

3.Термины, определения, обозначения и сокращения в настоящей технологической инструкции применены следующие термины с соответствующими определениями, обозначения и сокращения:
3.1 Термины и определения:
[ГОСТ 20911, статья 14] |
[ГОСТ 16504, статья 89] |
|
|
3.2 Обозначения:
глубина расположения отражателя – Н;
номинальная частота ПЭП – f;
продольная волна – l;
3.3 Сокращения:
единая система технологической документации – ЕСТД;
система стандартов безопасности труда – ССБТ;
нормативная документация – НД;
руководящий документ – РД;
конструкторская документация – КД;
служба технического контроля – СТК;
настроечный образец – НО;
неразрушающий контроль – НК;
пьезоэлектрический преобразователь – ПЭП;
руководство по эксплуатации – РЭ;
технические условия – ТУ;
технологическая инструкция – ТИ;
лаборатория неразрушающего контроля – ЛНК;
ультразвуковая толщинометрия – УЗТ;
конструкторская документация – КД
4.Общие положения
4.1 Порядок применения и вариант метода узт
1.1 Узт применяется к выпускаемым из производства боковым рамам и надрессорным балкам и включает:
УЗТ боковых рам и надрессорных балок с целью определения фактической толщины стенок в местах, недоступных для измерения толщины механическим измерительным инструментом на соответствие требованиям [3] эхо-импульсным методом по ГОСТ 23829 продольными волнами;
УЗТ зон зачистки дефектных участков боковых рам и надрессорных балок эхо-импульсным методом по ГОСТ 23829 продольными волнами.
УЗТ боковых рам и надрессорных балок с целью определения фактической толщины стенок в соответствии с технологическим процессом проводят после термообработки и очистки деталей.
При УЗТ боковых рам выполняется измерение толщины стенок на каждой детали в точках, приведенных на рисунке А1. Допуски на минимальные и максимальные размеры указаны в таблице А1.
При УЗТ надрессорных балок выполняется измерение толщины стенок на каждой детали в точках, приведенных на рисунке А2 приложения А. Допуски на минимальные и максимальные размеры указаны в А2.
При УЗТ зон зачистки дефектных участков боковых рам и надрессорных балок выполняется измерение толщины стенок в точках зон зачистки дефектных участков.
Требования к контролепригодности
Отливки должны поступать на контроль после термообработки и очистки по ГОСТ 26645.
Поверхность отливок в зонах контроля должна быть очищена от шлака, окалины и других загрязнений.
В зонах проведения НК не должно быть глубоких рисок, задиров, забоин.
В зонах проведения НК поверхность деталей должна быть подготовлена до металлического блеска. Значение параметра шероховатости Rz по ГОСТ 2789 должно быть не более 80 мкм. Зачистку деталей должны проводить рабочие цеха с помощью ручной шлифовальной машинки. Размер подготовленной поверхности не менее 15мм2.
Подготовка к контролю и обеспечение контролепригодности литых деталей не входит в обязанности дефектоскописта и проводится в специально отведенных местах.
Оборудование, материалы и вспомогательные приспособления
Комплект оборудования для УЗТ надрессорных балок и боковых рам включает:
толщиномер ультразвуковой А1209;
преобразователь пьезоэлектрический D1771 4.0А0D12CL и D 2763 10.0А0D6CL;
НО «ступенька» (см. рисунок 4.1);
контактирующая смазка (ЦИАТИМ 201 по ГОСТ 6267 или глицерин ГОСТ6259)
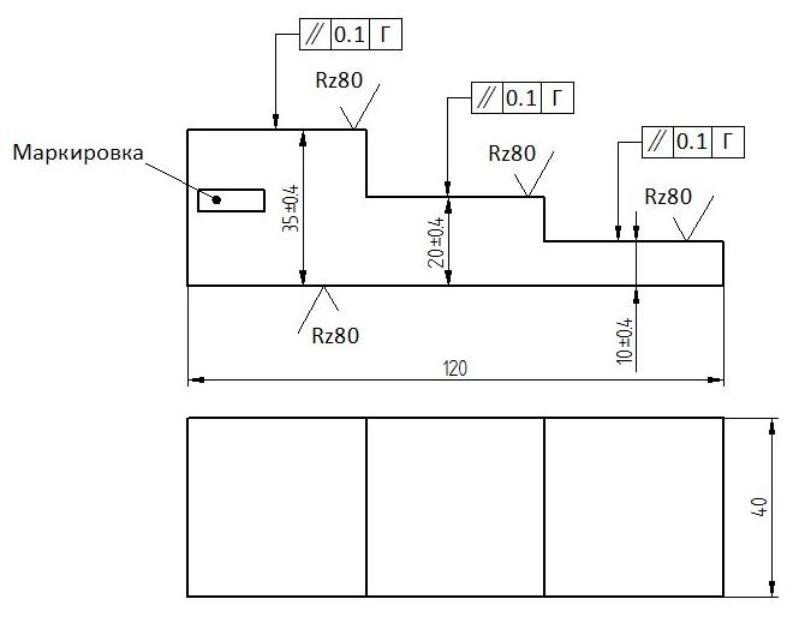
Рисунок 4.1 – Настроечный образец ступенька
Комплект необходимых материалов и вспомогательных инструментов для УЗТ надрессорных балок и боковых рам включает:
щетка металлическая или волосяная;
ветошь;
линейка 150 ГОСТ 427;
лампа переносная (светильник) напряжением не более 36 В по ГОСТ 2239, при этом ее мощность должна быть не менее 60 Вт;
рабочий журнал и ручка для записи результатов контроля;
маркеры, мел по ГОСТ 17498 и пр.
Настроечный образец ступенька должен соответствовать требованиям СТО РЖД 1.06.004.
Техническое обслуживание толщиномера должно проводиться в соответствии с РЭ.
Требования к организации работ, квалификации и ответственности персонала
УЗТ надрессорных балок и боковых рам должна выполнять ЛНК ЗАО «ТВСЗ», аккредитованная согласно ПР 32.151.
В рабочей зоне должны быть созданы условия, обеспечивающие надёжность и достоверность проведения УЗТ:
должны отсутствовать яркие источники света (электросварка, электрическая и газовая резка металла и т.д.);
на рабочем месте следует применять комбинированное освещение (общее и местное). Освещенность контролируемой поверхности должна быть не менее 500 лк. Применяемые для местного освещения рабочих мест переносные светильники должны иметь непрозрачный отражатель, обеспечивающий рассеянный свет и экран, защищающий глаза дефектоскописта от слепящего воздействия света;
температура окружающего воздуха и температура контролируемой литой детали должна быть в пределах от плюс 100С до плюс 400С.
При проведении НК не допускается присутствие посторонних лиц в рабочей зоне.
К проведению УЗТ литых деталей допускается персонал, имеющий квалификационный разряд не ниже шестого по ЕТКС, сертифицированный в соответствии с ПР 32.113 на I-ый или II-ой уровень квалификации по акустическому виду НК, изучивший РЭ толщиномера и настоящую ТИ.
К оценке качества литых деталей по результатам УЗТ допускается персонал, сертифицированный в соответствии с ПР 32.113 на II- ой уровень квалификации.
Ответственность за проведение и оформление результатов УЗТ в соответствии с настоящей ТИ возлагается на дефектоскописта (специалиста, проводившего контроль и оценку качества).
УЗТ литых деталей должен проводиться на посту НК, оборудованном:
источником переменного тока с напряжением в сети 220В, частотой 50Гц с заземляющей шиной;
стендом-кантователем для проведения контроля;
подъемно-транспортным механизмом, обеспечивающим перемещение и установку литых деталей на стенд;
средствами и установками НК;
вспомогательными устройствами;
подставкой для НО;
обтирочным материалом;
ёмкостями с контактной смазкой и кистью;
линейкой (рулеткой);
рабочими журналами, канцелярскими принадлежностями и т.д.;
столом для ведения записей в журналах учета результатов контроля;
металлическим шкафом для хранения средств контроля;
металлическим ящиком для хранения обтирочного материала.
Рабочее место размещения толщиномера должно быть защищено от непосредственного воздействия пыли, влаги, агрессивных сред.
Ответственность за проведение и оформление результатов УЗТ в соответствии с настоящей ТИ возлагается на ЛНК.