

5.Подготовка к контролю
5.1 Подготовка к узт включает:
подготовку толщиномера и проверку основных параметров контроля;
подготовку надрессорной балки/боковой рамы.
5.2 Подготовка толщиномера выполняется в начале каждой рабочей смены, при замене пэп или кабелей, а также по решению дефектоскописта в течение смены в следующей последовательности:
адаптация прибора к параметрам используемого преобразователя, которая выполняется на встроенном в прибор юстировочном образце, в соответствии с Приложением Б;
настройка прибора на НО «ступенька», которая выполняется в соответствии с Приложением В.
Настройка толщиномера выполняется с применением контактной среды, которая будет применяться при измерениях.
Настройки толщиномера создаются для каждого ПЭП. Номер ПЭП должен быть указан в заключении (протоколе).
Результаты настройки заносятся в Журнал проверки работоспособности ультразвуковых толщиномеров установленной формы.
При подготовке надрессорной балки/боковой рамы должны быть выполнены требования п.4.2.
6.Проведение контроля
Для проведения измерений нанести тонкий слой контактной среды на подготовленную поверхность детали в точках контроля.
Установить ПЭП на поверхность в месте контроля, прижать и притереть его к поверхности.
Получить цифровую индикацию толщины стенки отливки и сохранить полученное значение в память прибора.
При получении показаний толщины Н в пределах Нmin ≤ H ≤ Нmin+0,5 или Hmax –0,5 ≤ Н ≤ Hmax повторить измерения в данной точке 3 раза. Среднее из показаний записать в память прибора.
7.Оценка качества и оформление результатов контроля
7.1 Измеренные значения толщины стенок сравнить с допустимыми значениями, указанными в [3].
7.2 При превышении или занижении указанных в [3] допусков на толщину стенок констатировать факт в журнале учета результатов УЗТ надрессорной балки/боковой рамы.
7.3 Отметить соответствующие места отливок цветными мелками (маркерами), используя буквенные обозначения: НТ (занижение толщины), ВТ (завышение толщины).
7.4 Деталь бракуется:
если при измерениях установлено утонение или утолщение стенок деталей сверх величины допуска на толщину стенки;
если
при измерениях в местах удаления дефектов
значение толщины стенки H<
![]() Hном;
Hном;
Оценку качества (состояния) надрессорной балки/боковой рамы и оформление результатов контроля проводит дефектоскопист с привлечением, при необходимости, начальника ЛНК (лица, его замещающего).
Результаты УЗТ оформляются дефектоскопистом в журнале учета результатов УЗТ надрессорной балки/ боковой рамы установленной формы. По результатам УЗТ выдается заключение (протокол) (на бумажном носителе) работнику БТК под роспись в журнале выдачи заключений.
Решение об исправлении допустимого дефекта или браковки детали с недопустимыми значениями толщины, полученными при проведении УЗТ, принимает работник СТК цеха, по результатам заключений (протоколов) НК.
Исправления в журналах учета результатов УЗТ вносятся путем зачеркивания неверной записи. Верная запись подтверждается подписью работника, внесшего исправление, с указанием даты внесения исправления.
Журналы результатов УЗТ надрессорных балок и боковых рам по их окончанию хранятся в архиве ЛНК не менее 10 лет.
Электронные протоколы контроля передаются в архив ЛНК и хранятся в базе данных (на дисках) в соответствии с [4] не менее 10 лет.
8.Охрана труда
8.1 Работы по проведению УЗТ проводятся в соответствии с соблюдением правил техники безопасности, промышленной санитарии и пожарной безопасности.
8.2 К проведению УЗТ допускаются лица не моложе 18 лет, прошедшие медицинскую комиссию, профессиональное обучение, инструктаж, стажировку и проверку знаний требований охраны труда в соответствии с требованиями ГОСТ 12.0.004 и имеющими вторую группу по электробезопасности.
8.3 Оборудование рабочего места УЗТ литых деталей должно осуществляться в соответствии с требованиями ГОСТ 12.2.007.0, ГОСТ 12.1.019, «Правилами техники безопасности при эксплуатации электроустановок потребителей», утвержденными Госэнергонадзором 21.12.84.
8.4 Размещение, хранение, транспортирование и использование вспомогательных материалов и отходов производства проводятся с соблюдением требований пожарной безопасности по ГОСТ 12.1.004.
8.5 Работы по обслуживанию и эксплуатации ультразвуковых толщиномеров должны выполняться с соблюдением требований техники безопасности, установленных в документах по эксплуатации на эти средства, а также в соответствии с инструкциями по охране труда для дефектоскопистов и специалистов ЛНК действующими на ЗАО «ТВСЗ».
8.6 Рабочий пост УЗТ литых деталей должен быть обеспечен инструкциями по технике безопасности и пожарной безопасности, утвержденными главным инженером ЗАО «ТВСЗ».
Библиография
[1] ОСТ 32.183-2001 Тележки двухосные грузовых вагонов колеи 1520 мм. Детали литые. Рама боковая и балка надрессорная. Технические условия
[2] Детали литые из низколегированной стали для вагонов железных дорог колеи 1520. Рама боковая и балка надрессорная. Технические требования ТТ ЦВ-32-695-2006
[3] АПЯС. 412231.009 РЭ Толщиномер ультразвуковой А1209. Руководство по эксплуатации.
Приложение А
(обязательное)
Схема расположения зон контроля толщины стенок литых деталей тележек вагонов типа 18-9841 и 18-100
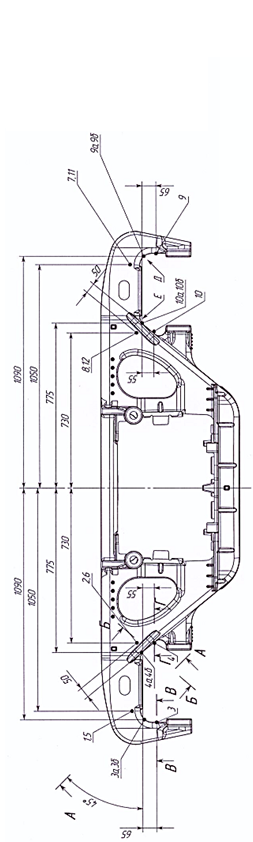

Рисунок А.1 – Схема расположения зон контроля толщины стенок боковой рамы
Точки №7 и №11 являются зеркальными к точкам №1 и №5, показанных на разрезе А-А соответственно
Точки №8 и №12 являются зеркальными к точкам №2 и №6, показанных на разрезе Б-Б соответственно
Точка №9 является зеркальной к точке №3, см разрез В-В
Точка №10 является зеркальной к точке №4, см разрез Г-Г
Точки №3а и №3б являются зеркальными к точкам №9а и №9б соответственно, см вид Д
Точки №4а и №4б являются зеркальными к точкам №10а и №10б соответственно, см вид Е
№ участка |
Ном. знач. толщины |
Допуск по изгот. |
1, 5 |
13 |
+5 |
2, 6 |
20 |
+5 |
3 |
20 |
+5 |
4 |
20 |
+5 |
7, 11 |
13 |
+5 |
8, 12 |
20 |
+5 |
9 |
20 |
+5 |
10 |
20 |
+5 |
9а, 9б |
20 |
+5 |
10а, 10б |
20 |
+5 |
3а, 3б |
20 |
+5 |
4а, 4б |
20 |
+5 |
Таблица А.1 – Значения номинальной величины толщины стенок и допуски в зонах контроля боковой рамы
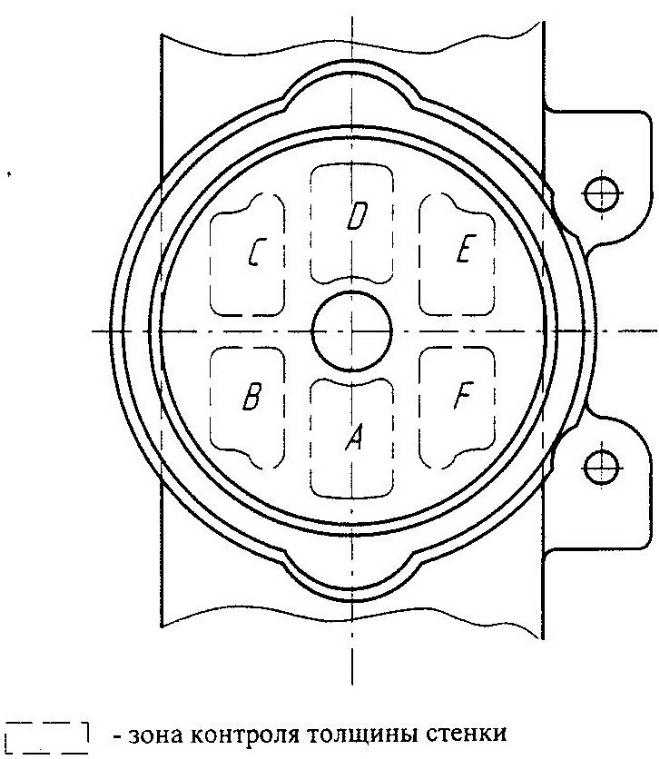
- зона контроля толщины
стенок
подпятника![]()
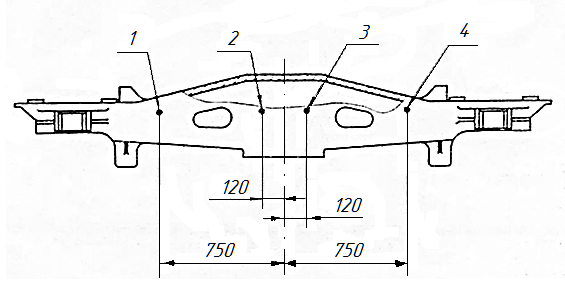
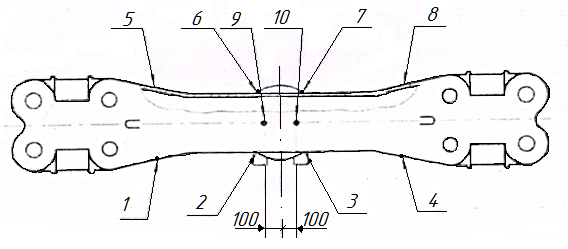
Рисунок А.2 – Схема расположения зон контроля толщины стенок
надрессорной балки
№ участка |
Ном. знач. толщины |
Допуск на изгот. |
1 |
14 |
+2 |
2 |
20 |
+2 |
3 |
20 |
+2 |
4 |
14 |
+2 |
5 |
14 |
+2 |
6 |
20 |
+2 |
7 |
20 |
+2 |
8 |
14 |
+2 |
9 |
30 |
+3 |
10 |
30 |
+3 |
A |
34min |
|
B |
39min |
|
C |
39min |
|
D |
34min |
|
E |
34min |
|
F |
34min |
|
Таблица А.2 – Значения номинальной величины толщины стенок и допуски в зонах контроля надрессорной балки
Приложение Б
(обязательное)