

Технологический процесс
Полимерные пленки на ООО ПТК «Союз-Полимер» производятся методом экструзии. Экструдер, осуществляющий процесс экструдирования полимера, состоит из материального цилиндра и размещаемого внутри него червячного пресса, который, вращаясь, должен проталкивать сырье к выходу экструдера.
Исходное сырье поставляется, как правило, в виде гранул, и засыпается в загрузочный бункер на входе экструдера. Материальный цилиндр по всей его длине окружают нагревательные элементы, задача которых - нагреть гранулы и постепенно, по мере их продвижения к выходу экструдера, превратить их в расплав.
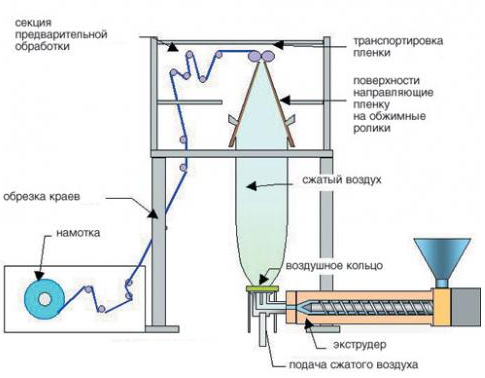
Рисунок 1 – Схема работы экструдера
Далее этот расплав проходит через фильтр, который необходим для задержки посторонних частиц и загрязняющих включений, и попадает в экструзионную головку – она может быть выдувной или плоскощелевой, в зависимости от применяемого метода. На предприятии используется метод выдувной экструзии. Назначение головки – превратить расплав полимера в пленку.
Выдувная экструзионная головка представляет собой цилиндр, внутрь которого с небольшим зазором вставляется сердечник (дорн), по периметру которого проточены спиральные каналы, более глубокие на участке попадания в них расплава, и сходящие на нет при его выходе из головки.
В зависимости от конструкции головки, расплав может попадать в спирали из специальных отверстий, проточенных в центральной части дорна (подача расплава изнутри), или же непосредственно, снаружи (наружная подача).
Во втором случае обеспечивается наименьшее время очистки каналов при смене рецептур, а также уменьшается вероятность подгара некоторых сырьевых компонентов, чувствительных к перегреву (например, полиамида PA), поскольку расплав находится только в спиральных каналах.
Нагрев экструзионной головки осуществляется с помощью кольцевых нагревателей, поддерживающих заданную температуру с помощью терморегуляторов. В случае выдувной экструзии выдув может осуществляться как вверх, так и вниз, в зависимости от типа получаемой пленки.
При выдуве по схеме «снизу вверх» расплав сразу же после выхода из кольцевой фильеры головки превращается в пузырь за счет герметизации верхней части пузыря и подачи внутрь него сжатого воздуха, раздувающего образовавшуюся рукавную пленку до требуемого диаметра. Одновременно этот пузырь охлаждается сжатым воздухом по всему периметру с наружной и внутренней стороны и вытягивается наверх с помощью приемно-вытяжных валков.
При выдуве «сверху вниз» расплав из кольцевой фильеры головки направляется вниз и проходит через ванну с водой для резкого охлаждения, благодаря чему приобретает гораздо более высокую прозрачность, чем в первом случае. После охлаждения пузырь складывается с помощью двух сходящихся панелей и в виде плоскосложенного рукава направляется к намоточному устройству.
Выдув «снизу вверх» широко используется для изготовления термоусадочных пленок, где существует принцип: чем сильнее раздув, тем больше степень усадки.
Варьируя коэффициент раздува (BUR – blow up ratio) и применяя соэкструзию (подсоединению к одной экструзионной головке нескольких экструдеров, каждый из которых предназначен для подачи своего материала). Можно производить широчайший ассортимент как однослойных, так и многослойных пленок, используемых как для общей упаковки, так и для специальных целей (например, барьерная пленка для пищевой промышленности, для использования в медицине, и др.)
Пленка, получившаяся в результате такого производства, считается условно неориентированной – прочность тонкой пленки при ее растяжении по любому направлению сравнительно невысока.
Можно повысить прочность пленки, сохранив ее толщину на прежнем уровне, используя метод «двойной раздув». Начало процесса совпадает с выдувом по схеме «сверху вниз», однако после прохождения через водяную ванну рукав не отправляется сразу на намотчик, а складывается и вытягивается с помощью приемно-вытяжных валков наверх башни. Далее рукав проходит сверху вниз через систему печей, нагревающих его для увеличения пластичности, и, наконец, следует очень сильный раздув в поперечном направлении TD (Transversal Direction), благодаря чему пленка приобретает в этом направлении повышенную прочность и, как уже было сказано, способность к усадке. Одновременно, за счет разницы скоростей приемно-вытяжных валков наверху башни и приемных валков на намотчике, пленка растягивается в продольном направлении MD (Machine Direction).
Таким образом, пленка оказывается сориентированной в двух направлениях и обладает при этом отличными усадочными свойствами.
Пленка, изготовленная с помощью данного метода, может иметь толщину до 35 мкм. Используется для упаковки наборов одноразовой посуды, компакт-дисков и видеокассет, фотоальбомов и игрушек, и вообще любых предметов, имеющих сложную геометрическую форму или требующих соединить несколько предметов друг с другом в единую упаковку (например, чашка и блюдце).
Существует еще одна разновидность ориентирования пленки, получившая название «тройной раздув». Не углубляясь в тонкости технологии, в первом приближении можно сказать, что это метод «двойной раздув», дополненный еще одной башней, назначение которой – уменьшить усадку до заданного уровня.
Такая технология используется для изготовления колбасных и сосисочных оболочек, имеющих толщину от 70 мкм и обладающих высокими барьерными свойствами по отношению к кислороду. А также для производства пленок с мембранным эффектом, которые в силу эффекта избирательности являются барьером для одного газа и, вместе с тем, могут пропускать другой газ без каких-либо проблем.
Такая упаковка используется, например, для хранения некоторых сортов мягкого сыра, который, находясь внутри упаковки в стадии вызревания, выделяет углекислый газ, который необходимо выпустить наружу и, вместе с тем, не допустить проникновения внутрь упаковки кислорода из окружающей атмосферы.
Нужно отметить, что существует еще один способ повышения прочности пленки, получивший название «Cross linked» (сшитая структура). Суть способа – в прогоне пленки (в процессе ее изготовления или, с несколько худшим результатом, с перерывом во времени) через камеру, где она подвергается облучению рентгеновскими лучами. При этом увеличивается количество межмолекулярных связей (молекулы как бы сшиваются друг с другом), и пленка становится прочнее. Этот способ в силу опасности производственного процесса не получил широкого распространения в Европе и в настоящее время используется главным образом в США.
Таким образом, обычная экструзия предполагает однослойные пленки. Процесс же получения многослойных материалов, представляющих из себя комбинацию из нескольких полимерных слоев, за один цикл называется соэкструзией.
С помощью этого метода можно производить огромный ассортимент пленок со свойствами, которые невозможно получить путем обычной экструзии.
Метод соэкструзии позволяет производить так называемые «барьерные пленки» с заданными барьерными свойствами по отношению к различным газам и жидкостям. Обеспечить пленке требуемую химическую и механическую стойкость, усадочные свойства, прочность на удар, прокол и на раздир, склеиваемость, устойчивость к воздействию высоких или низких температур, эластичность или жесткость, способность в течение длительного времени хранить вкусовые качества и аромат пакуемого продукта.
Метод соэкструзии помогает также решить экономическую проблему – снизить издержки производства за счет изготовления пленки за один цикл вместо многоступенчатого процесса, а также использования менее дорогих полимеров или даже отходов пластмассового производства во внутренних слоях пленки.
Несмотря на достижения соэкструзии, существуют структуры, которые в принципе невозможно изготовить на одной экструзионной линии. К примеру, сочетание алюминиевой фольги и полипропилена.
Чтобы получать такие сочетания, были разработаны методы, получившие название «сухое каширование», «ламинация», а также «экструзионное ламинирование».
Для соединения двух материалов между собой по методу сухого каширования в подавляющем большинстве случаев используется бессольвентный ламинатор, в котором для соединения материалов между собой применяется двухкомпонентный клей без растворителя.
Такой ламинатор гораздо компактнее, чем модели, построенные на использовании клея с растворителем (так как не требуется громоздкая камера сушки), а также снижает стоимость производственного процесса (нет расхода растворителя и энергозатрат на сушку, не возникает проблем с пожароопасностью помещения).
Конструкция ламинатора представляет собой два размотчика, на которые устанавливаются подлежащие соединению материалы, и намотчика, предназначенного для готовой продукции. Размоточные и намоточное устройства расположены на прочных стойках, соединенных друг с другом с помощью мостовой конструкции. Главный агрегат ламинатора – станция клеепереноса.
Именно от ее правильной работы зависит количество наносимого на вторичный материал клея, а также его равномерное распределение по всей ширине материала, что, в конечном счете, определяет качество каширования.
Оба материала необходимо выровнять по отношению друг к другу, поэтому для обоих размотчиков используются корректоры положения кромки полотна и системы натяжения, следящие за тем, чтобы при соединении материалов друг с другом не возникало складок и морщин. С помощью ламинатора можно изготовить такие известные всем продукты, как упаковка для сливочного масла, для мороженого.
При способе ламинирования плоскощелевая головка располагается над протягиваемым под ней материалом, в результате чего на него наносится слой расплава полимера или клей. Подобным способом можно изготовить огромный спектр материалов, например, комбинацию бумаги и полиэтилена. Подобную структуру можно было бы изготовить и методом сухого каширования, но себестоимость конечного продукта будет в этом случае гораздо выше, так как ламинатор не способен работать с тончайшим полиэтиленом толщиной 8-10 мкм.
Способ экструзионного ламинирования представляет собой сочетание сухого каширования и ламинирования и не может претендовать на универсальность, так как предназначен для выпуска очень узкого, заранее заданного ассортимента продукции.
Зато его экономичность – гораздо выше, так как конечный продукт получается, как правило, всего лишь за один прогон. Таким способом можно произвести сложные многокомпонентные структуры, такие, например, как сочетание фольги, бумаги и полиэтилена.