затем удаляется.
Закрытый штамп не имеет облоя, но в этом случае требуется использование точного объема металла для заготовки.
Микроструктура металла поковок при штамповке в закрытых штампах более благоприятна, так как волокна обтекают контур поковки и не перерезаются в месте выхода металла, как при наличии облоя.
Поковки простой конфигурации обрабатывают в штампах с одной полостью (одноручьевые), сложные - в нескольких штампах (многоручьевые).
Оборудование для штамповки: молоты, прессы, горизонтально ковочные машины, винтовые фрикционные прессы и т.д.
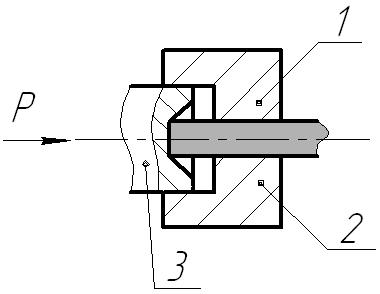
Рис. 5.12 Штамповка на ГКМ
Штамп состоит из трех частей:
1) неподвижной матрицы;
2) подвижной матрицы;
3) пуансона.
Горячая штамповка применяется при серийном и массовом производстве.
Достоинства горячей штамповки:
1) достаточно высокая производительность;
2) высокая точность (15 квалитет).
Недостатки:
1) потребность в достаточно точной исходной заготовке;
2) сложность и высокая стоимость оснастки.
Достоинства холодной штамповки:
1) отсутствие нагрева, что значительно сокращает количество оборудования;
2) высокая точность заготовок (до 12 квалитета).
Недостатки:
1) большие усилия;
2) большое число переходов;
3) невозможность изготовления сложных заготовок.
Холодное выдавливание - удлинение части заготовки за счет уменьшения ее поперечного сечения путем выдавливания металла через отверстие в рабочем инструменте.
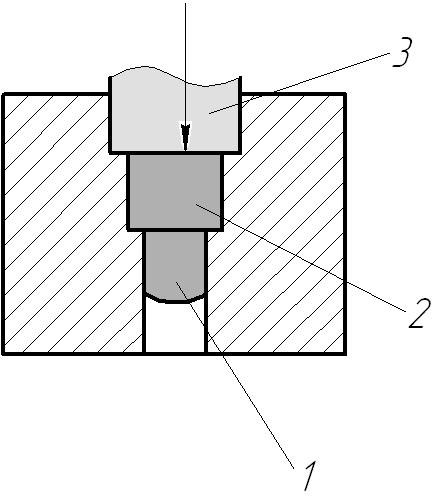
Рис. 5.13 Схема выдавливания
Заготовку 2 помещают в полость матрицы 1 и давят на нее пуансоном 3. Для уменьшения усилий при выдавливании применяют смазку.
Выдавливанием также называют выполнение полости пуансоном, который имеет сложную форму. Выдавливание выполняют сами прессформы, предназначенные для получения заготовок из пластика. Холодным выдавливанием производят получение заготовок болтов, клапанов и т.п.
Оборудование для холодного выдавливания - кривошипные и гидравлические прессы.
Холодное редуцирование (обжимка) - сужение поперечного сечения путем обжатия ударами.
Выполняется на ротационно-ковочных машинах с помощью бойков, которые совершают до 10 000 ударов в минуту.
Холодная штамповка в открытых штампах аналогична горячей, однако в связи с отсутствием нагрева заготовки, они требуют больших усилий на деформацию. Холодная штамповка обеспечивает более высокую точность (12 квалитет) и меньшие припуски на обработку, а также очень малую шероховатость поверхности (Rа 6,3 мкм) Применяется холодная штамповка в крупносерийном и массовом производстве для изготовления средних заготовок несложной формы. Например, ступенчатого вала с малыми перепадами диаметров из сталей или цветных металлов.