

5.2. Расчет точности воспроизведения проводника и зазора
Проводники и зазоры ПП являются результатом выполнения операции травления. Схема травления представлена на рис. 5.1.
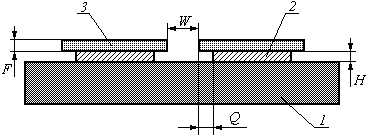
Рис. 5.1. Схема травления: 1 диэлектрическое основание; 2 проводник; 3 фоторезист; H толщина проводника; F толщина фоторезиста; Q величина подтравливания; W разрешение фоторезиста.
Будем считать, что разрешение фоторезиста сравнимо с 4/3 его толщины:
![]() , (5.1)
, (5.1)
где ![]() разрешение
фоторезиста, мкм;
разрешение
фоторезиста, мкм;
![]() толщина фоторезиста,
мкм.
толщина фоторезиста,
мкм.
Толщина вытравливаемого
металла равна
![]() (толщина проводника). Известно, что
величина подтравливания рисунка сравнима
с глубиной травления:
(толщина проводника). Известно, что
величина подтравливания рисунка сравнима
с глубиной травления:
![]() , (5.2)
, (5.2)
где ![]()
величина подтравливания, мкм;
величина подтравливания, мкм;
толщина вытравливаемого металла, мкм.
Теперь можно эмпирически получить формулу для оценки воспроизведения ширины зазора (рис. 5.1):
![]() (5.3)
(5.3)
где ![]()
ширина зазора, мкм.
ширина зазора, мкм.
C целью обеспечения равнопрочности проводники и зазоры, как правило, выполняют равными по ширине. Поэтому, вытравив тонкие зазоры, можно с уверенностью сказать, что проводники могут быть воспроизведены, по крайней мере, с той же шириной или с большей. Для оценки воспроизведения тонких проводников достаточно умения правильно оценить ширину зазора.
Пример 1.1.
Исходные данные. Оценить возможности тентинг-метода, комбинированного позитивного метода и полуаддитивного метода с дифференциальным травлением исходя из точности воспроизведения рисунка проводника и зазора (П/З).
Решение.
Тентинг-метод. Это самый дешевый и быстрый процесс изготовления печатных плат, при котором помимо металлизации отверстий происходит металлизация всей поверхности (рис. 5.2).
В тентинг-методе используется фольгированный диэлектрик с толщиной фольги 18 мкм. После гальванического наращивания 35 мкм меди толщина вытравливаемого металла будет:
![]() мкм.
мкм.
Для тентинг-метода необходимо использовать толстопленочные фоторезисты (50 мкм), чтобы после проявления они смогли выдержать напор струй травящих растворов. Разрешение фоторезиста получим по формуле (5.1):
![]() мкм.
мкм.
Используя формулу (5.2), получим величину подтравливания:
![]() мкм.
мкм.
Рассчитываем величину ширины зазора по формуле (5.3):
![]() мкм.
мкм.
Следовательно, при тентинг-методе трудно ожидать воспроизводимости рисунка (П/З) лучше, чем 0,14/0,14 мм, что соответствует 4 классу точности по ГОСТ23751-86.
В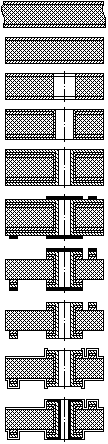 ходной
контроль двухстороннего фольгированного
диэлектрика, толщина фольги 18 мкм.
ходной
контроль двухстороннего фольгированного
диэлектрика, толщина фольги 18 мкм.
Получение заготовок и фиксирующих (базовых) отверстий
Сверление и очистка монтажных и переходных отверстий
Химическое и предварительное гальваническое осаждение тонкого слоя меди (альтернатива – прямая металлизация)
Гальваническое (электрохимическое) усиление меди по всей поверхности заготовки, толщина металлизации 35 мкм.
Подготовка поверхности; нанесение пленочного фоторезиста, толщина фоторезиста 50 мкм, и создание защитного рельефа
Травление меди и получение рисунка схемы
Удаление защитного рельефа (фоторезиста)
Нанесение паяльной маски
Облуживание монтажных поверхностей; маркировка; обработка контура; выходной контроль; упаковка
Рис. 5.2. Схема технологического процесса изготовления двухсторонней печатной платы (ДПП) тентинг-методом
Комбинированный позитивный метод. Этот метод позволяет воспроизводить более тонкие проводники за счет меньшей толщины вытравливаемого металла (рис. 5.3).
В комбинированном позитивном методе используется фольгированный диэлектрик с толщиной фольги 18 мкм. После химического и предварительного гальванического осаждения тонкого ≈ 6 мкм слоя меди для придания проводимости стенкам отверстий толщина вытравливаемого металла будет:
![]() мкм.
мкм.
Толщина используемых в этом методе фоторезистов (40 мкм) определяется лишь тем, что толщина рельефа должна быть больше толщины наращиваемой в этом рельефе металлизации (проводников). Разрешение фоторезиста получим по формуле (5.1):
![]() мкм.
мкм.
Используя формулу (5.2), получим величину подтравливания:
![]() мкм.
мкм.
В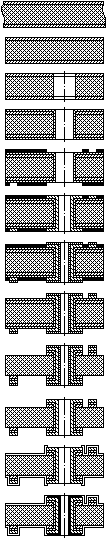 ходной
контроль двухстороннего фольгированного
диэлектрика, толщина фольги 18 мкм.
ходной
контроль двухстороннего фольгированного
диэлектрика, толщина фольги 18 мкм.
Получение заготовок и фиксирующих (базовых) отверстий
Сверление и очистка монтажных и переходных отверстий
Химическое и предварительное гальваническое осаждение тонкого слоя меди, толщина металлизации 6 мкм (альтернатива – прямая металлизация)
Подготовка поверхности; нанесение фоторезиста, толщина фоторезиста 40 мкм и создание защитного рельефа
Гальваническое (электрохимическое) усиление меди, толщина металлизации 35 мкм.
Гальваническое осаждение металлорезиста (как правило, оловянно-свинцовое покрытие), толщина металлорезиста 15 мкм.
Удаление защитного рельефа (фоторезиста)
Травление меди и получение рисунка схемы
Удаление металлорезиста олово-свинец
Нанесение паяльной маски
Облуживание монтажных поверхностей; маркировка; обработка контура; выходной контроль; упаковка
Рис. 5.3. Схема технологического процесса изготовления ДПП комбинированным позитивным методом.
Рассчитываем величину ширины зазора по формуле (5.3):
![]() мкм.
мкм.
Следовательно, при комбинированном позитивном методе можно получить воспроизводимость рисунка (П/З) 0,085/0,085 мм, что соответствует 5 классу точности по ГОСТ23751-86.
Полуаддитивный метод с дифференциальным травлением. Данный метод позволяет воспроизводить еще более тонкие проводники, чем вышерассмотренные методы. При этом на нефольгированный диэлектрик осаждают минимальный ≈ 3 мкм слой меди, чтобы обеспечить возможность дальнейшей металлизации проводников и отверстий (рис. 5.4).
В ходной
контроль нефольгированного диэлектрика
ходной
контроль нефольгированного диэлектрика
Получение заготовок и фиксирующих (базовых) отверстий
Нанесение адгезива методом погружения и его подготовка
Сверление и очистка монтажных и переходных отверстий
Сенсибилизация и активирование всей поверхности
Химическое и предварительное гальваническое осаждение тонкого слоя меди толщиной 1мкм.
Гальваническое (электрохимическое) усиление меди по всей поверхности заготовки, толщина металлизации 3 мкм.
Подготока поверхности; нанесение фоторезиста, толщина фоторезиста 30 мкм, и создание защитного рельефа
Гальваническое (электрохимическое) усиление меди, толщина металлизации 25 мкм.
Удаление защитного рельефа (фоторезиста)
Травление с вытравливанием 3 мкм меди и получение рисунка схемы
Нанесение паяльной маски
Облуживание монтажных поверхностей; маркировка; обработка контура; выходной контроль; упаковка
Рис. 5.4. Схема технологического процесса изготовления ДПП полуаддитивным методом с дифференциальным травлением.
Так как вытравливается только этот минимальный слой, то толщина вытравливаемого металла будет:
![]() мкм.
мкм.
В этом методе воспроизведение рисунка определяется преимущественно толщиной используемого фоторезиста, толщина которого должна создать рельеф для металлизации, чтобы она не «выплескивалась» за границы трассы. Поэтому и в этом методе вынуждены применять относительно «толстый» фоторезист толщиной около 30 мкм. Разрешение фоторезиста получим по формуле (5.1):
![]() мкм.
мкм.
Используя формулу (5.2), получим величину подтравливания:
![]() мкм.
мкм.
Рассчитываем величину ширины зазора по формуле (5.3):
![]() мкм.
мкм.
Следовательно, при полуаддитивном методе с дифференциальным травлением можно получить воспроизводимость рисунка (П/З) 0,044/0,044 мм.
Таким образом:
выбор метода изготовления существенно сказывается на точности воспроизведения рисунка печатных плат;
тентинг-метод при всех его преимуществах не может претендовать на воспроизведение рисунка выше 4 класса по ГОСТ23751-86;
комбинированный позитивный метод позволяет получить воспроизводимость рисунка (П/З) 0,085/0,085 мм, что соответствует 5 классу точности по ГОСТ23751-86.
прецизионные печатные платы с проводниками и зазорами около 50 мкм и менее могут быть изготовлены только полуаддитивными методами в сочетании с дифференциальным травлением.