

Клинико-лабораторные этапы изготовления цельнолитых мостовидных протезов (безмодельное литье).
Изготовление мостовидного или консольного протеза состоит из ряда последовательных клинических и лабораторных процессов:
1) препарирование зубов и получение слепков:
2) определение центрального соотношения зубных рядов;
3) лабораторное изготовление опорных частей (коронки, полукоронки, вкладки, штифтовые зубы);
4) припасовывание опорных частей и получение слепка;
5) склейка слепка и изготовление модели;
6) моделирование тела протеза;
7) отливка тела мостовидного протеза;
8) спайка частей мостовидного протеза;
9) отделка и полировка;
10) укрепление протеза на опорных зубах.
Изготовление опорных частей протеза рассматривалось ранее, поэтому перейдем к описанию следующих процессов.
Отличительной особенностью изготовления опорных элементов паяного мостовидного протеза является то, что на боковых поверхностях этих коронок не создается при моделировании экватор — эта стенка должна быть ровной.
Склейка слепка и изготовление моделей
После припасовывания опорных частей мостовидного протеза получают слепок со всего зубного ряда с наложенными на зуб коронками (полукоронками). При склейке слепка коронки тщательно устанавливают в их ложе, следя за тем, чтобы они плотно прилегали не только ко дну, но и в области краев ячейки. Если коронка не будет доведена до дна ячейки, она окажется вне контакта с антагонистами. Особенно осторожно следует вкладывать коронку в ячейку, если слой гипса на ее дне тонкий. При сильном надавливании можно раскрошить гипс и продавить коронку глубже. В этом случае коронка окажется выше соседних зубов и при смыкании артикулятора контакт будет только на этой коронке. Необходимо следить, чтобы коронка не повернулась в слепке вокруг своей оси.
Если коронку трудно ввести в слепок, то лучше вынуть этот участок из ложки, разъединить куски, в больший из них вставить коронку, после этого подсоединить к нему меньший и вставить их в ложку. Слепок склеивают обычным способом, коронки необходимо приклеить к гипсу сильно разогретым воском, нанесенным на один из участков края коронки. Это делается для предотвращения смещения коронок при отливке слепка. Внутрь коронок необходимо также налить воск и вставить в центре их небольшие штифтики (деревянные, можно из разломанных спичек), которые предохраняют гипс в этих участках от поломки.
Воск внутрь коронок не наливают лишь в том случае, если готовят коронку с облицовкой. Модель отливают и освобождают от кусков слепка обычным способом, составляют с моделью противоположной челюсти и заливают в окклюдатор.
Моделирование тела протеза
Изготовление цельнометаллической промежуточной части. Промежуток между коронками заполняют валиком, изготовленным из воска. Валик должен быть несколько выше и шире коронок. Пока воск не остыл, смыкают модели, чтобы получить отпечаток антагонистов. Из валика шпателем моделируют зубы, для чего вначале удаляют излишки воска так, чтобы ширина валика была равна ширине соседних зубов. Затем его размечают (рис. 93) соответственно числу отсутствующих зубов и приступают к моделированию каждого зуба, создавая соответствующую анатомическую форму вестибулярной и жевательной поверхностей для премоляров и моляров и вестибулярной, режущей и оральной —для передних зубов. С оральной стороны резкого перехода от одного зуба к другому не делают во избежание травмирования слизистой оболочки языка. Наоборот, эта поверхность должна иметь закругленную форму с плавными переходами от одной поверхности к другой.
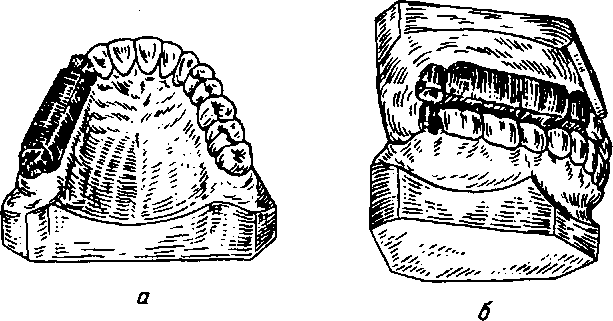

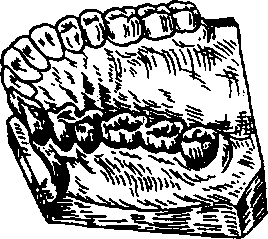

Рис. 93. Этапы моделирования цельнолитого тела протеза.
а — установка валика из моделировочного воска на модели;
б — момент оттиска на валике зубов-антагонистов;
в — разметка;
г — моделирование вестибулярной поверхности;
д, е — моделирование жевательной и язычной поверхностей;
ж — вид воскового протеза на модели.
Моделированию жевательной поверхности должно быть уделено особое внимание. Неправильное моделирование может послужить причиной утраты опорных зубов или зубов-антагонистов в результате их перегрузки при движениях нижней челюсти. Бугорки жевательных зубов должны быть закруглены, нерезко выражены и не должны создавать блокирующих участков при различных окклюзионных движениях челюстей.
Резко выступающие бугорки как на коронках, так и на теле мостовидного протеза создают концентрацию жевательного давления при пережевывании пищи и усиливают тем самым вредное воздействие горизонтальной нагрузки и на периодонт зубов, расшатывая их.
Когда сторона коронки, обращенная к дефекту, имеет незначительную высоту, от тела мостовидного протеза на язычную сторону этой коронки необходимо отвести отросток. Это позволяет увеличить поверхность соединения коронки с телом протеза и предотвратить отрыв его по месту спайки и при пользовании протезом. Лучшим вариантом в этом случае является окклюзионная накладка на жевательную поверхность коронки. Техник при моделировке коронки не моделирует жевательную поверхность: она создается при моделировке промежуточной части и отливается вместе с коронкой. При этом происходит сварка металла с коронкой.
Закончив моделирование вестибулярной, жевательной и язычной поверхностей, приступают к оформлению стороны, направленной к десне. Для этого острым шпателем срезают воск под углом к вестибулярной поверхности, отступив от места перехода жевательной поверхности в язычную на 2—4 мм. Воск срезают до тех пор, пока не соединят эту поверхность с вестибулярной. Затем, охладив воск, снимают его с модели. Если тело протеза готовят промывной формы, то оральную сторону срезают дополнительно в руках, сглаживая так, чтобы получить форму, указанную на рис. 91, а. Заготовленную таким образом восковую композицию тела мостовидного протеза направляют в литейную.
Изготовление комбинированной промежуточной части из металла с облицовкой из пластмассы. Тело мостовидного протеза с фасеткой состоит из металлической литой части, облицованной с вестибулярной поверхности пластмассой.
Моделирование литой части проводят вначале так же, как и цельнометаллической. Потом осторожно острым скальпелем вырезают вестибулярную стенку углубляясь в стенку воска и создавая в нем ложе для пластмассы. В созданное углубление вводят металлические или восковые петли точно по центру каждого зуба (рис. 94).

Рис. 94. Момент моделирования тела протеза с облицовкой из пластмассы.
В ложе введены петли для удержания пластмассы.
Оформление режущего края, установку петли производят так же, как при изготовлении штифтовых зубов.
Наилучший косметический эффект, экономия времени достигаются, если для облицовки применяют стандартные зубы. Процесс изготовления тела мостовидного протеза при этом следующий. Стандартные зубы притачивают к альвеолярному отростку и выверяют окклюзионные контакты. Режущий край и жевательную поверхность подготавливают, как и у фарфоровых зубов. После этого зубы расстанавливают так, чтобы середина пришеечной части точно совпала с центром альвеолярного отростка, вносят соответственно форме лица косметические поправки в расстановку зубов. Наслаивая моделировочный воск, моделируют форму металлической защитки. Следует помнить, что вестибулярная поверхность зуба и особенно участки соприкосновения зубов друг с другом (часть боковых поверхностей) должны быть очищены от воска. Зубы и часть гипса модели смазывают вазелином и получают гипсовый блок —ложе для пластмассовых зубов.
После отверждения гипса блок снимают, осторожно извлекают пластмассовые зубы и проверяют равномерность толщины будущей металлической защитки. В самые углубленные места защитки устанавливают металлические или восковые петли, снимают восковую композицию защитки и передают ее в литейную.
Изготовление комбинированной промежуточной части из металла с облицовкой из фарфоровых зубов. Соответственно указанному врачом ивету естественных зубов подбирают стандартные фарфоровые зубы. Между коронками укладывают небольшой валик воска, на котором ориентировочно устанавливают подобранные зубы. Затем пришлифовывают зубы к наружной поверхности альвеолярного отростка с таким расчетом, чтобы зубы прилегали к нему лишь по касательной. В остальных участках пришеечной части зуб должен отстоять от альвеолярного отростка.
Искусственные зубы на переднем участке не должны быть доведены до контакта с антагонистами на 0,4—0,5 мм, а в области крампонов —до 1 мм.
Постановка передних зубов верхнего ряда осложняется тем, что резцы и клыки расположены по дуге и вследствие особых артикуляционных соотношений наклонены несколько вперед. Поэтому зубы находятся под действием вертикальной и горизонтальной нагрузок.
Горизонтальная нагрузка, действующая как опрокидывающая и выворачивающая сила, оказывает вредное воздействие на периодонт опорных зубов. Эта нагрузка меняется в зависимости от величины угла, образуемого продольными осями нижних и верхних зубов, а также от степени перекрытия нижних зубов верхними. Чем больше перекрытие, тем сильнее действие вредного горизонтального давления. В наиболее благоприятных соотношениях находятся передние зубы, при прямом смыкании без перекрытия. Учитывая изложенное, необходимо моделировать тело мостовидного протеза во фронтальном участке верхней челюсти и вести постановку и приточку зубов с минимальным перекрытием (рис. 95, а). Наоборот, доведение передних зубов нижней челюсти до минимального перекрытия способствует созданию опрокидывающего момента и увеличению горизонтальной нагрузки на опорные зубы (рис. 95, б). Поэтому при изготовлении мостовидного протеза следует зубы располагать по дуге, строго вертикально, не доведя их в некоторых участках до плотного смыкания с антагонистами в центральной окклюзии.

Рис. 95. Соотношение вертикальных осей верхних и нижних искусственных зубов и степень резцового перекрытия.
а — правильное;
б — неправильное.
При описании изготовления искусственных зубов со штифтом и фарфоровой облицовкой подробно указаны характер обработки фарфорового зуба и его режущего края и вся последующая работа по закреплению его в металлической защитке. Эта же последовательность сохраняется и при изготовлении тела мостовидного протеза с фарфоровой облицовкой, только в данном случае речь может идти об одной, двух и более фасетках с фарфоровыми зубами. На рис. 96 показано создание гипсового ложа для группы фарфоровых зубов.

Рис. 96. Приточенные и расставленные на модели стандартные зубы и созданное гипсовое ложе для группы передних зубов.
Применение стандартных фарфоровых зубов в жевательной группе обусловливает необходимость подбора зуба по его форме и вертикальному размеру. При восстановлении зубов верхней челюсти следует учесть, что в области премоляров тело протеза выполняется по касательному типу. Поэтому вертикальный размер премоляров не должен превышать размер между центром альвеолярного отростка и окклюзионной поверхностью антагонистов, так как предстоит пришлифовка окклюзионной поверхности этих премоляров. В области моляров как на верхней, так и на нижней челюсти тело протеза выполняется по промывному типу, следовательно, их вертикальный размер должен быть меньше и иметь просвет между металлической частью и слизистой оболочкой не менее чем 1,5— 2,0 мм.
Приточку жевательной поверхности следует начинать с определения зон сошлифовывания, для чего зуб помещают на место в дефекте и, осторожно смыкая модели, устанавливают зоны преждевременного контакта и сошлифовывают их. Это повторяют до тех пор, пока не достигнут точного окклюзионного контакта.